精密切削純鐵材料硬質(zhì)合金刀具刃口磨損特征演化
2022-09-15 05:12:46陳宇孔金星張振宇
機(jī)床與液壓 2022年13期
陳宇,孔金星,張振宇
(1.中國工程物理研究院機(jī)械制造工藝研究所,四川綿陽 621999;2.大連理工大學(xué)精密與特種加工教育部重點(diǎn)實(shí)驗(yàn)室,遼寧大連 116024)
0 前言
純鐵材料因其優(yōu)異的塑性、抗沖擊性、電磁性能,廣泛應(yīng)用于電力電子、國防軍工、能源等行業(yè)中。但純鐵材料屬于高塑性、高韌性類難加工材料,有加工硬化嚴(yán)重、切削變形大、易粘結(jié)在刀具表面、與刀具親和性強(qiáng)等缺點(diǎn),導(dǎo)致硬質(zhì)合金刀具快速磨損。在生產(chǎn)制造高精度純鐵構(gòu)件過程中刀具磨損必然是限制其加工精度、加工質(zhì)量的重要因素。
為探明純鐵切削過程中刀具磨損形式、規(guī)律及磨損機(jī)制,優(yōu)化加工工藝,實(shí)現(xiàn)刀具耐用度提升,一些研究人員對純鐵材料切削的刀具磨損進(jìn)行了大量試驗(yàn)研究。孔金星等研究了干切、水冷、MQL以及菜籽油潤滑4種方式下刀具磨損形態(tài)、壽命及機(jī)制,刀具磨損形態(tài)以主、副溝槽磨損為主;MQL條件下刀具壽命最長,而水冷時(shí)最小;擴(kuò)散磨損、氧化磨損和黏結(jié)磨損是主要磨損機(jī)制。KONG等針對未涂層硬質(zhì)合金切削純鐵時(shí)出現(xiàn)的溝槽磨損展開詳細(xì)研究,認(rèn)為溝槽磨損的形成機(jī)制是黏結(jié)磨損、擴(kuò)散磨損及氧化磨損的綜合作用。徐東鳴等認(rèn)為金屬陶瓷刀具切削純鐵材料的耐磨性優(yōu)于硬質(zhì)合金,而切削區(qū)的高溫導(dǎo)致金屬陶瓷刀具以擴(kuò)散磨損為主。殷躍成等發(fā)現(xiàn)硬質(zhì)合金刀具、涂層刀具和金屬陶瓷刀具切削純鐵時(shí)都出現(xiàn)了后刀面均勻磨損帶和V形溝槽磨損,金屬陶瓷和涂層刀具的壽命高于硬質(zhì)合金刀具。陶恒等人采用硬質(zhì)合金刀具、CBN刀具、陶瓷刀具進(jìn)行純鐵材料的切削試驗(yàn),發(fā)現(xiàn)3種不同材質(zhì)的刀具磨損形式不同。對于硬質(zhì)合金,月牙洼磨損和邊界磨損是主要的磨損形式,主要磨損機(jī)制為黏結(jié)磨損、磨粒磨損和氧化磨損。
當(dāng)前針對純鐵切削刀具磨損的研究,基本都是以磨損形式、磨損機(jī)制為主,缺乏對刀具刃口磨損特征演化的分析。因此,本文作者研究涂層硬質(zhì)合金刀具精密切削純鐵材料過程中刃口磨損特征的演化規(guī)律。
1 試驗(yàn)方案
工件材料選用5~6級晶粒度的純鐵,其化學(xué)成分如表1所示。純鐵端面切削試驗(yàn)在數(shù)控車床CK6150S/1000上進(jìn)行,刀具選用肯納公司生產(chǎn)的DCGT11T302 HP KC5010鋒利型涂層硬質(zhì)合金刀具,其表面涂層為TiAlN。切削參數(shù):主軸轉(zhuǎn)速為200、400 r/min,進(jìn)給量為0.08 mm/r,切削深度為0.1 mm。加工試驗(yàn)裝置如圖1所示。
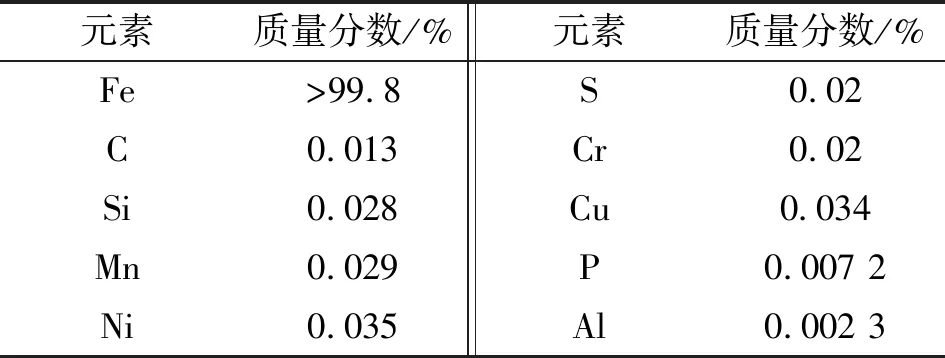
表1 純鐵材料的化學(xué)成分
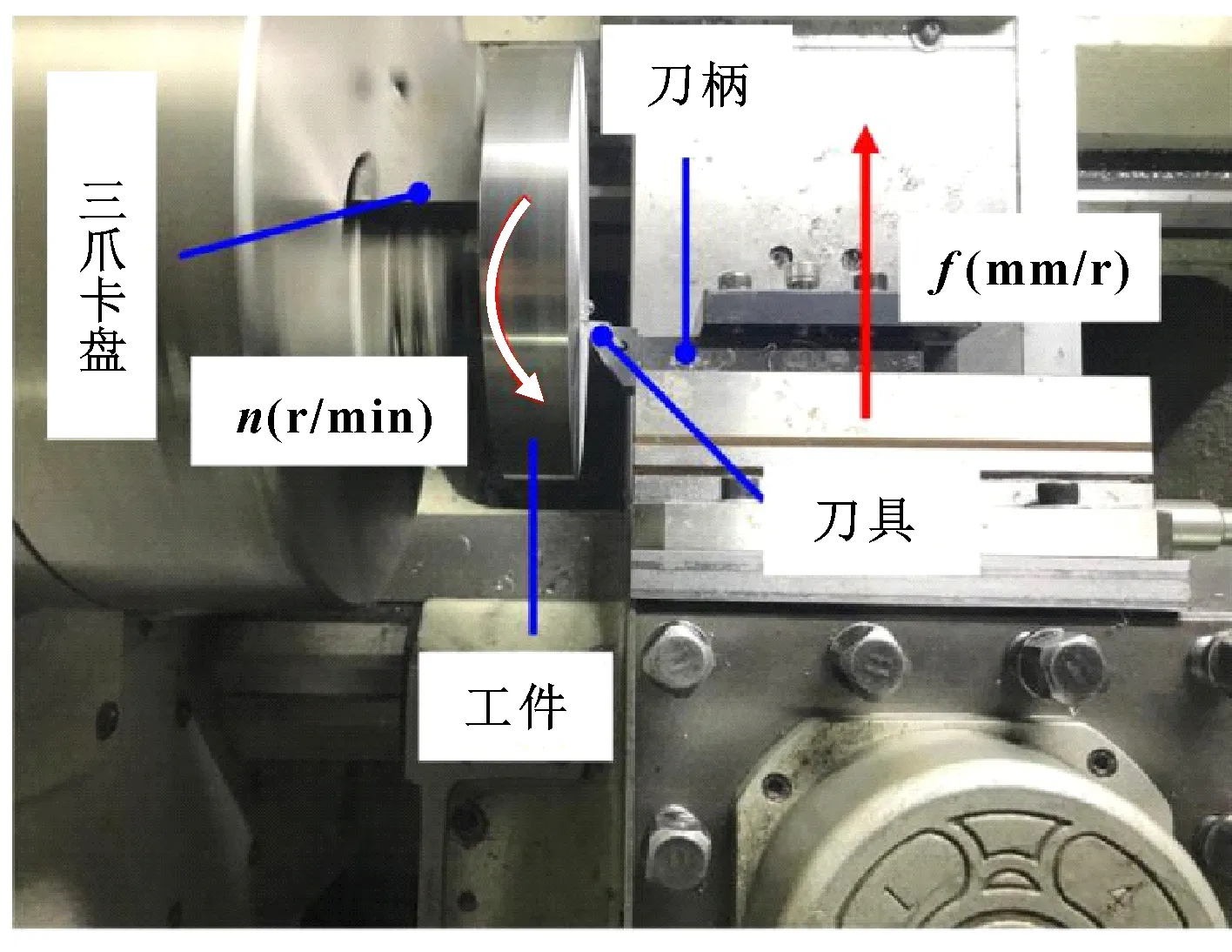
圖1 切削試驗(yàn)裝置
切削過程中每隔一段時(shí)間通過超景深顯微鏡對刀具進(jìn)行離線觀測,具體分為前刀面觀測、后刀面觀測、刀具磨損三維形貌圖獲取。針對溝槽磨損,在前刀面上通過超景深顯微鏡測量溝槽磨損深度,如圖2所示。在獲得刀具磨損三維形貌圖的基礎(chǔ)上提取二維鈍圓輪廓數(shù)據(jù),通過二維鈍圓輪廓獲得刀具鈍圓輪廓變化。測量刀具磨損之前用10%濃度的稀硝酸腐蝕去除刀具表面的殘余材料。

圖2 溝槽磨損深度測量
2 試驗(yàn)結(jié)果與分析
2.1 刀具磨損形貌
刀具磨損發(fā)生于刀工接觸區(qū)和刀屑接觸區(qū),在刀屑接觸區(qū)形成了前刀面磨損,在刀工接觸區(qū)形成了后刀面磨損。圖3所示為刀具前刀面磨損形貌隨切削時(shí)間的變化情況。可知:隨著切削時(shí)間增加,切削刃口處溝槽不斷擴(kuò)大,刀尖處涂層厚度不斷變薄,最終硬質(zhì)合金基體裸露出。在前刀面還可觀察到嚴(yán)重硬化的切屑邊緣在不斷地與刀具劃擦形成溝槽,而兩溝槽之間的刀尖磨損區(qū)則是由于刀具與化學(xué)活性很強(qiáng)的切屑底面在高溫高壓下導(dǎo)致的磨損嚴(yán)重區(qū)域。在圖4中可觀測到刀工接觸邊界的狹長溝槽磨損以及兩溝槽之間的均勻磨損帶,溝槽磨損比均勻磨損帶更加嚴(yán)重。
圖5所示為刀具磨損的三維形貌,刃口的退化是由前刀面磨損與后刀面磨損所致,前刀面上兩溝槽之間的刀尖磨損區(qū)與后刀面上兩狹長溝槽之間的均勻磨損帶使得刀具鈍圓輪廓不斷變化,導(dǎo)致金屬切削停滯區(qū)及切削層材料分離點(diǎn)改變,從而影響切削溫度、切削力。后刀面上狹長的主溝槽和副溝槽與前刀面上對應(yīng)的溝槽不斷擴(kuò)大,導(dǎo)致切削刃上形成兩個(gè)明顯缺口,由于刀具輪廓的復(fù)映,這必將增加已加工表面的粗糙度。
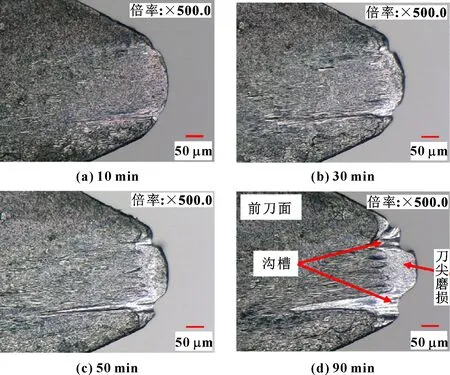
圖3 不同切削時(shí)間下前刀面磨損形貌
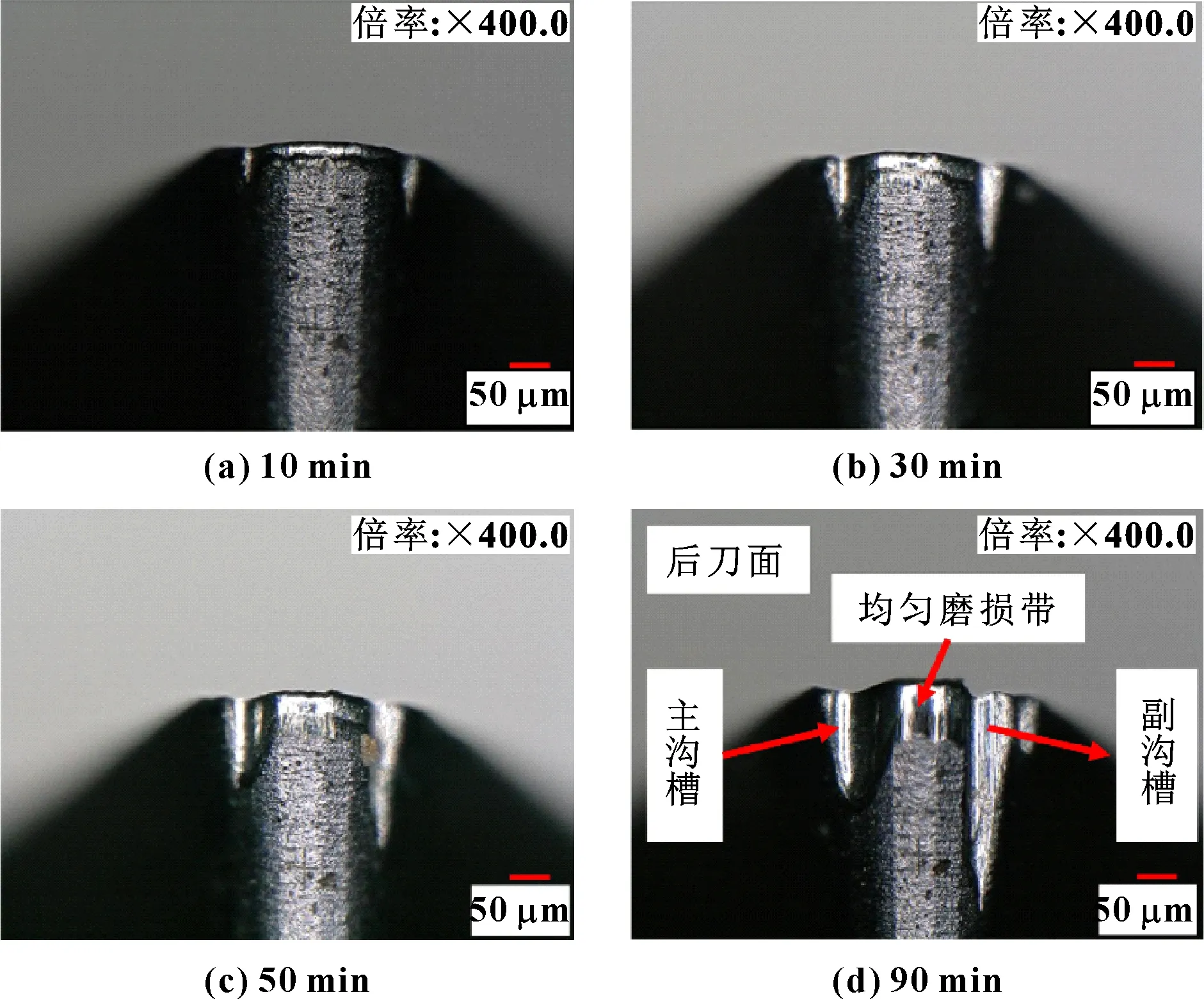
圖4 不同切削時(shí)間下后刀面磨損形貌

圖5 刀具磨損三維形貌
2.2 溝槽磨損
溝槽磨損是高塑性、高韌性類材料切削過程中典型磨損特征,溝槽磨損通常發(fā)生于刀工接觸邊界,主溝槽發(fā)生于主切削刃與未加工表面接觸邊界,副溝槽發(fā)生于副切削刃與已加工表面接觸邊界。考慮到主溝槽磨損的位置,主溝槽磨損被認(rèn)為是由于切削接觸邊界處溫度和應(yīng)力梯度大、加工表面硬化層、毛刺等所致,副溝槽磨損被認(rèn)為是與已加工表面缺陷和塑性側(cè)向流動(dòng)有關(guān)。由圖6中可知:隨著切削時(shí)間增加,主、副溝槽磨損長度不斷增加,主軸轉(zhuǎn)速200 r/min條件下,在切削80 min后,主、副溝槽磨損長度分別為183.95 μm、308.44 μm;主軸轉(zhuǎn)速400 r/min條件下,在切削80 min后;主、副溝槽磨損長度分別為166.18 μm、196.09 μm,轉(zhuǎn)速增加,主溝槽磨損長度變化較小,副溝槽磨損長度變化較大。
為更深入理解溝槽磨損和全方位定量表征其大小,還研究了溝槽磨損深度與溝槽磨損長度之間的關(guān)系。從前刀面上可觀測到主、副切削刃上都呈現(xiàn)了兩個(gè)缺口,缺口深度即是后刀面溝槽磨損的深度。將不同切削時(shí)間下的溝槽磨損深度和主、副溝槽磨損長度通過MATLAB進(jìn)行線性擬合,結(jié)果分別如圖7和圖8所示。圖7(a)、圖7 (b)、圖8(a)、圖8(b)中擬合直線方程分別為
=4.65+39.58
=4.54+46.18
=7.58+41.72
=8.18+14.51
其中:為溝槽磨損長度;為溝槽磨損深度。由圖8、9可知:溝槽磨損深度與溝槽磨損長度基本呈直線正相關(guān),溝槽磨損深度隨著溝槽磨損長度增加而增加。從溝槽磨損深度與溝槽磨損長度之間的擬合直線可知,低速和高速時(shí)主溝槽深度與長度的擬合直線斜率和截距相差不多,即主軸轉(zhuǎn)速對主溝槽磨損影響較小,而低速和高速時(shí)副溝槽深度與副溝槽長度的擬合直線斜率相差不大但截距差距很大,低速時(shí)副溝槽擬合直線截距大于高速時(shí)的截距,即主軸轉(zhuǎn)速會影響副溝槽磨損的大小。主軸轉(zhuǎn)速200、400 r/min時(shí)的側(cè)向流動(dòng),分別如圖9和圖10所示。可知:低速時(shí)側(cè)向流動(dòng)高度約為6 μm,高速時(shí)側(cè)向流動(dòng)高度約為3 μm,低速時(shí)的側(cè)向流動(dòng)高度比高速時(shí)高。副切削刃與已加工表面接觸,副溝槽位于刀工接觸邊界,副溝槽的形成必然與側(cè)向流動(dòng)有關(guān)。因此,主軸轉(zhuǎn)速影響純鐵工件側(cè)向流動(dòng)程度,側(cè)向流動(dòng)又會影響副溝槽深度與長度的擬合直線截距,側(cè)向流動(dòng)程度增加,直線截距增加,即副溝槽磨損長度增加。

圖6 不同轉(zhuǎn)速下主溝槽磨損、副溝槽磨損、平均后刀面磨損的變化規(guī)律
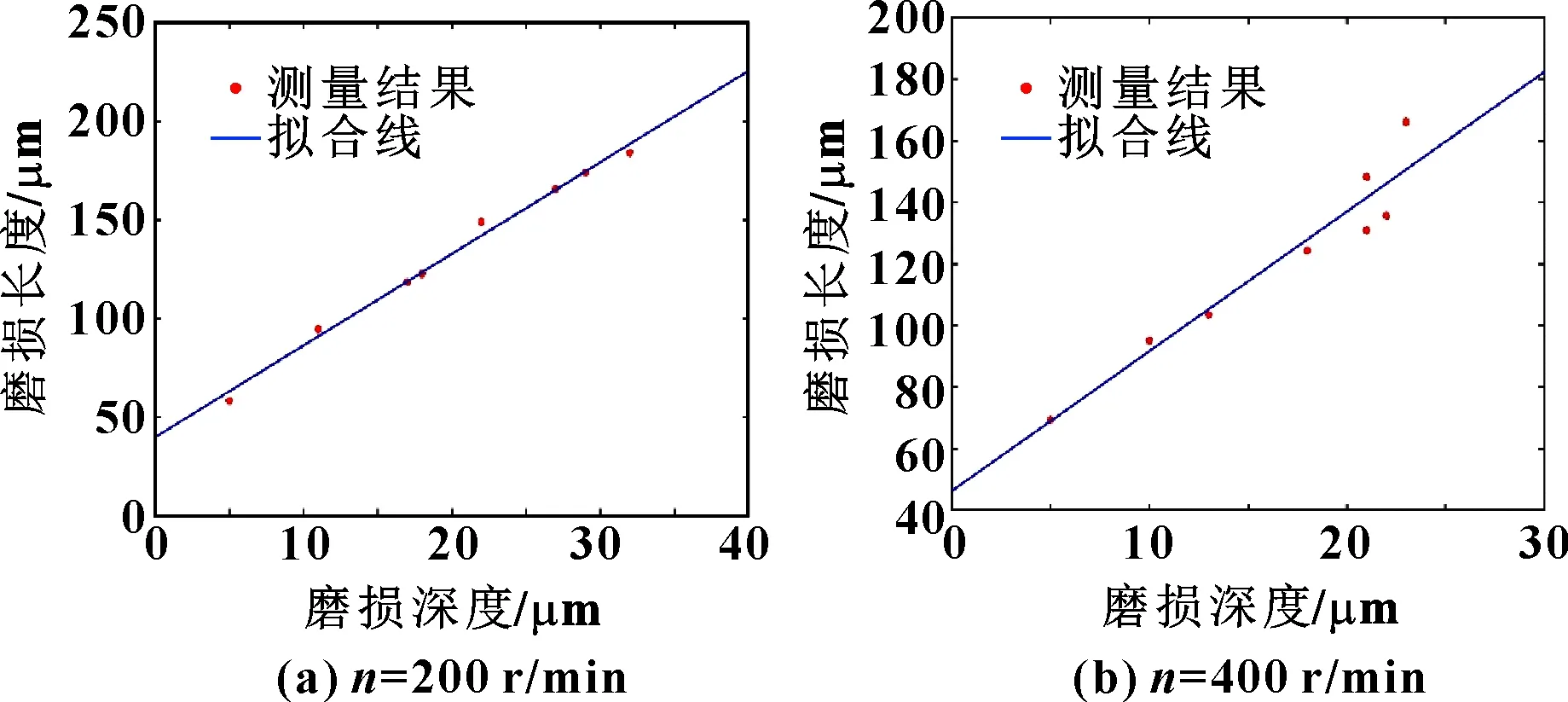
圖7 主溝槽磨損深度和主溝槽磨損長度之間的關(guān)系
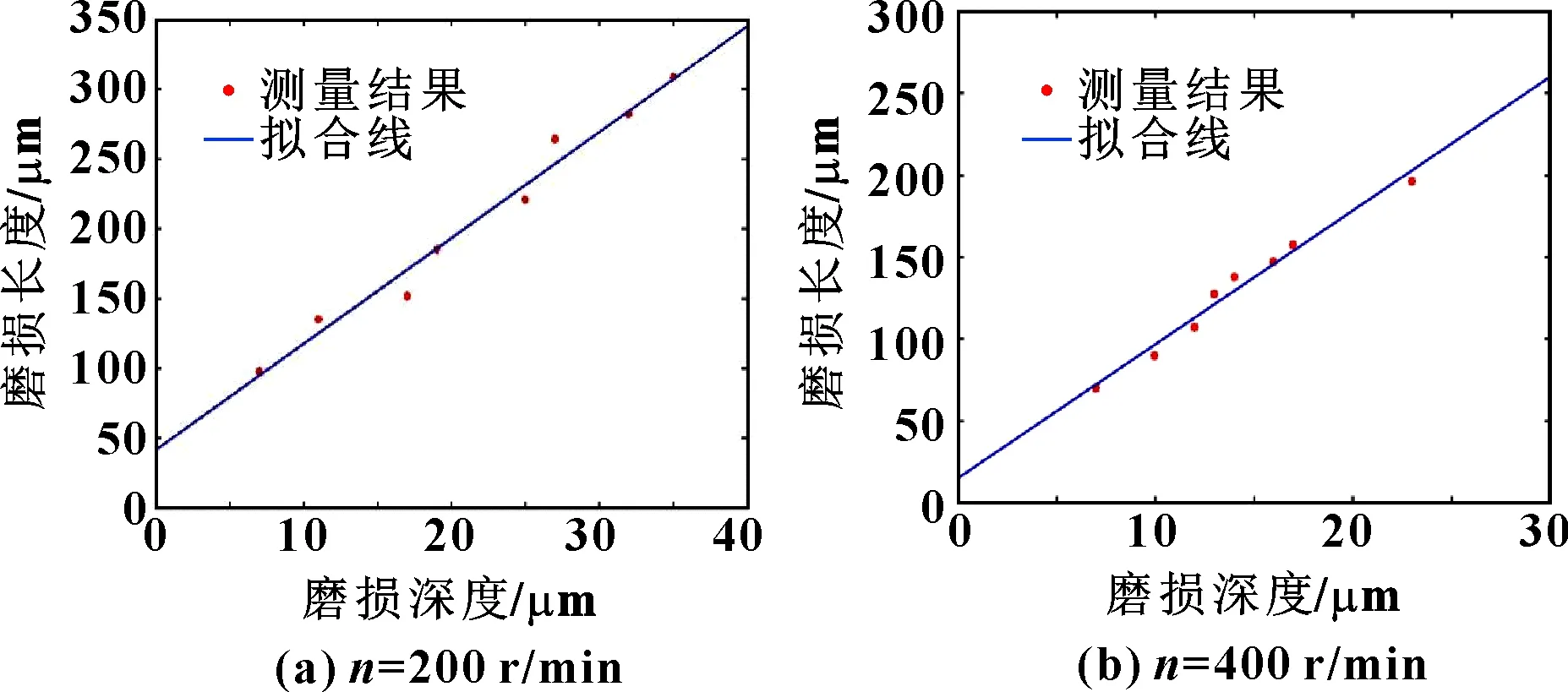
圖8 副溝槽深度與副溝槽長度之間的關(guān)系
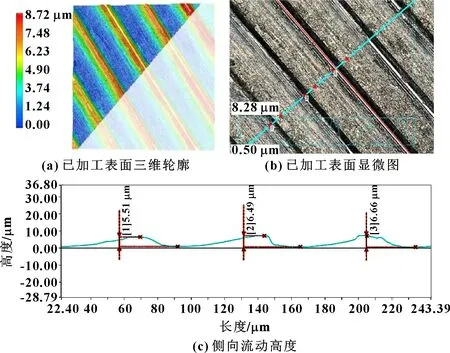
圖9 主軸轉(zhuǎn)速200 r/min時(shí)的側(cè)向流動(dòng)
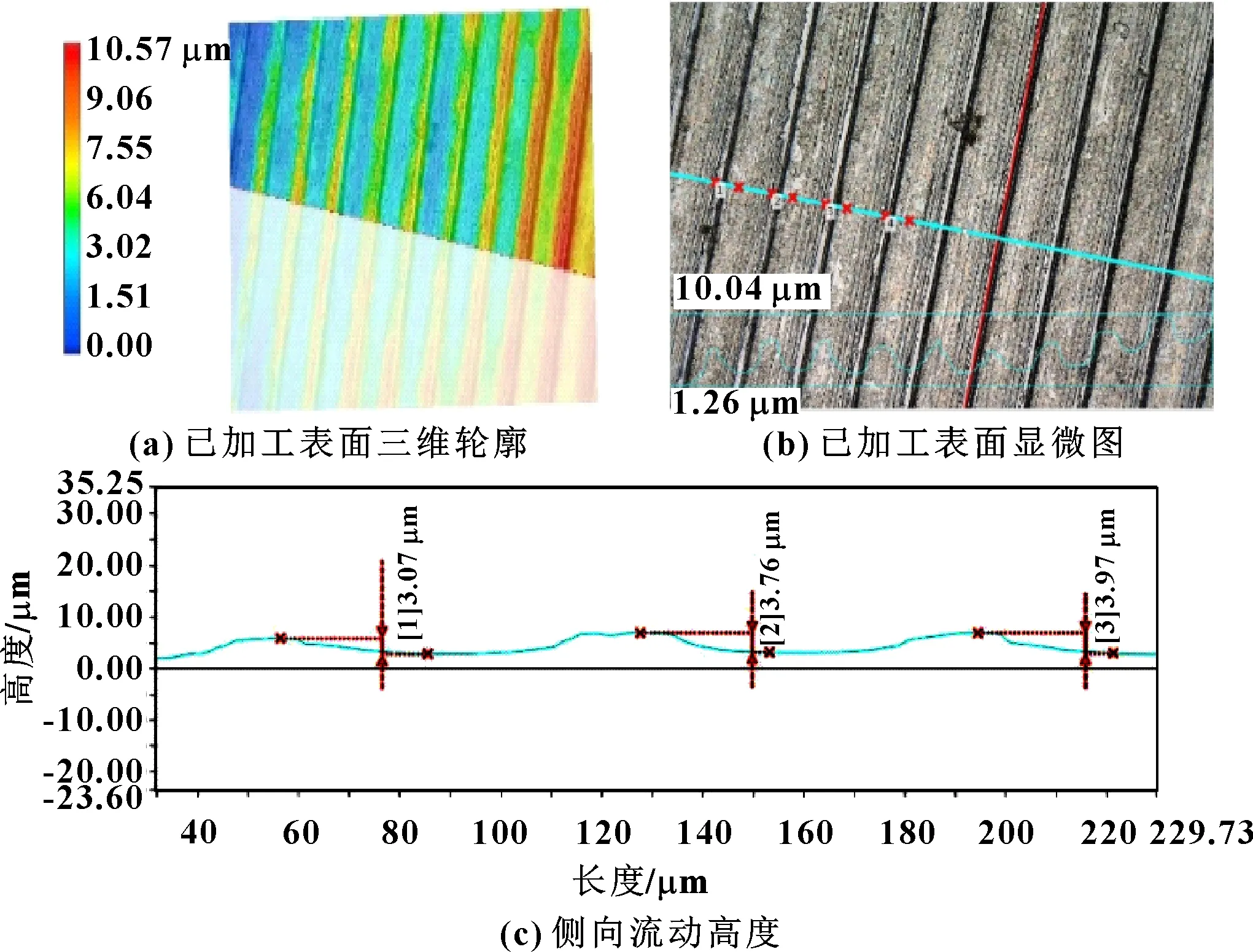
圖10 主軸轉(zhuǎn)速400 r/min時(shí)的側(cè)向流動(dòng)
2.3 后刀面磨損
由圖6可知在切削初期后刀面磨損率大,隨著切削過程的進(jìn)行,后刀面磨損緩慢。相比于溝槽磨損長度,后刀面磨損較小,故應(yīng)選用溝槽磨損長度評價(jià)硬質(zhì)合金切削純鐵材料時(shí)的刀具壽命。圖11中顯示了刀具鈍圓輪廓隨切削時(shí)間的變化。可知:后刀面不斷磨損會導(dǎo)致刀具鈍圓輪廓改變,從而導(dǎo)致圓弧向前刀面移動(dòng),金屬停滯區(qū)和切削層材料分離點(diǎn)也將改變;從后刀面流走的材料越多,后刀面與已加工表面摩擦越嚴(yán)重,故后刀面磨損越來越嚴(yán)重。
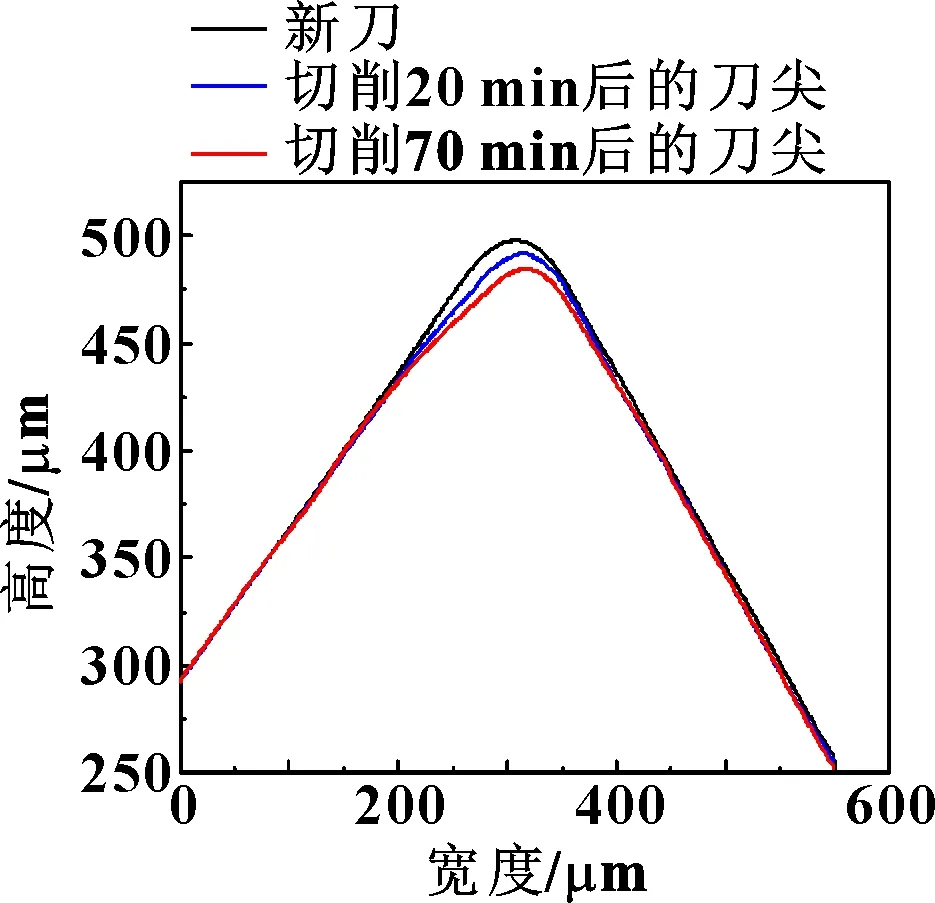
圖11 刀具鈍圓輪廓隨切削時(shí)間變化
2.4 刀具鈍圓輪廓
新刀具刃口鋒利、強(qiáng)度低,極易發(fā)生磨損。由圖11可知:刀尖隨切削時(shí)間增加而逐漸退化,切削20 min后的刀尖退化量與切削20~70 min間的刀尖退化量相差不多,這表明在切削初期刀尖磨損較大,而隨著切削過程進(jìn)行,刀尖緩慢發(fā)生磨損,并且刀尖圓弧向前刀面移動(dòng);后刀面和前刀面逐漸磨損,尤其是后刀面的磨損更加明顯,從而導(dǎo)致刀尖沿刀具軸向退化。從后刀面磨損規(guī)律可知:在初期時(shí),后刀面磨損率大,隨后磨損率變得平緩,同樣地,刀尖在初期磨損較大,之后刀尖緩慢退化,故刀尖退化與后刀面磨損變化規(guī)律相互對應(yīng)。
3 結(jié)論
(1)精密切削純鐵材料硬質(zhì)合金刀具的磨損特征有后刀面均勻磨損帶、主溝槽磨損、副溝槽磨損、刀尖磨損,溝槽磨損長度相比于后刀面磨損更大,決定了硬質(zhì)合金刀具的壽命。
(2)溝槽磨損深度與溝槽磨損長度基本呈線性正相關(guān),主軸轉(zhuǎn)速升高,主溝槽磨損深度與主溝槽磨損長度線性擬合直線的斜率和截距差不多,副溝槽磨損深度與副溝槽磨損長度的擬合直線斜率相差不大而截距差距較大,這可能是側(cè)向流動(dòng)加劇所致。
(3)在切削初期,后刀面磨損率較大,在切削10 min之后,刀具后刀面緩慢磨損。
(4)后刀面磨損導(dǎo)致刀尖圓弧向前刀面移動(dòng),刀尖隨切削時(shí)間增加而沿刀具軸向退化,刀尖退化與后刀面磨損變化規(guī)律相互對應(yīng)。
猜你喜歡
西北工業(yè)大學(xué)學(xué)報(bào)(2022年2期)2022-05-11 07:50:12
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
中國機(jī)械工程(2018年14期)2018-09-22 01:14:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21