掃描速度對激光選區熔化成形304L不銹鋼板材高溫持久性能的影響
2022-09-07 08:27:28李艷麗魏繼業馬亞鑫陳誠門正興
精密成形工程 2022年9期
關鍵詞:不銹鋼
李艷麗,魏繼業,馬亞鑫,陳誠,門正興,4
掃描速度對激光選區熔化成形304L不銹鋼板材高溫持久性能的影響
李艷麗1,魏繼業1,馬亞鑫2,3,陳誠2,門正興2,4
(1.四川工程職業技術學院 四川省航空材料檢測與模鍛工藝技術工程實驗室,四川 德陽 618000;2.成都航空職業技術學院,成都 610100;3.鋼鐵研究總院,北京 100081;4.大型鑄鍛件數值模擬國家工程實驗室,成都 610021)
以激光選區熔化(SLM)成形304L不銹鋼為對象,研究激光掃描速度對其組織及性能的影響,為優化304L不銹鋼成形參數提供試驗依據。采用單因素試驗研究了掃描速度對304L不銹鋼微觀組織、孔隙率、相對致密度、硬度、持久壽命等性能的影響,得到了304L不銹鋼SLM成形相對最佳工藝參數。當激光功率為300 W、掃描間距為0.1 mm、層厚為0.03 mm時,SLM成形304L不銹鋼的最優掃描速度為1 000 mm/s,在此參數下試樣持久時間為62.5 h,相對密度為99.5%,室溫洛氏硬度為91.3HRB,700 ℃下維氏硬度為126.2HV。在最優成形條件下,顯微胞狀結構組織均勻致密且氣孔較少,熔池邊界細小晶粒取向基本隨機,熔池內偏大的柱狀晶取向沿著<001>方向有一定的擇優性,具有弱織構特征;相主要由奧氏體組成,持久斷口呈灰黑色,無明顯的頸縮現象,斷口呈現鋸齒狀起伏滑移,并伴有明顯的撕裂特征,斷口為韌性撕裂斷口。
激光選區熔化;304L不銹鋼;微觀組織;高溫持久性能
增材制造(additive manufacturing,AM)被認為是一種革命性的制造技術,與傳統減材工藝相比,它具有從概念到市場交付速度快、能生產具有高幾何復雜形狀物體的優勢[1-5]。在當前的AM工藝中,基于激光的增材制造(LAM)技術是一種快速發展的AM技術,可用于制造復雜形狀的金屬部件、修復損壞的部件,在航空、汽車、電子和生物醫學等行業有著廣泛應用。與傳統的制造方法相比,LAM的特性包括粉末原料與激光束相互作用、快速/高冷卻速度、層的逐步堆積和多次熱循環等,所成形的試件具備獨特的顯微組織和力學性能[6-8]。
316L不銹鋼具有綜合力學性能良好、耐腐蝕和可加工性高等優點,是LAM最常用的奧氏體不銹鋼[9]。與316L相比,基于選擇性激光熔化制造304L的研究相對較少,尤其是關于高溫持久性能方面的研究。Kriewall等[10]通過對304L不銹鋼進行工藝優化,在相對密度為97.3%的情況下,得到了具備良好延展性和強度的304L不銹鋼。Amine等[11]研究了選區激光熔化(SLM)工藝制備的304L不銹鋼的高溫組織穩定性和高溫性能,發現經過25 h、400 ℃的老化過程,其微觀結構發生了顯著變化,表明所構建的增材制造合金對400 ℃熱處理條件具有更快的動力學響應。李瑩等[12]使用納米壓痕技術測量了SLM打印態、SLM熱處理態以及傳統軋制態3種304L奧氏體不銹鋼的硬度,并結合材料微觀結構表征手段發展了一種通過硬度快速評價材料屈服強度的方法,發現位錯強化、細晶強化以及彌散強化是影響激光選區熔化成形304L不銹鋼硬度的3種主要因素。陳偉等[13]研究了熱處理工藝對SLM成形304L微觀組織及力學性能的影響,結果表明,析出的納米級胞狀亞晶結構是304L具有優異性能的主要原因。季業益等[14]研究了304L不銹鋼粉末選擇性激光燒結成形時的交互作用,對燒結試樣進行了金相觀察、硬度與拉伸試驗,結果表明,與螺旋型路徑掃描相比,S型路徑掃描下的燒結試樣抗拉強度更高。激光功率、激光掃描速度和掃描模式等激光成形工藝參數在LAM制備過程中起著關鍵作用,針對特定產品需要對粉末性能及成形參數進行控制和優化,并建立起材料–組織–工藝–性能一體化的調控理論及方法[15-17]。
為獲得穩定、高性能的304L不銹鋼激光選區熔化成形零件,需要具體研究工藝參數對成形試樣組織和性能的影響。文中采用單因素方法研究了掃描速度對成形件高溫持久性能的影響,發現當激光功率為300 W、掃描間距為0.1 mm、層厚為0.03 mm時,304L不銹鋼在700 ℃下的持久性能相對最佳,并對該參數下的試樣進行了組織及力學性能表征,以期為304L不銹鋼高質量成形提供參考。
1 試驗
試驗采用瑞士Georg Fischer公司生產的SLM成形設備,型號為DMP Flex350,成形參數設計如下:激光功率為300 W,掃描間距為0.1 mm,層厚為0.03 mm,掃描速度為600、700、800、900、1 000、1 100、1 200 mm/s。材料選擇由真空氣霧法制備的304L不銹鋼粉末(其化學成分見表1),粉體粒度為20~75 μm,霍爾流速為18 s/50 g,松裝密度為4.10 g/cm3。粉末形貌和粒度分布如圖1所示,可以觀察到粉末形態主要為球形,球體表面光滑。設備抽真空后注入高純氬氣以保證成形過程中氧含量控制在10×10?6以下,先打印制備122 mmí26 mmí 2.2 mm片狀毛坯,隨后依據GB/T 2039《金屬拉伸蠕變及持久試驗方法》,將試樣加工成相應尺寸,如圖2所示。
依據GB/T 2039《金屬拉伸蠕變及持久試驗方法》、采用仟邦QBR–100J疲勞試驗機進行高溫持久試驗,試驗溫度為700 ℃,試驗應力為120 MPa。從測試完持久性能后的304L試樣上截取部分材料用作金相分析,采用王水溶液進行腐蝕,利用GX51金相顯微鏡進行微觀組織觀察,利用MH–600A直讀式固體密度計進行密度測量,利用HR–150A洛氏硬度計進行硬度測試,利用ZD–HVZHT–30高溫維氏硬度測試系統進行高溫硬度測試,載荷為1 000 g,升溫速率為4 ℃/s,保溫時間為10 min,保載10 s,利用HITACHISU3500掃描電子電鏡進行微觀組織觀察、斷口分析等,利用牛津EBSD測試系統,對電解拋光后的試樣進行取向觀察,選取步長為0.5 μm。
表1 304L粉末化學成分

Tab.1 Chemical composition of 304L powder wt.%
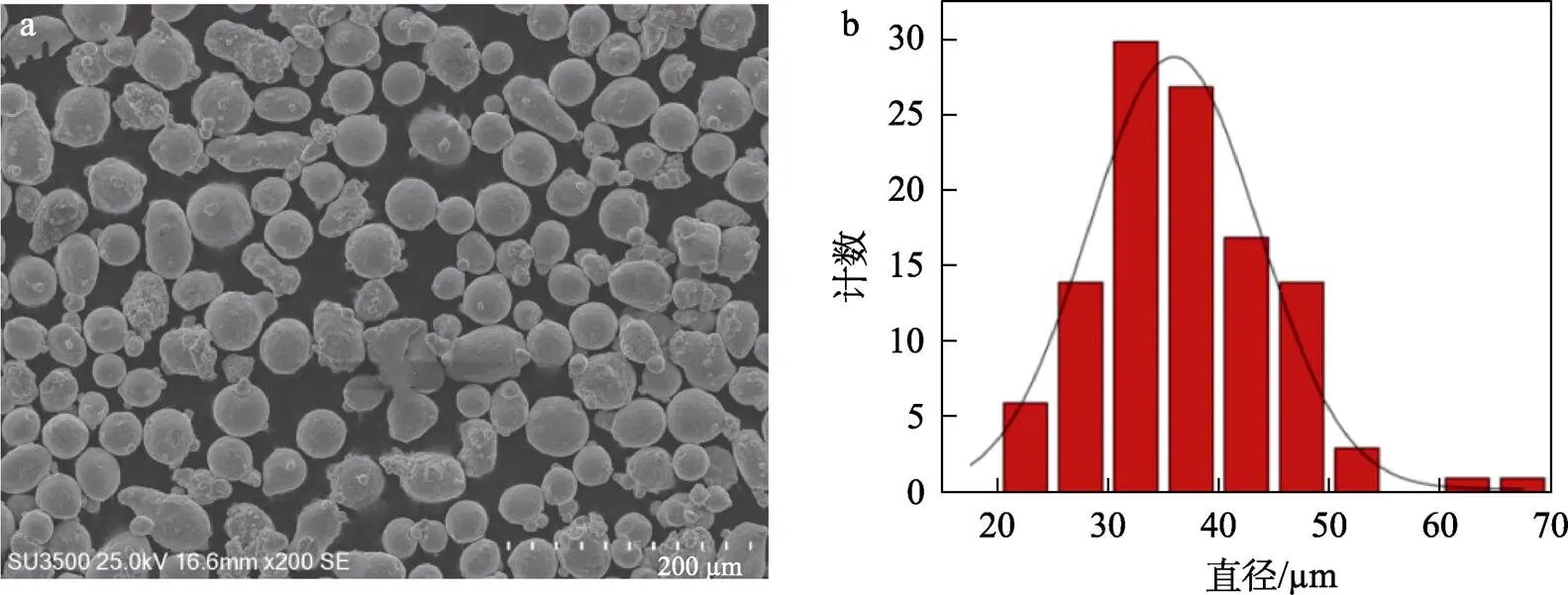
圖1 304L粉末的SEM圖像(a)及粒度分布(b)
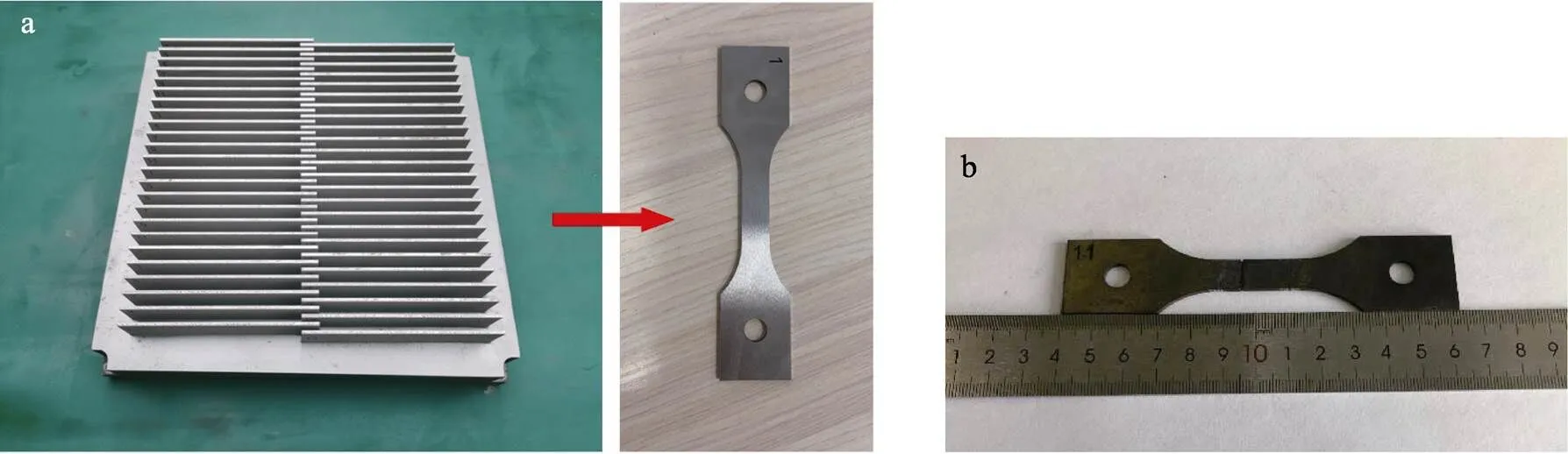
圖2 持久試樣的制備過程(a)及得到的斷后持久試樣(b)
2 結果與分析
2.1 持久壽命分析
在700 ℃、120 MPa條件下,當激光功率為300 W、掃描間距為0.1 mm、層厚為0.03 mm時,不同掃描速度對激光選區熔化304L不銹鋼板材高溫持久性能的影響如圖3所示。可知,隨著掃描速度的增加,持久時間整體呈現先增大后減小的趨勢,具體而言,持久時間首先在30 h附近波動,即當掃描速度為600、700、800 mm/s,持久時間分別為30、28、29 h。隨著掃描速度繼續增加,持久時間急劇增大,在掃描速度為1 000 mm/s左右時達到峰值(62.5 h),最后減小至45 h(1 200 mm/s)。總體而言,激光選區熔化304L不銹鋼板材在700 ℃、120 MPa應力條件下的高溫持久時間均大于25 h,滿足常規304L不銹鋼在800 ℃以下的高溫持久性能要求[18]。另外,由圖3可知,隨著掃描速度的變化,持久時間差異較大,這可能與不同掃描速度下試樣的致密度,孔隙率,微觀組織類型、形態、大小及取向等有關[19-20]。
為定量描述304L不銹鋼激光選區成形熔化成形過程中高溫持久時間(h)與掃描速度(mm/s)的變化規律,采用最小二乘法對數據進行非線性擬合,如式(1)所示。方程擬合度為0.972 2,表明模型能夠較好地反映激光掃描速度與高溫持久性能之間的變量關系。
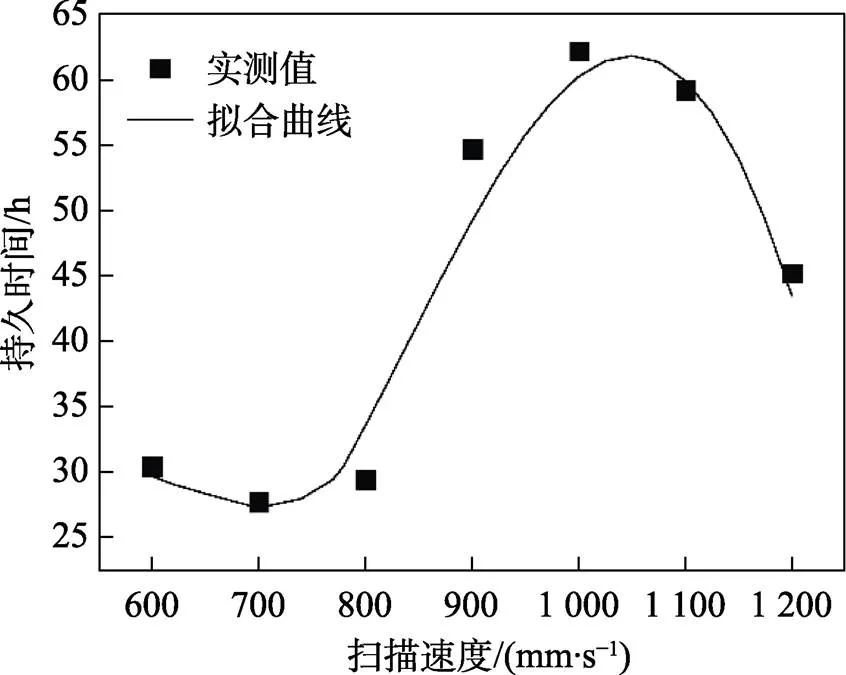
圖3 不同掃描速度對SLM成形304L不銹鋼高溫持久性能的變化
=–1.971×10?32+6.802–2 797ln+1.455×104(1)
2.2 相對密度
當激光功率為300 W、掃描間距為0.1 mm、層厚為0.03 mm時,SLM成形得到的相對密度(實際測量密度/理論密度×100%)隨掃描速度的變化結果如圖4所示。可知,當激光功率為300 W、掃描間距為0.1 mm、層厚為0.03 mm時,不同掃描速度下材料最大相對密度為99.5%,最小相對密度為97.6%。具體而言,相對密度隨著掃描速度的增大先升高后降低,這一趨勢與持久時間的趨勢基本一致。當激光功率為300 W、掃描速度為1 000 mm/s、掃描間距為0.1 mm、層厚為0.03 mm時,相對密度較高。不同掃描速度下相對密度差異較大,這是由于掃描速度不同會導致激光在掃描區域的停留時間不同,從而影響試樣中孔隙的形態和分布。為了研究相對密度差異化的原因,分別選取掃描速度為700、1 000、1 200 mm/s時的3個試樣,觀察試樣中孔隙形態和分布情況,孔隙分布如圖5所示。可知,當掃描速度較低時,孔隙率較高,隨著掃描速度的增加,孔隙率降低。當掃描速度為700 mm/s時,孔隙較多且大小不一;當掃描速度為1 000 mm/s時,試樣表面分布有零星大孔隙,其間分布較多小孔隙;當掃描速度為1 200 mm/s時,試樣致密,只存在少量小孔隙。
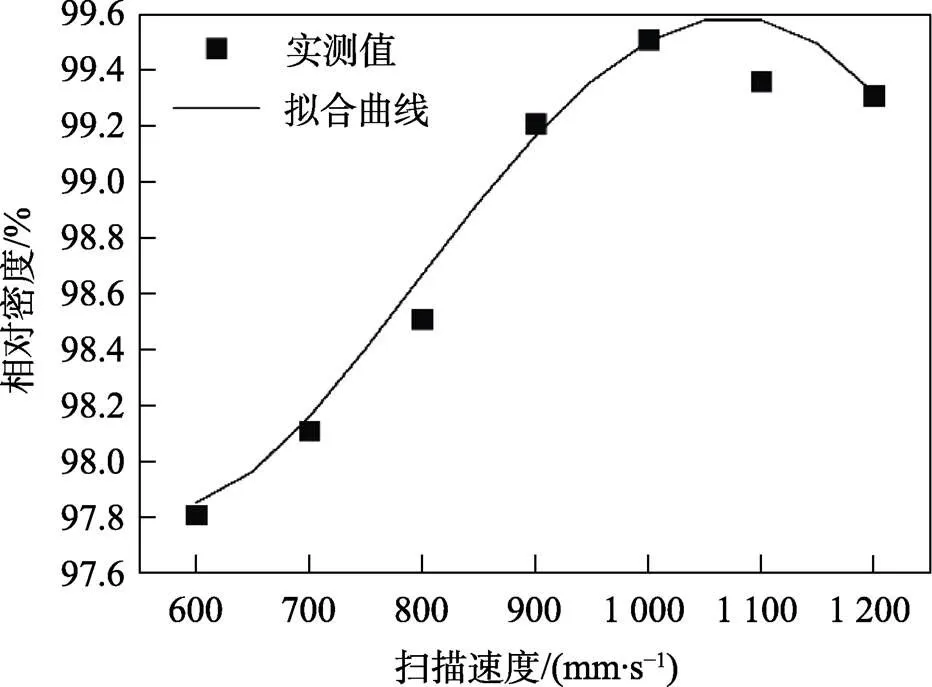
圖4 SLM成形304L不銹鋼相對密度隨掃描速度的變化
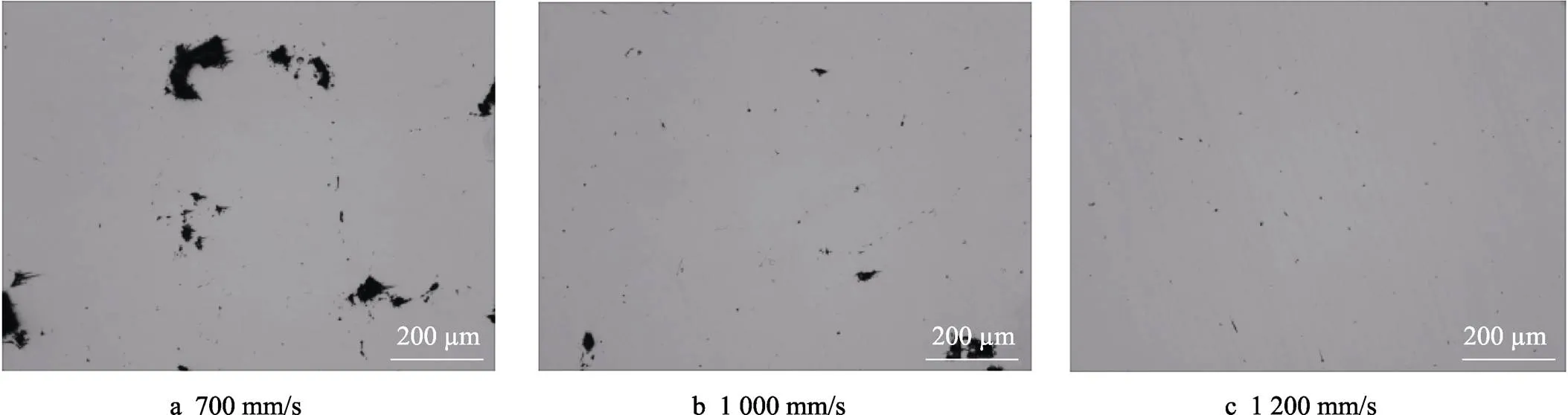
圖5 不同掃描速度下SLM成形304L不銹鋼孔隙分布
2.3 硬度分析
不同掃描速度下SLM成形304L不銹鋼試樣的室溫洛氏硬度如圖6a所示。可以看到,當掃描速度為600~1 200 mm/s時,材料最大硬度為91.4HRB,最小硬度為89HRB。具體而言,硬度隨著掃描速度的增大先升高后降低,在激光功率為300 W、掃描間距為0.1 mm、層厚為0.03 mm、掃描速度為1 100 mm/s時,硬度最高。為了測量高溫對各參數下成形試樣硬度的影響,在700 ℃下測試不同掃描速度下SLM成形304L不銹鋼試樣的維氏硬度,結果如圖6b所示,可以發現,此時試樣硬度基本分布在123HV~ 126.5HV之間,不同于常溫下硬度的變化規律,當溫度較高時,其硬度值隨掃描速度的變化沒有明顯規律,這可能主要與顯微硬度壓痕較小、3D打印試樣組織存在孔隙且不均勻等因素有關。

圖6 SLM成形304L不銹鋼硬度隨掃描速度的變化
2.4 微觀結構組織分析
對掃描速度為700 mm/s和1 000 mm/s(最優成形條件)的試樣進行拋光腐蝕,其側面微觀組織分別如圖7和圖8所示。可以看到,在激光的作用下,粉末逐層熔化并相互堆疊,側面組織呈現出典型的“魚鱗”狀熔池結構,熔池寬度基本在100 μm左右,與激光掃描間距基本一致。掃描速度為700 mm/s的試樣基體在熔池界面處有明顯的孔洞(見圖7a),從高倍掃描圖(見圖7b)還能看到界面孔洞處的微觀組織為粗大的柱狀結構,且大小形態分布不均勻。掃描速度為1 000 mm/s的試樣基體致密,沒有明顯的孔洞缺陷(見圖8a)。由于冷卻速率較高,在鋼的LAM制造過程中通常會形成細粒度微觀結構,細長晶粒和定向晶粒是最有可能出現的結構。熔池越大,冷卻速度越慢,導致微觀結構粗大、織構增強。相反,較小的熔池會產生細晶粒和弱織構的微觀結構[21-23]。奧氏體不銹鋼(例如304L和316L)通常在LAM工藝下呈現出完全奧氏體的微觀結構。從SEM高倍(見圖8b)可知,SLM成形304L不銹鋼過程中的高冷卻速率使試樣顯微組織結構更加細密,獲得的細小柱狀和胞狀結構取代了傳統的奧氏體結構。柱狀和胞狀結構組織均勻致密,沿熱擴散方向生長,同時,在熔池邊界上,沒有明顯的冶金特征轉變,這表明在層間沉積過程中各熔池間能夠實現良好的相互搭接熔合。EBSD分析結果如圖9所示,打印態側面組織的晶粒取向圖見圖9a,可以看到,熔池邊界模糊,熔池邊界細小晶粒取向隨機分布,熔池內偏大的柱狀晶取向沿著<001>方向有一定的擇優性,同時從極圖和反極圖(見圖9b)可知,該組織具有弱織構特征,即具有一定的擇優取向[24]。
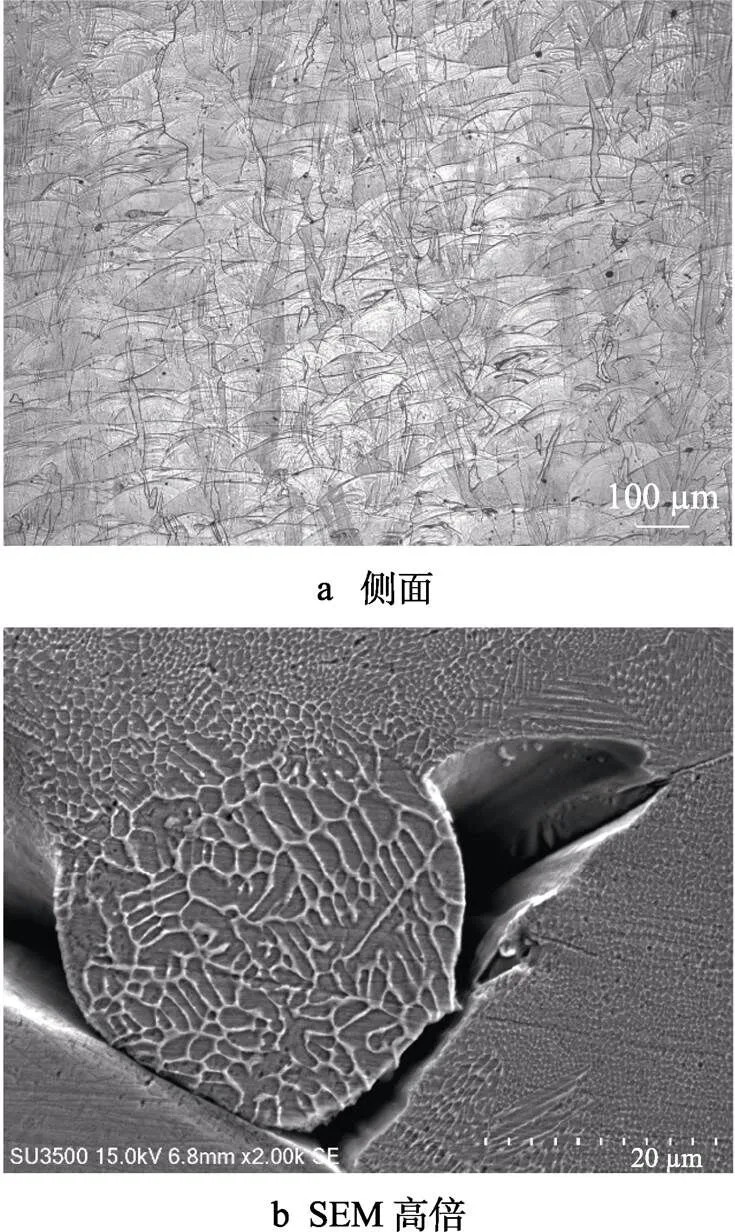
圖7 掃描速度為700 mm/s試樣微觀組織
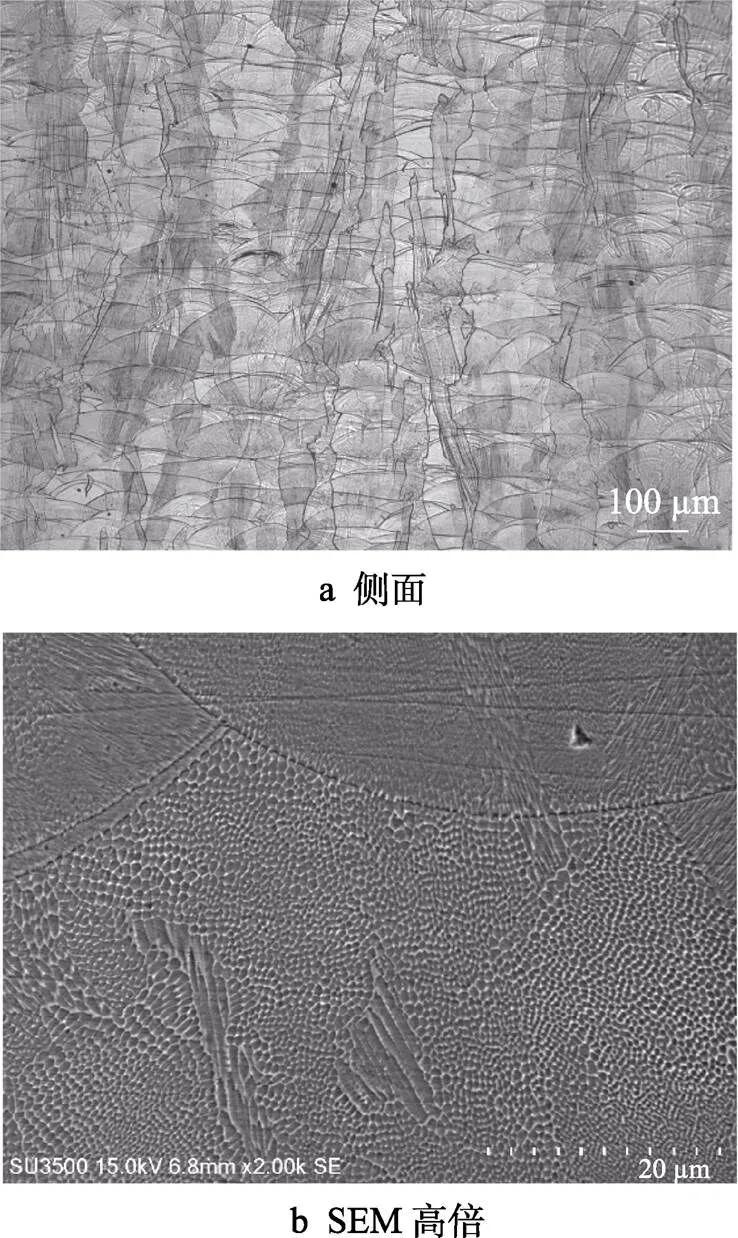
圖8 掃描速度為1 000 mm/s試樣微觀組織

圖9 EBSD分析
2.5 斷口分析
掃描速度為1 000 mm/s時持久試樣斷口形貌掃描電鏡圖如圖10所示。由圖10a可以看到,斷口表面呈灰黑色,無明顯的頸縮現象,斷口整體呈現剪切區,無明顯纖維區。由圖10b可以看到,斷口呈現鋸齒狀起伏滑移,并伴有明顯的撕裂特征,這表明試樣經歷了明顯的塑性變形,斷口為韌性撕裂斷裂[25],在撕裂棱附近可見少量未熔合的粉末顆粒,在增材過程中,粉末缺陷、成形環境及參數等的影響可能造成球化、氣孔、未熔合等缺陷,在外載荷的作用下,微孔極易在這些缺陷處形成并導致最終斷裂,可能會造成強度或壽命低于實際值。如圖10c所示,對鋸齒狀滑移帶及撕裂棱處放大觀察發現,滑移帶表面及撕裂棱兩邊分布有大量細小韌窩,細小的韌窩上分布了一層氧化膜,同時部分區域有二次裂紋。
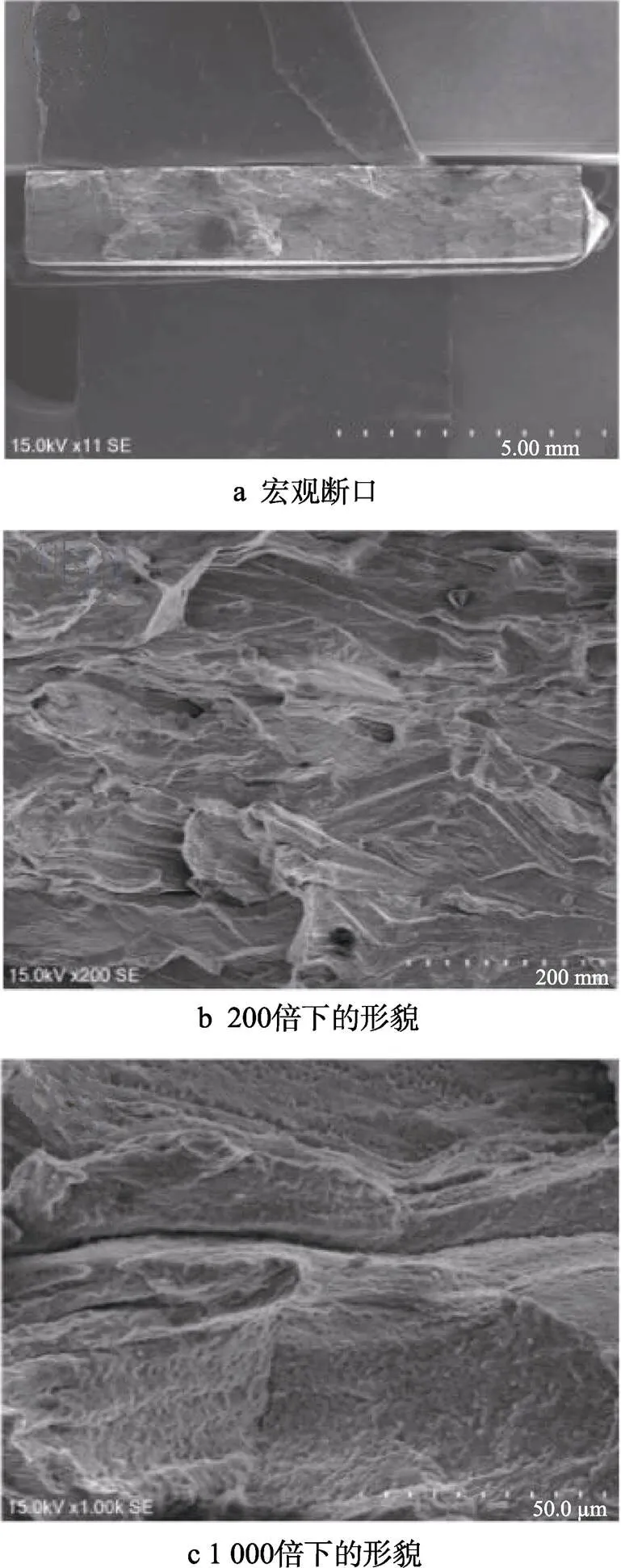
圖10 掃描速度為1 000 mm/s持久試樣斷口形貌
3 結論
研究了不同掃描速度對激光選區熔化304L不銹鋼板材高溫持久性能的影響,為得到高質量的304L不銹鋼激光選區熔化成形零件,采用單因素試驗法研究了掃描速度對成形試樣持久時間、相對密度、孔隙率、硬度等性能的影響,得到了304L不銹鋼相對最佳工藝參數,并對最佳工藝參數下的成形試樣進行了組織及力學性能表征等,結果如下。
1)單因素試驗表明,當激光功率為300 W、掃描間距為0.1 mm、層厚為0.03 mm時,掃描速度為1 000 mm/s為最優成形速度。在此打印參數下,SLM成形304L不銹鋼試樣在700 ℃的高溫持久時間為62.5 h,相對密度為99.5%,室溫洛氏硬度為91.3HRB,700 ℃下維氏硬度為126.2HV。
2)激光選區熔化304L不銹鋼板材試樣側面組織為典型的“魚鱗”狀形貌,正面則為明顯的打印條狀組織,熔池寬度基本在100 μm左右,與激光掃描間距基本一致。顯微胞狀結構組織均勻致密,熔池邊界細小晶粒取向基本隨機,熔池內偏大的柱狀晶取向沿著<001>方向有一定的擇優性,熔池內具有弱織構特征。
3)當激光功率為300 W、掃描間距為0.1 mm、層厚為0.03 mm、掃描速度為1 000 mm/s時,SLM成形的304L不銹鋼板材在700 ℃時的持久斷口表面呈灰黑色,無明顯的頸縮現象,斷口整體呈現剪切區,無明顯纖維區,斷口呈現鋸齒狀起伏滑移,并伴有明顯的撕裂特征,斷口為韌性撕裂。
[1] THOMPSON M K, MORONI G, VANEKER T, et al. Design for Additive Manufacturing: Trends, Opportunities, Considerations, and Constraints[J]. Cirp Annals Manufacturing Technology, 2016, 65: 737-760.
[2] HERZOG D, SEYDA V, WYCISK E, et al. Additive Manufacturing of Metals[J]. Acta Materialia, 2016, 117: 371-392.
[3] FRAZIER W E. Metal Additive Manufacturing: A Review[J]. Journal of Materials Engineering & Performance, 2014, 23(6): 1917-1928.
[4] 陳帥, 劉建光, 王衛東, 等. TiB2/AlSi10Mg激光選區熔化成形工藝研究[J]. 精密成形工程, 2021, 13(3): 154-161.
CHEN Shuai, LIU Jian-guang, WANG Wei-dong, et al. Research on the Selective Laser Melting Process of TiB2/AlSi10Mg[J]. Journal of Netshape Forming Engineering, 2021, 13(3): 154-161.
[5] 李新志, 方學偉, 常天行, 等. 選區激光熔化精密成形輕質鎂合金的研究進展[J]. 精密成形工程, 2022, 14(4): 78-93.
LI Xin-zhi, FANG Xue-wei, CHANG Tian-xing, et al. Research Progress in Precise Fabrication of Lightweight Magnesium Alloys by Selective Laser Melting[J]. Journal of Netshape Forming Engineering, 2022, 14(4): 78-93.
[6] LUECKER W E, SLOTWINSKI J A. Mechanical Properties of Austenitic Stainless Steel Made by Additive Manufacturing[J]. Journal of Research of the National Institute of Standards and Technology, 2014, 119: 398-418.
[7] MOWER T M, LONG M J. Mechanical Behavior of Additive Manufactured, Powder-Bed Laser-Fused Materials[J]. Materials Science & Engineering A, 2016, 651: 198-213.
[8] 吳世彪, 竇文豪, 楊永強, 等. 面向激光選區熔化金屬增材制造的檢測技術研究進展[J]. 精密成形工程, 2019, 11(4): 37-51.
WU Shi-biao, DOU Wen-hao, YANG Yong-qiang, et al. Research Progress of Inspection Technology for Addition Manufacturing of SLM Metal[J]. Journal of Netshape Forming Engineering, 2019, 11(4): 37-51.
[9] YANG X, REN Y J, LIU S F, et al. Microstructure and Tensile Property of SLM 316L Stainless Steel Manufactured with Fine and Coarse Powder Mixtures[J]. Journal of Central South University, 2020, 27(2): 334-343.
[10] KRIEWALL C S, SUTTON A T, LEU M C, et al. Investigation of Heat-Affected 304L SS Powder and Its Effect on Built Parts in Selective Laser Melting[C]// Solid Freeform Fabrication 2016: Proceedings of the 26th Annual International, Austin, 2016: 625-639.
[11] AMINE T, KRIEWALL C, NWEKIRK J W. Long-Term Effects of Temperature Exposure on SLM 304L Stainless Steel[J]. JOM, 2018, 70(3): 384-389.
[12] 李瑩, 李健健, 侯娟, 等. 選區激光熔化成形的304L不銹鋼硬度和微觀結構的研究[J]. 熱加工工藝, 2022, 51(10): 24-29.
LI Ying, LI Jian-jian, HOU Juan, et al. Study on Hardness and Microstructure of 304L Stainless Steelby Selective Laser Melting[J]. Hot Working Technology, 2022, 51(10): 24-29.
[13] 陳偉, 侯娟, 黃愛軍. 熱處理對選區激光熔化304L不銹鋼組織和力學性能的影響[J]. 材料熱處理學報, 2020, 41(3): 103-109.
CHEN Wei, HOU Juan, HUANG Ai-jun. Effect of Heat Treatment on Microstructure and Mechanical Property of 304L Stainless Steel Prepared by Selective Laser Melting[J]. Transactions of Materials and Heat Treatment, 2020, 41(3): 103-109.
[14] 季業益, 陸寶山, 關集俱. 選擇性激光燒結304L不銹鋼粉末的試驗研究[J/OL]. 熱加工工藝. (2021-12-06) [2022-08-25]. https://doi.org/10.14158/j. cnki.1001-3814. 20203119.
JI Ye-yi, LU Bao-shan, GUAN Ji-ju. Experimental Study on Selective Laser Sintering of 304L Stainless Steel Powder[J/OL]. Hot Working Technology. (2021-12-06) [2022-08-25]. https: //doi. org/10. 14158/j. cnki. 1001-3814. 20203119.
[15] ZHU Z G, NGUYEN Q B, NG F L, et al. Hierarchical Microstructure and Strengthening Mechanisms of a CoCrFeNiMn High Entropy Alloy Additively Manufactured by Selective Laser Melting[J]. Scripta Materialia, 2018, 154: 20-24.
[16] NGUYEN Q B, NAI M, ZHU Z, et al. Characteristics of Inconel Powders for Powder-Bed Additive Manufacturing[J]. Engineering, 2017, 3(5): 695-700.
[17] DEBROY T, WEI H L, ZUBACK J S, et al. Additive Manufacturing of Metallic Components-Process, Structure and Properties[J]. Progress in Materials Science, 2018(92): 112-224.
[18] MOHAMMAD M D, PAN T, CHEN Y, et al. High Cycle Fatigue Performance of LPBF 304L Stainless Steel at Nominal and Optimized Parameters[J]. Materials, 2020, 13(7): 1591.
[19] 馬海彬, 馬行馳, 劉暢, 等. 激光選區熔化316L不銹鋼成型工藝及疲勞壽命研究[J]. 熱加工工藝, 2022, 51(8): 26-30.
MA Hai-bin, MA Xing-chi, LIU Chang, et al. Study on Forming Process and Fatigue Life of 316L Stainless Steel with Laser Selection Melting[J]. Hot Working Technology, 2022, 51(8): 26-30.
[20] 彭霜, 騰躍飛, 石鳳仙, 等. 選區激光熔化成形Hastelloy X合金持久性能研究[J]. 失效分析與預防, 2018, 13(5): 269-274.
PENG Shuang, TENG Yue-fei, SHI Feng-xian, et al. Stress-Rupture Properties of Hastelloy X Alloy by Selective Laser Melting[J]. Stress-Rupture Properties of Hastelloy X Alloy by Selective Laser Melting, 2018, 13(5): 269-274.
[21] 戴曉琴, 陳瀚寧, 雷劍波, 等. 激光增材制造304不銹鋼顯微結構特征與性能研究[J]. 熱加工工藝, 2017, 46(16): 83-86.
DAI Xiao-qin, CHEN Han-ning, LEI Jian-bo, et al. Study on Microstructure Characteristics and Properties of 304 Stainless Steelby Laser Additive Manufacturing[J]. Hot Working Technology, 2017, 46(16): 83-86.
[22] 李時春, 莫彬, 肖罡, 等. 激光增材制造成形質量表征與調控研究進展[J]. 材料導報, 2022, 36(10): 137-145.
LI Shi-chun, MO Bin, XIAO Gang, et al. Research Progress of Forming Quality and Its Characterization and Regulation in Laser Additive Manufacturing[J]. Materials Review, 2022, 36(10): 137-145.
[23] JEYAPRAKASH N, YANGC H, RAMKUMAR K R. Correlation of Microstructural Evolution with Mechanical and Tribological Behaviour of SS304 Specimens Developed Through SLM Technique[J]. Metals and Materials International, 2021, 27(12): 5179-5190.
[24] 許佳玉, 丁雨田, 胡勇, 等. Inconel 738合金選區激光熔化成形組織性能的研究[J]. 稀有金屬材料與工程, 2019, 48(11): 3727-3734.
XU Jia-yu, DING Yu-tian, HU Yong, et al. Microstructure and Property of Inconel 738 Alloy by Selective Laser Melting Forming[J]. Rare Metal Materials and Engineering, 2019, 48(11): 3727-3734.
[25] 佟鑫, 張雅嬌, 黃玉山, 等. 選區激光熔化304L不銹鋼的組織結構及力學性能分析[J]. 吉林大學學報, 2019, 49(5): 1615-1621.
TONG Xin, ZHANG Ya-jiao, HUANG Yu-shan, et al. Microstructure and Mechanical Properties of 304L Stainless Steel Processed by Selective Laser Melting[J]. Journal of Jilin University, 2019, 49(5): 1615-1621.
Effect of Scanning Speed on High Temperature Durability Performance of 304L Stainless Steel by Selective Laser Melting
LI Yan-li1, WEI Ji-ye1, MA Ya-xin2,3, CHEN Cheng2, MEN Zheng-xing2,4
(1. Sichuan Provincial Engineering Laboratory of Aeronautical Materials Inspection and Die-forging Technology, Sichuan Engineering Technical College, Sichuan Deyang 618000, China; 2. Chengdu Aeronautic Polytechnic, Chengdu 610100, China; 3. Central Iron & Steel Research Institute, Beijing 100081, China; 4. National Engineering Laboratory for Numerical Simulation of Large Castings and Forgings, Chengdu 610021, China)
The work aims to study the effect of laser scanning speed on the microstructure and properties of 304L stainless steel formed by laser selective melting (SLM), so as to provide experimental basis for optimizing the forming parameters of 304L stainless steel. The effect of scanning speed on the microstructure, porosity, relative density, hardness, and durability of 304L stainless steel was studied through single-factor experiments, and the optimum forming process parameters of 304L stainless steel was obtained. When the laser power was 300 W, the scanning distance was 0.1 mm, and the layer thickness was 0.03 mm, the optimal scanning speed of SLM forming 304L stainless steel was 1 000 mm/s. Under these parameters, the sample duration was 62.5 h, the relative density was 99.5%, the Rockwell hardness at room temperature was 91.3HRB, and the Vickers hardness at 700 ℃ was 126.2HV. Under the optimal forming conditions, the microscopic cellular structure is uniform and dense with few pores, the orientation of the fine grains at the boundary of the molten pool is basically random, and the orientation of the larger columnar crystals has a certain preference along <001>, with weak texture characteristics. The phase is mainly composed of austenite, the permanent fracture is gray-black without obvious necking and the fracture shows zigzag undulating slip, accompanied by obvious tearing characteristics, which is a ductile tear fracture.
selective laser melting; 304L stainless steel; microstructure; high-temperature durability
10.3969/j.issn.1674-6457.2022.09.016
TG316;TG456.7
A
1674-6457(2022)09-0111-08
2022–07–11
四川省科技計劃重點研發項目(2022YFG0214);四川省市場監督管理局科技計劃(SCSJS2022021)
李艷麗(1982—)女,碩士,副教授,主要研究方向為金屬塑性成形工藝及材料性能檢測。
責任編輯:蔣紅晨
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16