漸開線齒輪齒根過渡曲線與齒根彎曲疲勞強度的研究*
2022-09-05 03:20:00王明鏡曹榮青張雪嬌
現代機械 2022年4期
虞 潮,王明鏡,曹榮青,張雪嬌
(南京高速齒輪制造有限公司,江蘇 南京 210000)
0 引言
以漸開線作為齒輪的齒廓,不但能滿足恒定傳動比、中心距可分等要求,而且還具有傳動平穩,便于制造和測量等優點,因此在各種傳動結構中被廣泛采用。
在齒輪嚙合過程中,關注的重點一般為嚙合區域內有效漸開線的精度及制造偏差,然而對齒根彎曲疲勞強度和齒輪承載能力有直接影響的齒根過渡曲線的形狀及參數關注較少,只有合理可控齒根過渡曲線才能保證有效齒輪強度。因此,了解齒根過渡曲線的成形原理及影響因素,有助于掌握齒輪的齒廓齒形,找到控制過渡曲線的途徑,從而易于齒輪滾刀設計,并且為齒輪結構強度分析及模型構建提供必要信息[1]。
1 漸開線齒根過渡曲線
漸開線齒輪齒根過渡曲線是指連接漸開線起始點到齒根圓之間的曲線(圖1)。
齒根過渡曲線與齒輪加工方式和加工刀具密切聯系。齒輪加工方式不同或采用的刀具不同,加工出的齒根過渡曲線則不相同[2]。
(1)當加工刀具為成形銑齒刀時:齒根過渡曲線與銑刀齒頂圓弧齒形近似,一般為圓弧曲線或自定義多段線構成。
(2)當加工刀具為滾刀時:一般有兩種形式。齒根過渡曲線為單圓弧(圖2)(滾刀采用整圓弧加工),齒根過渡曲線為延伸漸開線的等距線;齒根過渡曲線為雙圓弧(圖3)(滾刀采用雙圓角加工),齒根過渡曲線為延伸漸開線的等距線和齒根圓圓弧搭接構成[3]。
(3)當加工刀具為插齒刀時。一般有兩種形式:齒根過渡曲線為單圓弧(圖2)(插齒刀采用整圓弧加工),齒根過渡曲線為延伸外擺線;齒根過渡曲線為雙圓弧(圖3)(插齒刀采用雙圓角加工),齒根過渡曲線為延伸外擺線的等距線和齒根圓圓弧搭接構成[3]。
2 齒根過渡曲線成形原理和計算公式
漸開線曲線是通過一條直線繞基圓作純滾動,直線線上的點繪制出漸開線曲線,作該直線的垂線,在垂線上靠近基圓一側取點,當直線做繞基圓純滾動時,該點繪制出的曲線就是延伸漸開線;在垂線上遠離基圓一側取點,直線作繞圓純滾動時,該點繪制出的曲線就是縮短漸開線。在生產上應用的齒條刀具齒頂都帶有圓角,它相對于被切齒輪的運動軌跡就是延伸漸開線的等距線[3]。
根據磨齒齒面余量的形式可將預加工滾刀分為兩種形式:標準齒輪滾刀(圖4)和圓頭留磨滾刀(圖5)。兩者主要區別在于齒槽底部是否留有余量。標準齒輪滾刀在齒面及齒槽底部均勻留有余量;圓頭留磨滾刀僅是齒面留有余量,齒根進行挖根處理[4]。
當采用標準滾刀加工時(圖6),其齒根過渡曲線坐標表達式為[3]:
其中:Sa為刀具齒頂寬;ha′為滾刀齒頂高;hc′為刀具節線上齒頂高,hc′=m(ha′-x)。
當采用圓頭留磨滾刀時,其齒根過渡曲線坐標表達為[4]:
其中:hc′=hc-x1m;r為分度圓半徑;x1為變位系數;hc′為刀具節線上齒頂高;rc為刀具齒頂圓弧;a1為參變量;a1與φ的關系為:
齒輪漸開線曲線和齒根過渡曲線的交點就是漸開線起始點(圖6)。
3 齒根彎曲疲勞強度的計算方法
在設計圖紙中會出現齒根圓角系數Pf或者齒根圓角曲率半徑rf,其計算公式為Pf=rf/m,一般情況下兩者指的是需要保證的最小圓弧,根據實際工況不同對應圓角標準也不同,一般采用0.25m,0.38m,0.45m[4](參考GB/T 1356—2001)。
在齒輪強度校核過程中齒根圓角大小ρf不同于設計圖紙中圓角大小,是以30°切線作為危險截面的切點位于刀具齒頂圓角所展成的齒根過渡曲線上的曲率半徑大小[5],其值大小不但受到刀具齒頂圓角影響,而且還與齒輪參數相關(圖7)。
根據《漸開線圓柱齒輪承載能力計算方法》,參考GB/T 3480—1997和ISO 6336:1996標準,在校核齒輪彎曲疲勞強度時,參考公式[6]:
其中,YF為齒形系數;YS為應力修正系數。
YS=(1.2+0.13L)qs
其中:滾刀圓角大小ρF主要影響齒輪彎曲疲勞強度σF中YF和YS兩個參數。為了研究滾刀不同圓角大小對齒根過渡曲線的影響及齒根彎曲疲勞強度的變化規律,選取齒輪副參數如表1。
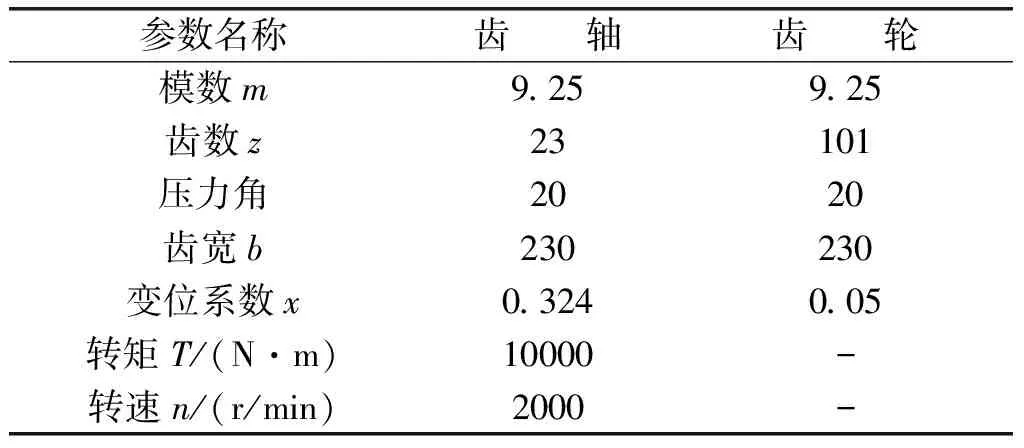
表1 齒輪副參數
齒軸齒面余量為0.25 mm,滾刀凸角量為0.15 mm,側刃角度12°,齒頂圓角大小按照0.2倍模數(R1.8)到0.34倍模數(單圓弧R3.15)進行計算和繪制(圖8)。
通過結果關聯圖可以得出如下結論(圖8-圖10):
1)滾刀齒頂圓角與齒形系數YF和YS呈現負相關,圓角越大對應齒形系數越小。
2)滾刀齒頂圓角與齒根強度系數SF呈現正相關,圓角越大對應齒根安全系數越大。
3)滾刀齒頂圓角越大對應的計算時齒輪圓角ρF越大。
4)滾刀齒頂圓角對漸開線起始點有直接影響,滾刀齒頂圓弧從1.85增加至3.15,漸開線起始點從211.021 mm提升至211.601 mm。
4 結語
針對齒根強度有特殊要求的產品,為了獲得較大齒根圓弧曲線,可以采用橢圓或者高次曲線使得刀具圓角變大滿足計算要求,可配合成形銑齒刀具進行加工。
一般情況漸開線起始圓是通過滾刀圓弧加工產生,但是實際生產過程中,當齒數較多或者變位系數過大等情況,圓頭滾刀副刃同樣會切削到有效漸開線,造成二次切削到零件,此時交點會在滾刀圓弧交點的上方,此時齒根強度的計算應根據實際情況進行調整。
滾刀圓角越大對應加工出來的漸開線起始點會越高,在滿足齒根彎曲疲勞強度和有效展長的情況下,不同圓角大小的滾刀效率及壽命有待于進一步研究。
