基于一種新能源車型的手工焊鉗選型流程
2022-09-06 03:39:22李銀平李冬艷
裝備制造技術 2022年5期
彭 蕾,馬 松,李銀平,李冬艷
(上汽通用五菱汽車股份有限公司青島分公司,山東 青島 266500 )
0 引言
我國的石油主要是依靠進口中東國家的,我國開采的石油產量只有三分之一,明顯不能滿足大眾的需求。而石油主要都被用在汽車動力方面,為了減少石油進口量,緩解我國的經濟壓力,國家才注重電動車產業的發展。近幾年新能源相關技術逐漸發展成熟,以新能源為基礎的電動車、汽車等也都紛紛上市,其帶來的環境效益十分顯著。本司積極開發推出新能源車型,盡管現在已大規模推行智能制造,但在一些車身分總成區域因零件裝配較多且焊點分散,采用機器人伺服焊接利用率較低仍需采用手工焊接,因此在產品的工藝布局開發過程中,選擇正確的手工焊鉗型號可以使焊接設備、操作人員布置數量更加合理,提高焊接過程的操作合理性、連續性,有效地降低操作人員的勞動強度,統一焊鉗型號,減少焊鉗種類及備件費用,降低維修維護成本[1,2]。
1 手工焊鉗
1.1 手工焊鉗的類型與組成
手工焊鉗按照焊接電極運動的軌跡大致劃分為兩大類:一類為C 型焊鉗,另一類為X 型焊鉗。其中,C 型焊鉗電極一端固定,一端與氣缸相連(圖1 C 型焊鉗),其電極運動軌跡為直線;X 型焊鉗的上下兩個電極均可移動,一端連接氣缸伸縮桿,一端連接氣缸底部(圖1 X 型焊鉗),其電極運動軌跡為弧線[3]。手工焊鉗通常組成部件見圖1。根據產品及工裝布置,一些特殊位置需要定制異型焊鉗,其也歸為C 型、X 型兩大類,結構與一般手工焊鉗一致,因產品零件或工裝需求對電極臂、握桿進行異型設計加工,具有針對性且通用性差。手工焊鉗有兩個重要的空間尺寸,即喉深與喉寬(圖1)。

圖1 C 型、X 型焊鉗結構組成示意圖
手工焊鉗的氣缸規格決定焊鉗的輸出電極壓力,電極壓力的設置與焊接部位的零件材料、板厚有關。根據電極壓力和焊鉗尺寸,即可計算出氣缸的輸出壓力。C 型焊鉗的電極壓力與其氣缸壓力相等,X 型焊鉗可以根據杠桿定理來計算輸出壓力,從而確定焊鉗氣缸的型號[4]。
1.2 握桿的類型和電極帽
焊鉗握桿分為3 類:分體式握桿、一體式握桿、異型握桿。其中,分體式握桿維修成本相對較低,但其受力性較一體式握桿差,故需根據實際情況考慮握桿的選擇;異型握桿一般因空間小或避讓工裝、零件等進行定制的握桿。握桿常見類型見表1。需注意的是帶傾角的握桿不利于電極帽的修磨,焊點的質量因電極帽修磨情況而異,穩定性較差,因此,傾角一般小于15°。電極帽是電極組件中的一種消耗品,常用的標準電極帽為13×20、16×20,安裝配合錐度為1∶10。注:常見握桿類型包含但不僅限于以上圖示握桿。

表1 握桿常見類型
1.3 焊鉗吊具的類型
焊鉗吊具的選擇在焊鉗選型中也是非常重要的一項工作內容,不同的吊具實現的焊接操作角度、焊接情況不同。選擇合理的吊具對員工操作性、人機工程等都有很重要的意義,可以避免操作過程中與產品零件、工裝夾具的干涉,減輕操作人員的勞動強度。注常見吊具形式包含但不僅限于表2 中的舉例形式。

表2 幾種常見的焊鉗吊具形式及特點
2 一種新能源車型的手工焊鉗的選型過程
基于一種小型新能源車型的前期工藝規劃,采用人工焊接的區域為側圍分總成和門蓋分總成。這些分總成工位數較多、上件多且焊點布局分散,采用機器人伺服焊鉗焊接利用率相對較低且成本較高,因此采用人工焊接。
2.1 分析側圍分總成手工焊接工藝布局
首先確定側圍分拼BOP 方案,分析零件上件順序、工位布置(圖2 側圍分拼BOP 示例)。從BOP 中可知該小型新能源車型的側圍分拼共有4 個工位,其中在BS10#工位,側圍外板上件后在其上安裝零件6件并進行定位焊接;BS20#工位則對BS10#工位安裝的零件進行補焊;BS30#工位上件側圍內板并進行定位焊接;BS40#對內板與外板焊點進行補焊。

圖2 側圍分拼BOP 示例
2.2 手工焊鉗的選型分析過程
在BS10#工位焊接A 柱加強板及翼子板安裝支架等零件時,焊點位置相對分散,根據焊點距離零件切邊邊緣的距離來確定焊鉗的喉深,且此處焊鉗需跨越零件焊接焊點,需選擇帶有輔助行程(也稱為二次行程)的焊鉗,是指在焊接過程中可通過撥動限位柄來增加焊鉗兩電極的開口距離的焊鉗。考慮人機工程,對于身高為170 cm 左右的員工來說,身體保持直立狀態時,雙手距離地面80 ~ 120 cm 高度工作時,人體感覺最舒適,因此,在考慮焊鉗選型時要注意焊鉗的操作高度和角度的可實現性,避免出現彎腰等不符合人機工程的姿勢。故此處考慮到員工的焊接操作高度以及焊點焊接面與員工工作站立面的相對位置,當焊接面與工作站立面垂直時選擇帶有輔助行程的C 型焊鉗,當焊接面與工作站立面近乎平行時,則選X 型焊鉗,見圖3。

圖3 A 柱加強板焊鉗分析
在側圍分總成焊接中需要注意的是D 柱處焊鉗的選擇,D 柱因與側圍外板及尾門型面匹配,故零件型面較多,焊點多向分布,該車型的D 柱焊點分段布置,上半段為X 向焊點,下半段為Y 向焊點,因此在選擇手工焊鉗時要考慮員工操作高度、工裝夾具布局及焊點布局方向等綜合因素。一般情況下,焊點焊接面與員工操作平行時選用X 型焊鉗,但D 柱的上部X 向焊點連續且此處工裝一般為帶有二級機構,見圖4(a)。工裝高度較高,為避讓工裝夾具,選用X 焊鉗時導致其操作高度高不便于操作,員工站立于踏臺上操作高度約為1450 mm,見圖4(b)。因此,此處選用帶有轉盤吊具的C 型焊鉗平放操作,操作高度適宜且便于輕微焊接角度調整,見圖4(c)。操作高度約為980 mm),選型時喉深、喉寬需避讓開工裝與零件,見圖4(d)和圖4(e)。
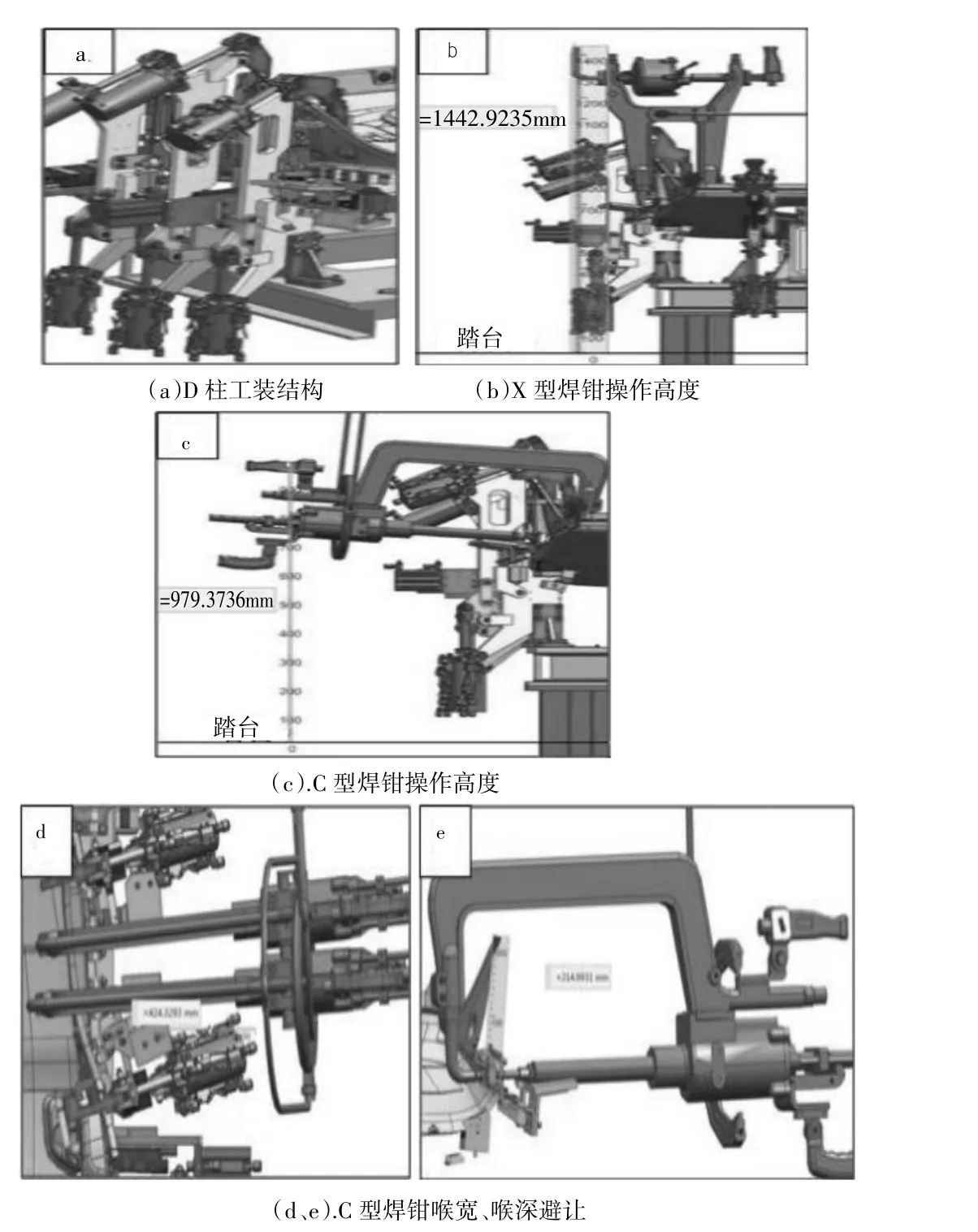
圖4 D 柱上部工裝結構和焊鉗選型示意圖
D 柱下部Y 向焊點距離零件邊緣約538 mm,水平搭接結構與員工站立方向垂直且需要喉深很大的焊接空間,此處選擇X 型焊鉗,水平移動焊接便于操作,為避讓工裝,保證充足的焊接空間,焊鉗握桿帶有傾角。若現場操作高度相對較低則可根據實際情況通過加長焊鉗手柄進行改善,見圖5(c)。
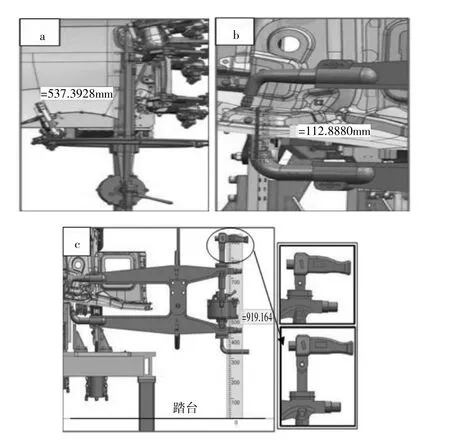
圖5 D 柱下部Y 向焊點
在分總成焊接工位,水平搭接結構,需要喉深不大的焊接空間,全部或分段焊點焊接位置、操作角度或焊鉗姿態幾乎不變如圖6(a)中側圍分拼門框膠條邊等位置,一般選用工作行程小的小C 型焊鉗,工作行程越小焊接時工作效率越高。當焊點分布位置與焊鉗基本一致時采用固定吊具即可,而焊接時焊鉗角度不變但焊點位置需要旋轉焊鉗則選用帶有轉盤的吊具,焊點相對連續便于員工操作。對于翻邊立面焊點考慮操作性則選用X 型焊鉗,見如圖6(b)。膠條邊、翻邊焊點便于焊接,對于焊鉗的喉深與喉寬影響較小,考慮到整條線手工焊鉗型號的一致性與備件便于采購等條件,可優先選用生產線中已選用過的手工焊鉗,以降低后期備品備件成本。

圖6 膠條邊、立面翻邊焊鉗選型示意圖
2.3 焊接參數的選定
手工焊鉗選型確認后,需要根據零件的板層搭接、板厚等信息選定焊接參數,并制定焊接參數規范表。手工焊鉗往往一把焊鉗焊接不同板厚焊點,為避免出現虛焊,因此在選擇參數時,一般按照需要較大的焊接參數的焊點來設置焊接參數。
2.4 手工焊鉗的選型流程
綜上,該項目手工焊鉗的選型流程為:
(1)根據前期規劃編制BOP,確認使用手工焊鉗區域,零件裝配順序,焊點布局;
(2)在三維軟件中具體分析使用手工焊鉗區域的零件結構及工裝夾具,確定焊鉗基本類型;
(3)分析焊點位置和零件、工裝,確定焊鉗的喉深、喉寬;
(4)確定焊鉗握桿的類型及是否需要輔助行程;(5)分析焊點焊接操作高度、操作性,確定焊鉗的吊具;
(6)將選定的焊鉗與零件、工裝夾具進行三維模擬,最終確定焊鉗型號;
(7)根據零件的板層搭接、板厚等信息制定焊接參數規范表。
需要注意的是在手工焊鉗選型中每個工位的焊鉗盡可能的少,同等焊接條件的焊點盡量布局在同工位,補焊工位的焊鉗盡量選擇與定位焊相同型號焊鉗,以減少焊鉗的投入。盡可能減少一把焊鉗在同工位上的焊接姿態,同工位多把焊鉗焊接時應盡可能避免或減少交叉作業布置,提高操作性與改善人機工程。
3 結語
基于新能源的一種車型進行的手工焊鉗選型流程可適用于其他手工焊接的車型、區域的焊鉗選型。如果在項目初期工藝布局開發設計階段,可以對工藝設計進行合理的零件裝配布局、焊點分配,并通過三維軟件進行零件、工裝夾具、焊鉗、焊接操作高度等各方面的分析,選擇合適的焊鉗,對焊接方案進行有效控制,可大大減少同一生產線的焊鉗種類,降低投資成本及后期維護成本。且選擇合理的焊鉗對員工操作性、人機工程等都有很重要的意義,可以避免操作過程中與產品零件、工裝夾具的干涉,減輕操作人員的勞動強度。
