汽車車門把手氣輔成型工藝CAE優(yōu)化研究
2022-09-07 08:27:38梁春蘭胡慧敏孫秀倩
精密成形工程 2022年9期
梁春蘭,胡慧敏,孫秀倩
汽車車門把手氣輔成型工藝CAE優(yōu)化研究
梁春蘭,胡慧敏,孫秀倩
(河北科技工程職業(yè)技術(shù)大學(xué),河北 邢臺 054000)
針對傳統(tǒng)汽車車門把手成型工藝在實際應(yīng)用中塑件收縮變形量大、無法有效控制等問題,開展汽車車門把手氣輔成型工藝優(yōu)化研究。通過確定基于計算機輔助工程的塑件成型方式、設(shè)置改造后汽車車門把手塑件結(jié)構(gòu)、優(yōu)化注塑和注氣參數(shù),提出一種針對汽車車門把手氣輔成型的工藝優(yōu)化方案。與優(yōu)化前成型工藝相比,采用優(yōu)化后成型工藝得到的汽車車門把手塑件的收縮變形量明顯降低,汽車車門把手塑件的收縮變形量均能夠控制在0.45%以下。引入計算機輔助工程優(yōu)化分析技術(shù)對實現(xiàn)汽車車門把手整體制件結(jié)構(gòu)設(shè)計具有更高的實際應(yīng)用價值,有利于提升汽車車門把手設(shè)計、生產(chǎn)和加工的效率。
汽車車門把手;氣輔成型工藝;塑件收縮變形;制件結(jié)構(gòu)
氣輔成型工藝是一種通過特殊方式將注塑成型工藝和結(jié)構(gòu)發(fā)泡成型工藝相結(jié)合的全新成型工藝。在實際應(yīng)用中,傳統(tǒng)注塑工藝存在無法實現(xiàn)制件整體結(jié)構(gòu)統(tǒng)一的問題,因此在制作過程中會產(chǎn)生較大的殘余應(yīng)力,最終因過分充氣而造成產(chǎn)品產(chǎn)生大量氣泡,嚴(yán)重影響產(chǎn)品質(zhì)量。同時,在應(yīng)用時還需要對產(chǎn)品進行噴涂處理,這將無法實現(xiàn)產(chǎn)品生產(chǎn)效率的提升。而氣輔成型技術(shù)能夠?qū)?種傳統(tǒng)注塑成型工藝的優(yōu)勢結(jié)合,并在確保產(chǎn)品質(zhì)量的前提下,盡可能地降低生產(chǎn)成本,為企業(yè)帶來更大的利益優(yōu)勢[1-2]。當(dāng)前,氣輔成型技術(shù)及其相關(guān)工藝的應(yīng)用前景十分廣闊,在汽車、家電、包裝等領(lǐng)域都受到了人們的高度歡迎。同時,塑料在實際應(yīng)用中具備一定的優(yōu)越性,故在汽車設(shè)計當(dāng)中也被廣泛應(yīng)用。汽車中應(yīng)用塑料材料的零部件眾多,包括把手、后視鏡、車座牌等[3-4]。當(dāng)前應(yīng)用氣輔成型技術(shù)生產(chǎn)汽車車門把手的過程存在塑件壁厚度大、收縮變形量大等問題。基于此,文中開展了汽車車門把手氣輔成型工藝優(yōu)化研究。
1 汽車車門把手氣輔成型工藝優(yōu)化設(shè)計
1.1 基于計算機輔助工程的塑件成型方式確定
基于汽車車門把手塑件的結(jié)構(gòu)特點,利用計算機輔助工程軟件對汽車車門把手成型過程進行模擬。初步選擇氣輔注射成型(GAIM)工藝作為汽車車門把手的塑件成型方式。該成型方式包含了4種不同方案,4種方案的實施操作流程和特點如表1所示。
表1 氣輔成型工藝4種方案對比表
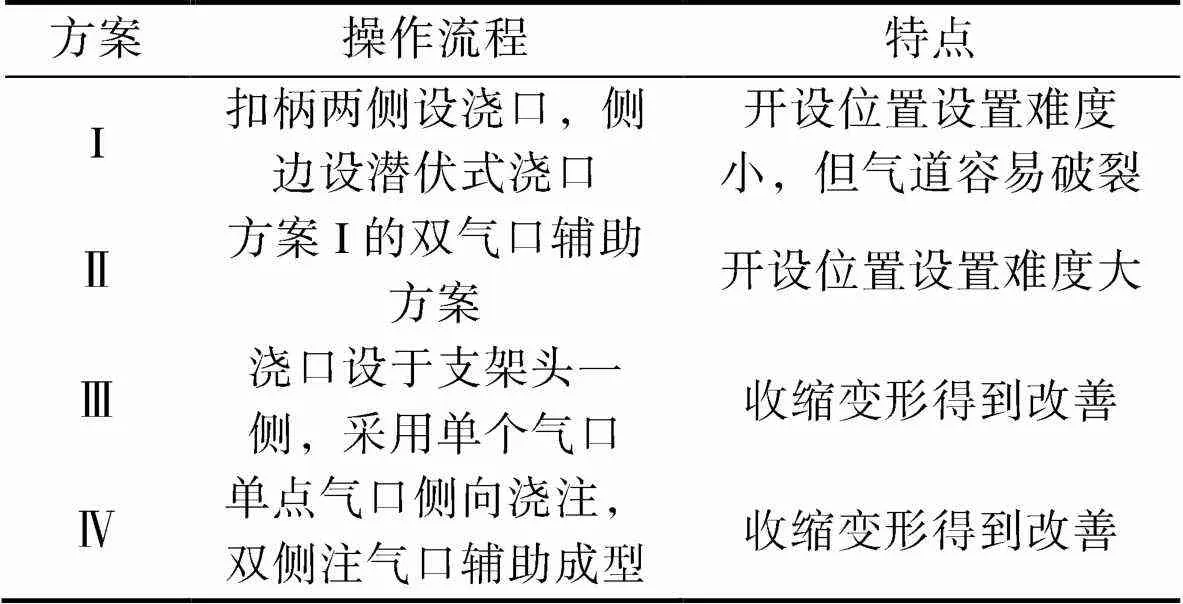
Tab.1 Comparison of four schemes of gas-assisted molding process
對比表1中的4種方案可知,采用方案Ⅲ和方案Ⅳ能夠達(dá)到更加理想的成型效果。為進一步探究方案Ⅲ和方案Ⅳ的實際應(yīng)用效果,引入計算機輔助工程(CAE)技術(shù),利用欠注法對方案Ⅲ和方案Ⅳ的體積收縮情況進行對比[5]。采用氣輔成型工藝后,2種方案下的汽車車門把手收縮率均出現(xiàn)了下降,但下降幅度基本維持在4.6%~5.25%范圍內(nèi)。通過數(shù)據(jù)可知,2種氣輔成型工藝方案(方案Ⅲ和方案Ⅳ)均能夠降低汽車車門把手在成型過程中的收縮變形量。相對于方案Ⅲ而言,方案Ⅳ引入了2個側(cè)向的輔助氣口,能夠在外觀結(jié)構(gòu)上進一步縮小收縮變形量,說明通過改變外觀正向區(qū)域范圍內(nèi)的填充方式,能夠在一定程度上實現(xiàn)對收縮變形量的控制。因此,綜合外觀正面結(jié)構(gòu)以及整體收縮率,方案Ⅳ的氣輔成型效果更優(yōu)。
1.2 滿射法CAE分析
利用滿射法通過計算機輔助工程(CAE)技術(shù)對方案Ⅳ的體積收縮情況進行分析,結(jié)果如圖1所示。可以看出,方案Ⅳ中塑件收縮率基本降到0.44%左右。此外,塑件整體填充時間減少到5.5 s左右,整體結(jié)構(gòu)的填充壓力降低到35.2 MPa。通過對方案Ⅳ的汽車車門把手進行氣輔成型模擬得出,熔體的流動性也在一定程度上得到了提高,這對把手結(jié)構(gòu)的充氣脹形以及充氣保壓都有更加積極的作用。綜合方案Ⅲ和方案Ⅳ的成型效果,文中選用方案Ⅳ的氣輔成型工藝,即單點氣口側(cè)向澆注、雙側(cè)注氣口輔助成型的方法作為汽車車門把手塑件成型方式[6-7]。
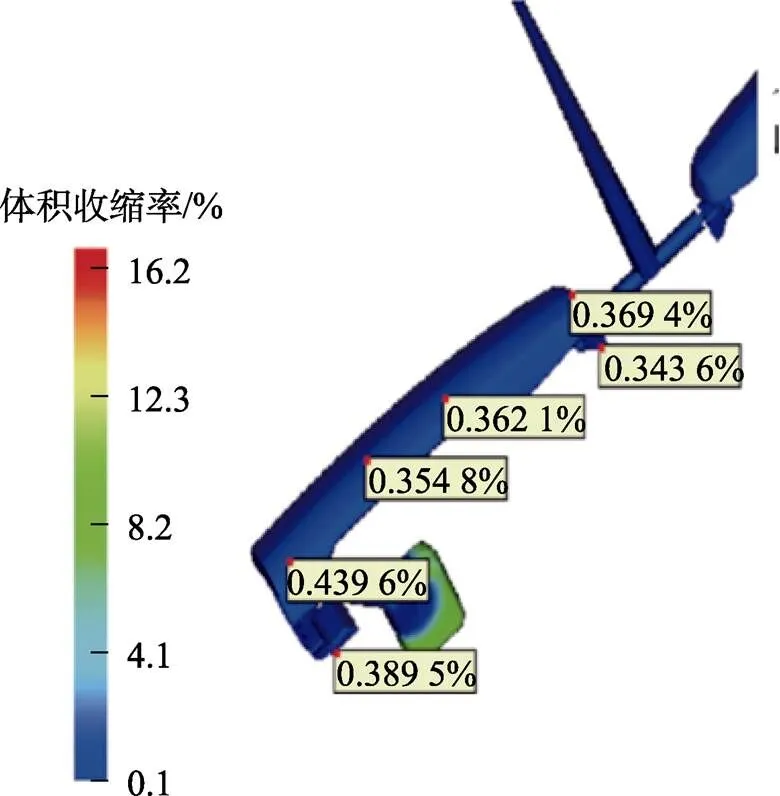
圖1 方案Ⅳ的體積收縮率分析結(jié)果
1.3 改造后汽車車門把手塑件結(jié)構(gòu)設(shè)置
汽車車門把手塑件的外形結(jié)構(gòu)類似于啞鈴形狀,在使用過程中,由于該塑件的一側(cè)直接暴露在汽車外部結(jié)構(gòu)表面,因此對汽車車門把手外觀正面以及內(nèi)側(cè)面的工藝要求更高,需要對其尺寸進行更加嚴(yán)格的控制。根據(jù)汽車車門把手的外觀正面結(jié)構(gòu)、支架頭結(jié)構(gòu)、扣柄結(jié)構(gòu)、后座基臺結(jié)構(gòu)以及內(nèi)側(cè)面結(jié)構(gòu)等,將把手的壁厚特征劃分為4個不同分區(qū)[8-9],4個不同分區(qū)壁厚的最厚上限分別為9.5、2.5、6.5、13.5 mm。將4個不同分區(qū)的壁厚設(shè)置為不同數(shù)值,構(gòu)成一個厚度不平均分配的結(jié)構(gòu),以充分滿足汽車車門把手的使用要求。汽車車門把手為汽車制件中使用相對頻繁的制件,因此對其強度要求更高,通過增加把手的壁厚可以在一定程度上提高其使用強度。汽車車門把手整體結(jié)構(gòu)的支架頭位置、把手位置和扣柄尾端位置的壁厚應(yīng)當(dāng)相對更厚,扣柄末端位置的壁厚應(yīng)當(dāng)相對較薄,因此壁厚不均勻是汽車車門把手的結(jié)構(gòu)特點之一[10]。汽車車門把手的材質(zhì)可選用熱塑型高分子材料作為汽車車門把手塑件的主要結(jié)構(gòu)材料。該類型材料在實際應(yīng)用中能夠表現(xiàn)出十分良好的耐磨性、韌性和強度,同時,在2個結(jié)構(gòu)之間通過引入熱塑型高分子材料可以在一定程度上降低其摩擦因數(shù)、減小對材料結(jié)構(gòu)的損壞。熱塑型高分子材料性能參數(shù)如下:導(dǎo)熱系數(shù)為0.19 W/(m·℃),比熱容為2 350 J/(kg·℃),熔體密度為0.945 2 kg/m3,推薦注塑溫度為260 ℃,推薦模具溫度為45 ℃,推薦頂出溫度為86 ℃,最大剪切率為12 500 s?1。
根據(jù)上述基于計算機輔助工程軟件得到的數(shù)據(jù)結(jié)果,在汽車車門把手塑件扣柄結(jié)構(gòu)的一端增加一個溢料槽,以確保達(dá)到更加理想的氣輔成型效果[11-14]。因此,在進行汽車車門把手塑件結(jié)構(gòu)設(shè)置時,應(yīng)當(dāng)將傳統(tǒng)塑件結(jié)構(gòu)修改為如圖2所示的結(jié)構(gòu)形狀。
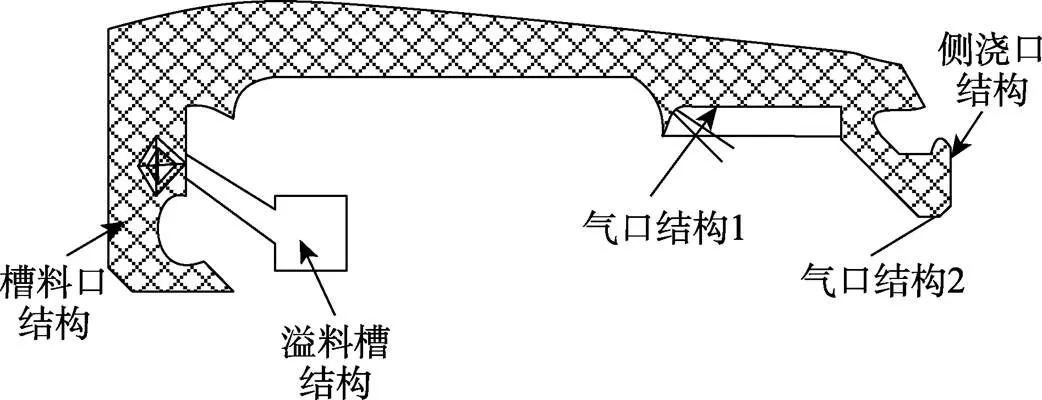
圖2 汽車車門把手氣輔成型塑件結(jié)構(gòu)示意圖
在實際應(yīng)用中,為了減小成型時的收縮變形量,可采用雙向澆注的方式實現(xiàn)對汽車車門把手基本結(jié)構(gòu)的澆注。其中一側(cè)通過潛伏式完成澆注,另一側(cè)采用側(cè)澆口方式完成澆注。
1.4 注塑和注氣參數(shù)優(yōu)化
為了確保最終汽車車門把手氣輔成型效果能夠滿足預(yù)期要求,還需要對注塑和注氣過程中的相關(guān)參數(shù)進行優(yōu)化設(shè)計,相關(guān)參數(shù)包括成型材料熔解時的溫度、全部熔解后的時間、氣體填充耗時、氣體填充體積等。為了得到上述多種注塑和注氣參數(shù)的最優(yōu)結(jié)果,將汽車車門把手進行因子間交互作用的正交分析,并對分析結(jié)果進行方差計算,從而更加直觀地分析各個工藝參數(shù)對汽車車門把手氣輔成型質(zhì)量的影響以及各個工藝參數(shù)之間的相互作用對成型質(zhì)量的影響,以實現(xiàn)對注塑和注氣參數(shù)組合的優(yōu)化[15]。將上述4個工藝參數(shù)作為因素,并根據(jù)現(xiàn)有汽車車門把手成型推薦配置條件對參數(shù)水平進行設(shè)定。選擇氣輔成型工藝實施過程中的氣體穿透體積、進氣口端壁厚和中間區(qū)域壁厚作為評價指標(biāo),以綜合反映汽車車門把手氣輔成型質(zhì)量。其中,氣體穿透體積的計算公式如式(1)所示。
式中:為氣輔成型工藝實施過程中的氣體穿透體積;¢為氣體穿透時形成的氣道體積;0為汽車車門把手制件整體體積。通過氣體穿透體積的變化情況可以判斷氣道參數(shù)大小設(shè)置是否合適,通過進氣口端的壁厚以及中間區(qū)域壁厚的變化情況可以判斷工藝強度是否符合要求。完成上述分析后,利用方差大小分析不同因素對成型質(zhì)量的影響程度以及各個因素之間的相互作用對成型質(zhì)量的影響程度,并選擇出對成型質(zhì)量影響最大的因素。通過統(tǒng)計分析得出上述4個工藝參數(shù)的方差結(jié)果,方差數(shù)值越大,說明該參數(shù)對汽車車門把手氣輔成型質(zhì)量的影響越大,反之同理[16-18]。通過對各個參數(shù)的方差結(jié)果進行統(tǒng)計和比較,確定了最優(yōu)注塑和注氣參數(shù),實現(xiàn)了對汽車車門把手氣輔成型工藝的優(yōu)化。
2 實驗論證分析
2.1 實驗準(zhǔn)備
上述論述從理論方面實現(xiàn)了對汽車車門把手氣輔成型工藝的優(yōu)化,為確保文中提出的優(yōu)化方案能夠在實際應(yīng)用中解決汽車車門把手塑件壁厚度大和收縮變形大等成型問題,文中選擇利用改進前后的2種汽車車門把手氣輔成型工藝對同一型號汽車車門把手進行設(shè)計和生產(chǎn)。在實驗過程中,對影響汽車車門把手成型質(zhì)量的相關(guān)工藝參數(shù)進行設(shè)定,在其變化最高值和最低值之間引入中間值,設(shè)置5個不同成型條件,如表2所示。其中熔體溫度選擇210~240 ℃,過高和過低的熔體溫度均不適合實際生產(chǎn),熔體注射時間選擇6.5~12.5 s,氣體注射延遲時間選擇1.5~4.5 s,氣體注射壓力選擇10~16 MPa。
表2 5種汽車車門把手成型條件參數(shù)設(shè)置
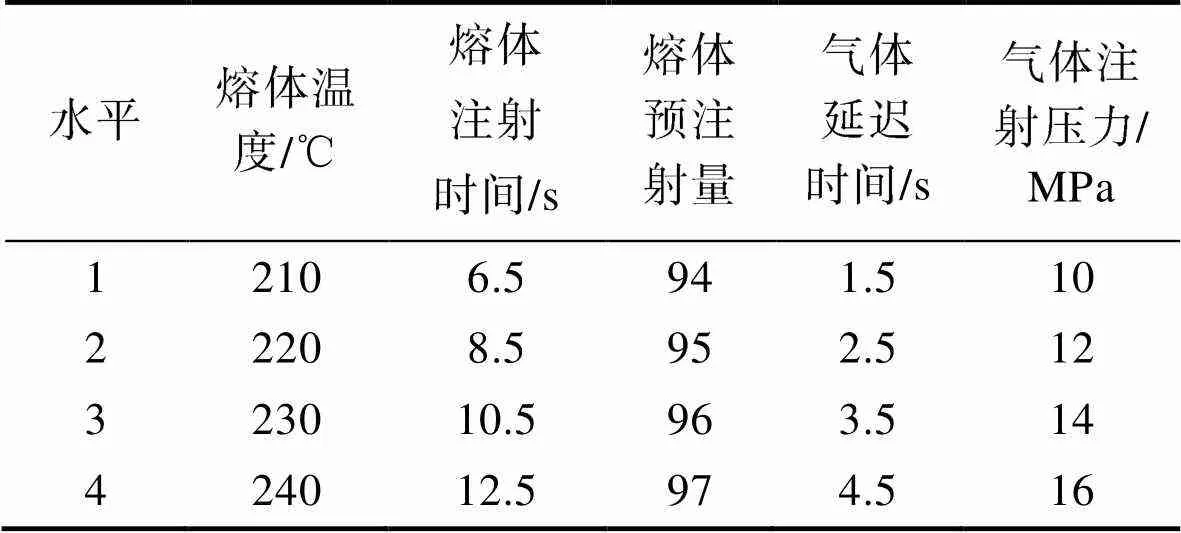
Tab.2 Parameter setting for forming conditions of five automobile door handles
根據(jù)表2中5種不同的成型條件水平,分別利用優(yōu)化前和優(yōu)化后2種成型工藝完成對汽車車門把手的制作成型。設(shè)置優(yōu)化前的汽車車門把手氣輔成型工藝為對照組,優(yōu)化后汽車車門把手氣輔成型工藝為實驗組。為了方便對實驗組和對照組的工藝成型質(zhì)量進行比較,文中選擇將制件收縮變形量作為評價指標(biāo),以實現(xiàn)對2種成型工藝成型質(zhì)量和效果的量化評價。收縮變形量的計算公式如式(2)所示。
式中:為汽車車門把手制件的收縮變形量;為汽車車門把手設(shè)計圖紙中制件結(jié)構(gòu)體積標(biāo)準(zhǔn);為實驗組和對照組的汽車車門把手制件實際結(jié)構(gòu)體積大小。根據(jù)式(2)分別得出實驗組和對照組在5種不同水平條件下的制件收縮變形量,并將其相關(guān)實驗數(shù)據(jù)進行記錄,完成實驗。
表3 五因素四水平正交試驗結(jié)果
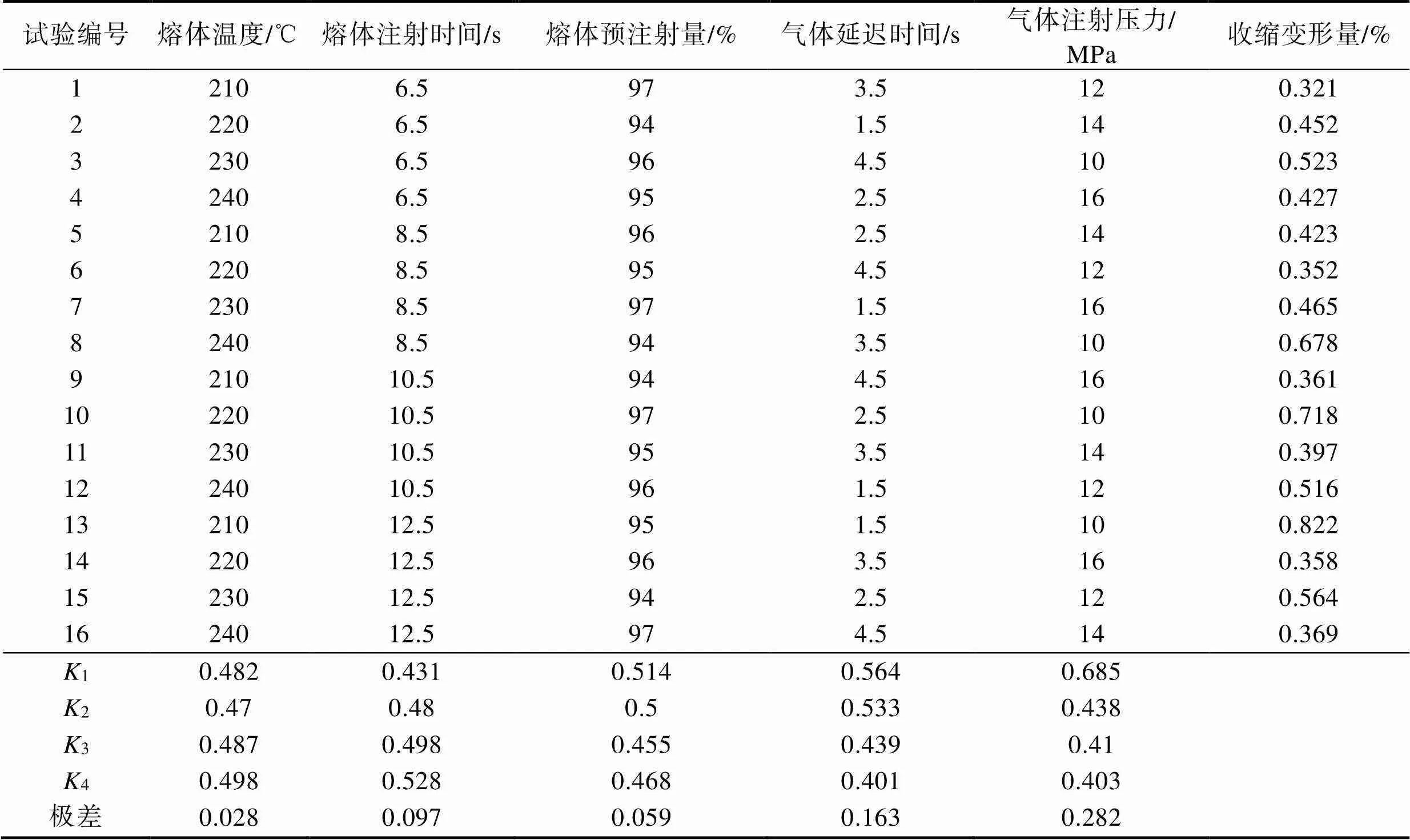
Tab.3 Results of five-factor four-level orthogonal test
各因素按對收縮變形量的影響程度由大到小的順序依次為氣體注射壓力>氣體延遲時間>熔體注射時間>熔體預(yù)注射量>熔體溫度。根據(jù)表3結(jié)果,獲得最優(yōu)的工藝組合如下:熔體溫度為220 ℃,熔體注射時間為6.5 s,熔體預(yù)注射量為96%,氣體延遲時間為4.5 s,氣體注射壓力為16 MPa。
2.2 結(jié)果與分析
得到實驗組和對照組制件收縮變形量結(jié)果分別為0.432%和18.82%。可以看出,實驗組滿足汽車車門把手成型質(zhì)量要求的收縮變形量小于0.5%的標(biāo)準(zhǔn),而對照組收縮變形量超過了15.0%,嚴(yán)重不符合汽車車門把手成型質(zhì)量要求。同時,在實驗過程中發(fā)現(xiàn),由于汽車車門把手結(jié)構(gòu)的特殊性,主梁結(jié)構(gòu)壁厚遠(yuǎn)遠(yuǎn)大于其他位置的壁厚[19-20],采用未優(yōu)化前的汽車車門把手氣輔成型工藝會出現(xiàn)嚴(yán)重的縮痕現(xiàn)象,并且會引發(fā)手柄制件出現(xiàn)明顯翹曲,嚴(yán)重影響汽車車門把手生產(chǎn)質(zhì)量。因此,采用文中提出的優(yōu)化方案改進的汽車車門把手氣輔成型工藝在實際應(yīng)用中能夠有效降低制件的收縮變形量,滿足汽車車門把手生產(chǎn)后使用的成型質(zhì)量要求。同時,上述論述也進一步證明,在氣輔成型工藝中引入計算機輔助工程實現(xiàn)對工藝參數(shù)的模擬,對改善工藝條件和提高實際生產(chǎn)質(zhì)量具有十分重要的指導(dǎo)意義。
3 結(jié)語
在結(jié)合計算機輔助工程(CAE)技術(shù)分析的基礎(chǔ)上,考慮各個工藝參數(shù)對汽車車門把手氣輔成型質(zhì)量的影響,并從多個方面實現(xiàn)對汽車車門把手成型工藝的優(yōu)化。通過實驗的方法進一步證明,優(yōu)化后的汽車車門把手成型工藝能夠有效降低制件的收縮變形量,提高汽車車門把手的整體加工和生產(chǎn)質(zhì)量。但由于研究能力有限,在對注塑和注氣參數(shù)進行優(yōu)化時,受到了因素水平數(shù)的限制,因此無法實現(xiàn)對各個參數(shù)組合進行全面分析。當(dāng)前氣輔成型技術(shù)在實際產(chǎn)品生產(chǎn)和加工中的應(yīng)用較少,并且存在氣輔成型技術(shù)落后于當(dāng)前實際生產(chǎn)技術(shù)的問題。因此,在后續(xù)的研究中還需要不斷結(jié)合實際生產(chǎn),開發(fā)并完善適合實際工況的汽車車門把手成型工藝。
[1] 趙戰(zhàn)鋒. 基于Moldflow的新能源汽車換擋手柄氣輔成型工藝優(yōu)化[J]. 塑料, 2020, 49(4): 78-82.
ZHAO Zhan-feng. Gas-Assisted Forming Process Optimization of New Energy Automobile Handle Based on Moldflow[J]. Plastics, 2020, 49(4): 78-82.
[2] 陳妍. 注塑成型工藝參數(shù)的優(yōu)化研究進展[J]. 合成樹脂及塑料, 2020, 37(3): 90-93.
CHEN Yan. Research Progress on Optimization of Injection Molding Process Parameters[J]. China Synthetic Resin and Plastics, 2020, 7(3): 90-93.
[3] ZHAO Peng, DONG Zheng-yang, ZHANG Jian-feng, et al. Optimization of Injection-Molding Process Parameters for Weight Control: Converting Optimization Problem to Classification Problem[J]. Advances in Polymer Technology, 2020(3): 1-9.
[4] 黃繼戰(zhàn), 陳煒, 仇文寧, 等. 汽車音響面板熱流道注射成型工藝優(yōu)化研究[J]. 塑料工業(yè), 2019, 47(10): 88-92.
HUANG Ji-zhan, CHEN Wei, QIU Wen-ning, et al. Research on Optimization of Hot Runner Injection Molding Process for Car Audio Panel[J]. China Plastics Industry, 2019, 47(10): 88-92.
[5] 趙戰(zhàn)鋒. 基于氣輔注射成型工藝CAE優(yōu)化的汽車手柄模具設(shè)計[J]. 中國塑料, 2020, 34(3): 78-84.
ZHAO Zhan-feng. Mold Design of Automobile Handle Based on GAIM CAE Optimization[J]. China Plastics, 2020, 34(3): 78-84.
[6] 張偉, 柳和生, 余忠, 等. 水輔助注射成型制品質(zhì)量的缺陷及工藝優(yōu)化研究概述[J]. 中國塑料, 2018, 32(4): 12-17.
ZHANG Wei, LIU He-sheng, YU Zhong, et al. Overview of Research on Quality Defects and Process Optimization of Water-Assisted Injection Molding[J]. China Plastics, 2018, 32(4): 12-17.
[7] 周磊, 張凌霄, 危學(xué)兵, 等. 汽車IMD內(nèi)飾面板成型工藝優(yōu)化研究[J]. 塑料科技, 2019, 47(9): 88-93.
ZHOU Lei, ZHANG Ling-xiao, WEI Xue-bing, et al Research on the Optimization of Molding Process for Automobile IMD Interior Panel[J]. Plastics Science and Technology, 2019, 47(9): 88-93.
[8] 王漢敏, 吳磊, 張帥. 基于DOE的汽車起重機結(jié)構(gòu)件噴涂工藝優(yōu)化研究[J]. 中國戰(zhàn)略新興產(chǎn)業(yè), 2019(40): 42-43.
WANG Han-min, WU Lei, ZHANG Shuai. Research on Optimization of Spraying Process for Automobile Crane Structural Parts Based on DOE[J]. China Strategic Emerging Industry, 2019(40): 42-43.
[9] 劉志峰, 秦利民, 黃海鴻, 等. 沖壓工藝低碳成形優(yōu)化方法研究[J]. 合肥工業(yè)大學(xué)學(xué)報, 2019, 42(1): 1-6.
LIU Zhi-feng, QIN Li-min, HUANG Hai-hong, et al. Research on Low Carbon Forming Optimization Method for Stamping Process[J]. Journal of Hefei University of Technology, 2019, 42(1): 1-6.
[10] 胥剛, 朱雙華, 程泊靜, 等. 變胞汽車焊接機器人動態(tài)焊接工藝參數(shù)的設(shè)計與優(yōu)化研究[J]. 內(nèi)燃機與配件, 2019(9): 119-124.
XU Gang, ZHU Shuang-hua, CHENG Bo-jing, et al. Research on Design and Optimization of Dynamic Welding Process Parameters of Metamorphic Automobile Welding Robot[J]. Internal Combustion Engine & Parts, 2019(9): 119-124.
[11] WANG You-min, ZHU Zhao-zhe, TANG Ling-feng, et al. Research on the Molding Design and Optimization of the Molding Process Parameters of the Automobile Trunk Trim Panel[J]. Advances in Materials Science and Engineering, 2020(14): 1-19.
[12] TIAN Kun-peng, ZHANG Bin, HUANG Ji-cheng, et al. Experimental Research on Optimization of Compression Molding Process Parameters of Pineapple Rind Residue[J]. International Journal of Agricultural and Biological Engineering, 2021, 14(3): 221-227.
[13] 任清海, 王艷波, 耿鐵. 氣輔成型過程中塑料熔體工藝參數(shù)的影響[J]. 塑料, 2022, 51(2): 118-122.
REN Qing-hai, WANG Yan-bo, GENG Tie. Influence of Polymer Parameters in Gas-Assisted Injection Molding[J]. Plastics, 2022, 51(2): 118-122.
[14] OLLEY P. An Approximation to the PTT Viscoelastic Model for Gas Assisted Injection Moulding Simulation[J]. Journal of Non-Newtonian Fluid Mechanics, 2020, 278(2): 1-10.
[15] GIANG N T, MINH P S, SON T A, et al. Study on External Gas-Assisted Mold Temperature Control with the Assistance of a Flow Focusing Device in the Injection Molding Process[J]. Materials, 2021, 14(4): 965.
[16] YANG Jian-gen, YU Sheng-rui, YU-Ming. Study of Residual Wall Thickness and Multiobjective Optimization for Process Parameters of Water-Assisted Injection Molding[J]. Advances in Polymer Technology, 2020, 2020: 1-11.
[17] 馮建軍, 梁宏斌, 于陽. FDM快速成型工藝參數(shù)的分析與優(yōu)化研究[J]. 機械科學(xué)與技術(shù), 2019, 38(5): 742-748.
FENG Jian-jun, LIANG Hong-bin, YU Yang. Analysis and Optimization of Process Parameters of FDM Rapid Prototyping[J]. Mechanical Science and Technology for Aerospace Engineering, 2019, 38(5): 742-748.
[18] 任清海, 耿鐵. 正交試驗優(yōu)選氣輔成型工藝參數(shù)[J].合成樹脂及塑料, 2022, 39(1): 54-59.
REN Qing-hai, GENG Tie. Optimization of Gas-Assisted Injection Molding Process Parameters Based on Orthogonal Test[J]. China Synthetic Resin and Plastics, 2022, 39(1): 54-59.
[19] 張斌, 唐春華. U形提手氣輔注射成型分析與優(yōu)化[J]. 模具技術(shù), 2021, 5(1): 20-25.
ZHANG Bin, TANG Chun-hua. Analysis and Optimization of Gas Assisted Injection Moulding for U-Shaped Handle[J]. Die and Mould Technology, 2021, 5(1): 20-25.
[20] 楊亙, 朱慕潔, 暢國幃, 等. 后視鏡一體式外殼注射模設(shè)計[J]. 模具工業(yè), 2020, 46(10): 41-44.
YANG Gen, ZHU Mu-jie, CHANG Guo-wei, et al. Design of Injection Mould for Integrated Shell of Rearview Mirror[J]. Die & Mould Industry, 2020, 46(10): 41-44.
CAE Optimization of Gas-assisted Forming Process for Automobile Door Handle
LIANG Chun-lan, HU Hui-min, SUN Xiu-qian
(Hebei Vocational University of Technology and Engineering, Hebei Xingtai 054000, China)
The work aims to research gas-assisted molding process optimization of automobile door handles to solve problems such as large shrinkage deformation of plastic parts in the actual application of the traditional automobile door handle molding process, which cannot be effectively controlled.Through the determination of the plastic part molding method based on computer-aided engineering, the parting setting of the plastic part of the automobile door handle after the transformation, the optimization of injection molding and gas injection parameters, a process optimization plan for the gas-assisted molding of the automobile door handle was proposed.Compared with the former molding process, the optimized molding process significantly reduced the shrinkage deformation of the plastic parts of the automobile door handle. The shrinkage deformation of the plastic parts of the automobile door handle can be controlled below 0.45%.The introduction of computer-aided engineering optimization analysis technology has higher practical application value for the design of the overall structure of the automobile door handle, and is beneficial to the efficiency improvement of the design, production and processing of the automobile door handle.
automobile door handle; gas-assisted molding process; plastic parts shrinkage and deformation; parts structure
10.3969/j.issn.1674-6457.2022.09.018
TQ320.66
A
1674-6457(2022)09-0131-05
2022–07–27
梁春蘭(1970—),女,碩士,高級實驗師,主要研究方向為新能源汽車零部件設(shè)計及仿真。
責(zé)任編輯:蔣紅晨
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
決策探索(2014年21期)2014-11-25 12:29:50