焊前和焊后淬回火對SDDVA鋼堆焊層回火穩(wěn)定性和抗熱熔損性能的影響
2022-08-29 00:56:54吳少君左鵬鵬吳曉春
機械工程材料 2022年8期
吳少君,郭 鵬,李 玲,左鵬鵬,吳曉春
(上海大學(xué)1.材料科學(xué)與工程學(xué)院,2.省部共建高品質(zhì)特殊鋼冶金與制備國家重點實驗室,上海 200444)
0 引 言
SDDVA鋼是一種具有高強韌性和良好高溫性能的壓鑄模具鋼[1],目前國內(nèi)外對于該鋼的研究主要集中在其熱處理工藝和使用性能[2]等方面。在SDDVA鋼模具加工過程中可能會出現(xiàn)尺寸過小而使模具無法正常使用的問題,而堆焊因具有適用性廣、設(shè)備價格相對較低、操作簡單等優(yōu)點,被認(rèn)為是一種優(yōu)越的模具修復(fù)方法,通過堆焊并機加工可以使模具恢復(fù)正常尺寸,從而極大降低生產(chǎn)成本。生產(chǎn)壓鑄模具所用SDDVA鋼的熱處理態(tài)為退火態(tài),在模具使用前需要對其進行淬回火處理,可采用2種工藝對模具進行堆焊修復(fù),一種是退火態(tài)母材先堆焊再淬回火,另一種是退火態(tài)母材先淬回火再堆焊[3]。
壓鑄模具在使用過程中會接觸高溫金屬,反復(fù)的升降溫使模具處于頻繁的回火過程,且在一定范圍內(nèi)回火保溫時間越長,模具的硬度越低。可知模具鋼需要具有優(yōu)異的抵抗回火軟化的能力,即回火穩(wěn)定性,該性能是評價模具鋼質(zhì)量的重要指標(biāo)。研究[4-7]表明,在回火保溫過程中,碳化物的粗化程度、二次碳化物的析出強化和穩(wěn)定程度是影響回火穩(wěn)定性的重要因素。抗熱熔損性能也是評價模具鋼質(zhì)量的重要指標(biāo)。SDDVA鋼應(yīng)用于鋁合金壓鑄模具時,會因熱熔損導(dǎo)致模具質(zhì)量損失[8],造成模具無法使用,從而提高模具的使用成本。近年來,諸多學(xué)者已對模具鋼的熱熔損行為展開了探索,研究的熱點主要是Fe-Al界面反應(yīng)及合金元素的擴散情況,熔損后界面層的形貌和尺寸反映抗熱熔損性能的優(yōu)劣[9-11]。目前,有關(guān)回火穩(wěn)定性和抗熱熔損性能的研究大部分集中在母材上,堆焊修復(fù)模具后堆焊層和母材組織和性能存在較大差異,堆焊及熱處理工藝決定了堆焊層質(zhì)量,但是有關(guān)上述2種堆焊及熱處理工藝對堆焊層回火穩(wěn)定性和抗熱熔損性能影響方面的研究較少。因此,作者對退火態(tài)SDDVA鋼進行先堆焊再淬回火和先淬回火再堆焊的2種工藝處理,研究了堆焊層在600 ℃回火后的回火穩(wěn)定性以及在700 ℃鋁液中的抗熱熔損性能,以期為SDDVA鋼堆焊工藝的選擇提供試驗參考。
1 試樣制備與試驗方法
母材為厚度15 mm的退火態(tài)SDDVA鋼板,堆焊材料選用直徑1.6 mm的Dievar焊絲,母材和焊絲的化學(xué)成分如表1所示。堆焊前在母材表面用線切割方法加工出U形坡口,用角磨機將坡口表面打磨光滑去除線切割痕跡,并對坡口進行拋光處理。2種堆焊及淬回火工藝流程如圖1所示,其中堆焊工藝:將母材放置在真空爐中進行350 ℃保溫2 h的預(yù)熱處理,采用鎢極氬弧焊以多層多道焊的方法進行堆焊,堆焊試樣的截面尺寸及堆焊方法如圖2所示,堆焊試樣的長度為450 mm,打底層選用70~90 A焊接電流,填充層選用110~130 A焊接電流,氬氣流量為15 L·min-1;每層堆焊完成后,通過錘擊法消除焊后殘余應(yīng)力;堆焊時層間溫度控制在150 ℃左右,堆焊完成后立刻放入爐中進行550 ℃保溫2 h的焊后去應(yīng)力處理。
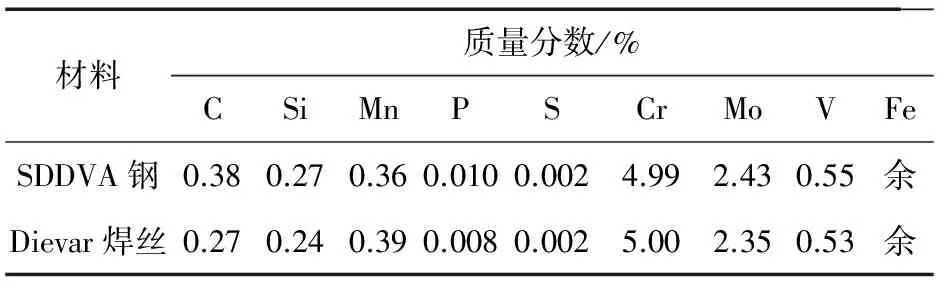
表1 母材和焊絲的化學(xué)成分
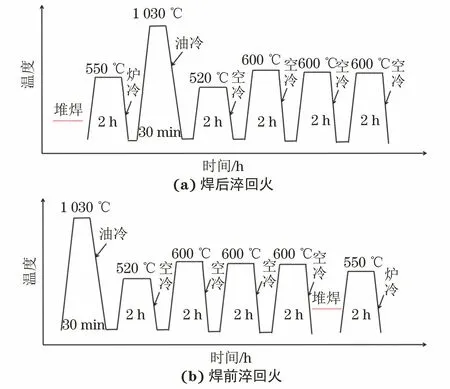
圖1 不同堆焊及熱處理工藝流程示意
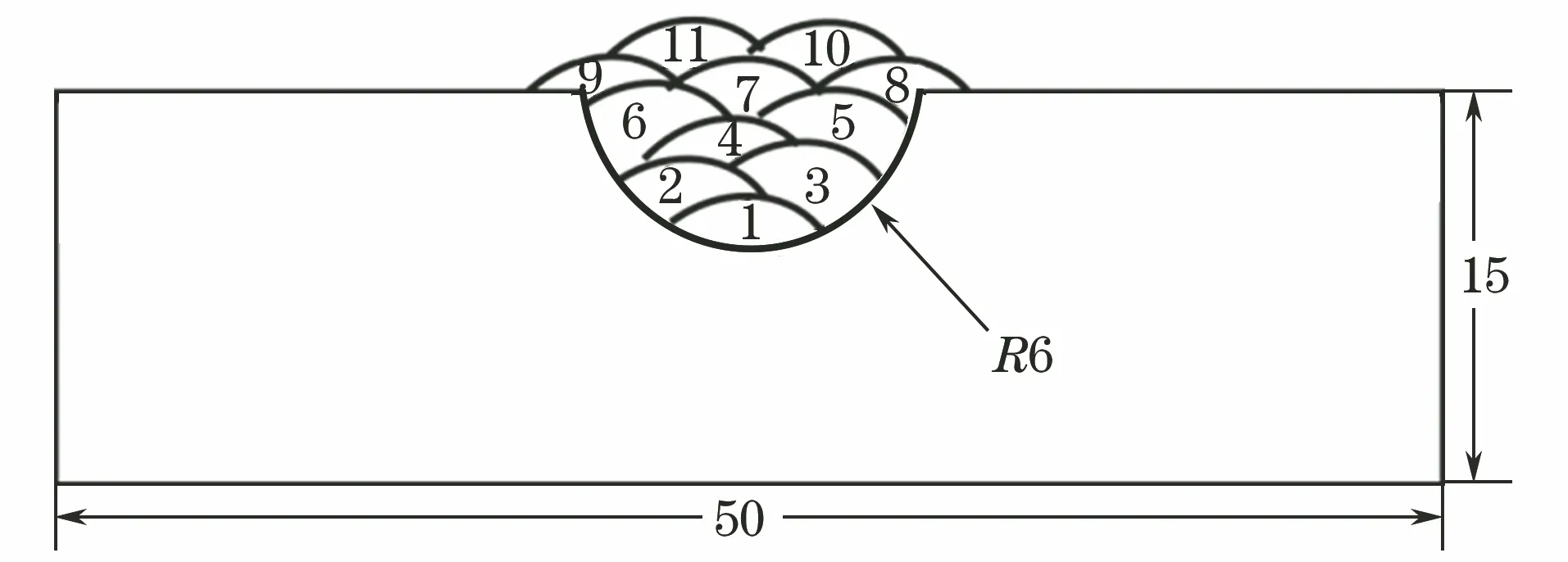
圖2 堆焊試樣的截面尺寸及堆焊方法示意
堆焊及淬回火完成后將堆焊層表面打磨光滑,沿堆焊方向以堆焊層為中心各切取一組尺寸為15 mm×10 mm×15 mm的回火穩(wěn)定性試樣。將試樣放入箱式爐中在600 ℃下分別保溫0,2,4,8,12,16,24,32,48 h后,將堆焊層截面打磨、拋光并用體積分?jǐn)?shù)4%硝酸酒精溶液腐蝕后,用HVS-1000M型維氏硬度計對距堆焊層表面2 mm同一位置處的硬度進行測試,載荷為1.96 N,保載時間為15 s,為了便于比較,將維氏硬度換算為洛氏硬度;采用ZeissSupra-40型掃描電子顯微鏡(SEM)觀察回火穩(wěn)定性試驗前后同一位置處堆焊層的組織,用掃描電鏡附帶的能譜儀(EDS)對碳化物進行微區(qū)成分分析。采用線切割方法自距堆焊層表面1 mm處切取直徑為11 mm的圓棒試樣,通過車削加工成如圖3所示的熔損試樣,試樣中直徑為9 mm的部分為夾持端,直徑為10 mm的部分為在鋁液中沖刷部分,為了模擬實際堆焊后的服役工況,將堆焊層的上表面作為鋁液的沖刷面。將試樣在700 ℃的ADC12鋁液(化學(xué)成分見表2)中以120 r·min-1的速度旋轉(zhuǎn),旋轉(zhuǎn)半徑為25 mm,旋轉(zhuǎn)時堆焊層表面與旋轉(zhuǎn)方向相切,旋轉(zhuǎn)10,20,30,40 min后取出試樣,采用飽和NaOH溶液洗去黏附在試樣上的鋁合金,采用精度為0.01 g的電子天平稱取試驗前后試樣的質(zhì)量,得到不同熔損時間下的質(zhì)量損失,用VHX-600型超景深顯微鏡觀察熔損表面形貌;保留一組黏鋁熔損試樣沿截面切開制成金相試樣,通過ZeissSupra-40型掃描電子顯微鏡分析熔損界面形貌,用掃描電鏡自帶的能譜儀對熔損界面進行微區(qū)成分分析。
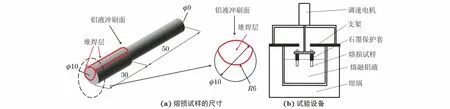
圖3 熔損試樣的尺寸及試驗設(shè)備示意

表2 ADC12鋁合金的化學(xué)成分
2 試驗結(jié)果與討論
2.1 顯微組織
由圖4可以看出:焊態(tài)堆焊層組織為淬火馬氏體和鐵素體組成的骨骼狀組織,同時還存在細(xì)小的碳化物[12];經(jīng)淬回火后堆焊層形成了穩(wěn)定的細(xì)小回火馬氏體組織,同時析出了較多長針狀和細(xì)小球狀碳化物。焊態(tài)枝晶間會存在嚴(yán)重的微觀偏析,經(jīng)過淬火處理后可消除部分微觀偏析并溶解部分粗大的碳化物[13],因此回火后堆焊層形成了更加均勻的組織;焊前淬回火工藝下堆焊層中馬氏體經(jīng)去應(yīng)力處理后發(fā)生了回復(fù)和再結(jié)晶,枝晶間析出了球狀碳化物。組織為馬氏體的堆焊層在550 ℃去應(yīng)力處理時,其滲碳體會大量溶解,由于在堆焊過程中堆焊層中溶入了大量鉻、鉬、釩合金元素,回火后會析出細(xì)小的碳化物[14]。對比3種狀態(tài)的組織發(fā)現(xiàn):焊態(tài)堆焊層的組織為鐵素體和淬火馬氏體,組織狀態(tài)極不穩(wěn)定;焊后淬回火和焊前淬回火工藝下堆焊層組織均為回火馬氏體,但是焊后淬回火工藝下堆焊層中析出了更多彌散分布的碳化物且組織更加細(xì)小,因此馬氏體組織更加穩(wěn)定。此外,焊后淬回火工藝下堆焊層組織中存在明顯的未溶碳化物,這是因為焊后淬回火工藝下堆焊層的回火時間更長,未溶碳化物更容易長大。
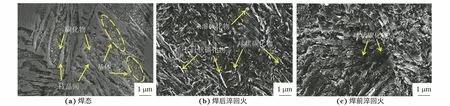
圖4 不同工藝下堆焊層的SEM截面形貌
2.2 回火穩(wěn)定性
由圖5可知,焊后淬回火和焊前淬回火工藝下堆焊層的初始硬度分別為42.1,51.7 HRC,堆焊層的硬度主要與其組織密切相關(guān)[15]。焊后淬回火工藝下堆焊層的組織為穩(wěn)定的回火馬氏體組織,更趨近于使用態(tài)(淬回火態(tài))SDDVA鋼母材,而焊前淬回火工藝下堆焊層的組織為經(jīng)過回復(fù)和再結(jié)晶的非穩(wěn)態(tài)回火馬氏體,大部分合金元素依然固溶在馬氏體基體中,因此堆焊層具有較高的硬度。經(jīng)過和母材相同的工藝淬回火后,焊后淬回火工藝下堆焊層的硬度卻低于母材(44~46 HRC),結(jié)合表1的化學(xué)成分分析發(fā)現(xiàn)焊絲的碳含量低于母材,碳含量的降低會減弱碳元素的固溶強化和碳化物的析出強化作用,因此淬回火后的硬度會略有降低[16]。在600 ℃保溫時,焊后淬回火和焊前淬回火工藝下堆焊層的硬度均隨著保溫時間的延長而逐漸降低,且在0~12 h內(nèi)下降較快,保溫12 h后的硬度分別降低到39.2,39.3 HRC,降低幅度分別為6.7%和24.2%,可以看出在0~12 h的回火前期,雖然焊后淬回火工藝下堆焊層的硬度較低,但是表現(xiàn)更好的回火穩(wěn)定性。隨著保溫時間的繼續(xù)延長,二者的硬度降低趨勢變緩,且焊后淬回火工藝下堆焊層的硬度較高,保溫48 h后焊后淬回火和焊前淬回火工藝下的硬度分別降低至37.8,36 HRC,與試驗前相比,硬度降低幅度分別為10.2%和30.4%。可知,在600 ℃保溫條件下,焊后淬回火工藝下堆焊層具有更好的回火穩(wěn)定性。
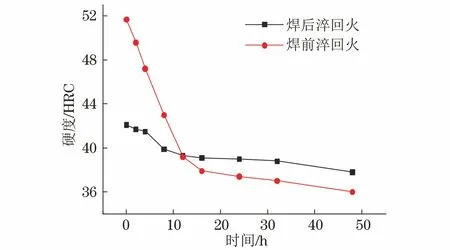
圖5 不同工藝下堆焊層同一位置處的硬度隨600 ℃保溫時間的變化曲線
回火穩(wěn)定性主要與回火過程中馬氏體板條的粗化和碳化物的析出有關(guān)[17],為了深入研究堆焊層在回火過程中的組織演變情況,選取保溫8,16,32 h后堆焊層的顯微組織進行分析。由圖6可以看出:600 ℃保溫8 h后堆焊層的板條狀馬氏體形貌比回火穩(wěn)定性試驗前更清晰,焊后淬回火工藝下堆焊層馬氏體板條錯亂分布,而焊前淬回火工藝下堆焊層馬氏體板條有明顯的擇優(yōu)取向,這是因為焊后淬回火處理使馬氏體板條塊分解并增大了大角度晶界比例[18];保溫8 h后焊后淬回火工藝下堆焊層中析出了更多的針狀和球狀二次碳化物,焊前淬回火工藝下馬氏體板條間析出了細(xì)小的球狀碳化物,2種堆焊層晶界附近均發(fā)現(xiàn)了未溶碳化物,與回火穩(wěn)定性試驗前相比,未溶碳化物明顯粗化,碳化物的粗化導(dǎo)致二者的硬度均有所下降;由于焊前淬回火工藝下堆焊層板條馬氏體處于非穩(wěn)態(tài),合金元素固溶強化作用更明顯,因此此時堆焊層的硬度高于焊后淬回火工藝下。600 ℃保溫16 h后2種堆焊層的晶界和晶內(nèi)均析出了大量的碳化物,且晶界處碳化物發(fā)生聚集;此時焊前淬回火工藝下堆焊層組織已形成了穩(wěn)定的回火馬氏體,馬氏體板條寬化,晶粒粗大,與焊后淬回火工藝下相比,堆焊層中彌散析出的碳化物數(shù)量較少,馬氏體板條較寬,晶粒尺寸較大,根據(jù)霍爾佩奇公式可知此時堆焊層的強度較低,即說明硬度也較低;與保溫8 h相比,保溫16 h后焊前淬回火工藝下堆焊層的馬氏體板條特征明顯退化,表明此時合金元素基本脫溶,組織已充分回復(fù),且析出的細(xì)小碳化物會阻礙晶粒進一步長大,因此此時堆焊層的硬度降低趨勢變緩。保溫32 h后2種堆焊層的晶粒均明顯長大,馬氏體板條束寬化,碳化物比例增加,且晶界附近的碳化物主要為鉻系和鉬系碳化物,經(jīng)過長時間回火后晶界附近的碳化物聚集粗化,硬度大幅度降低;焊前淬回火工藝下堆焊層的馬氏體板條寬化程度比焊后淬回火工藝下堆焊層嚴(yán)重,同時焊后淬回火工藝制備堆焊層中析出更多細(xì)小而彌散的二次碳化物顆粒,阻礙晶粒的長大,因此保溫32 h后焊前淬回火工藝下堆焊層的硬度仍低于焊后淬回火工藝下的堆焊層。綜上,與焊前淬回火工藝下堆焊層相比,焊后淬回火工藝下堆焊層中碳化物析出現(xiàn)象更明顯,馬氏體回復(fù)程度更小,堆焊層具有更優(yōu)異的回火穩(wěn)定性。
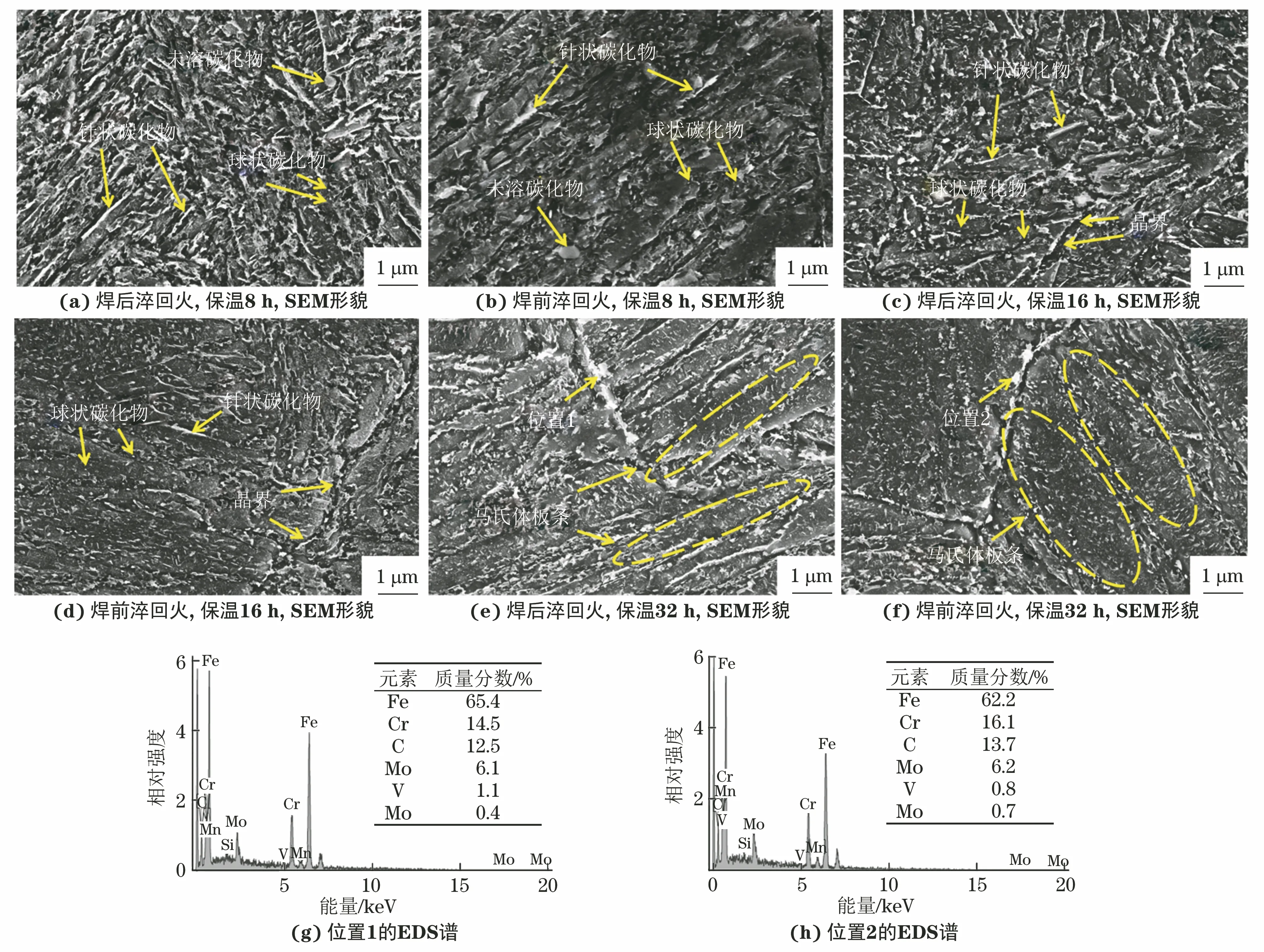
圖6 不同工藝下堆焊層在600 ℃保溫不同時間時的SEM形貌和EDS譜
2.3 抗熱熔損性能
由圖7可以看出:當(dāng)熔損時間為10 min時,2種堆焊層的熔損質(zhì)量損失相近,焊前淬回火工藝下堆焊層的熔損質(zhì)量損失略高于焊后淬回火工藝;隨著熔損時間的延長,2種堆焊層的熔損質(zhì)量損失差值增大,當(dāng)熔損時間為40 min時,焊前淬回火工藝下堆焊層的熔損質(zhì)量損失比焊后淬回火工藝堆焊層多1.25 g。可知,焊后淬回火工藝下堆焊層具有更好的抗鋁液熔損性能。
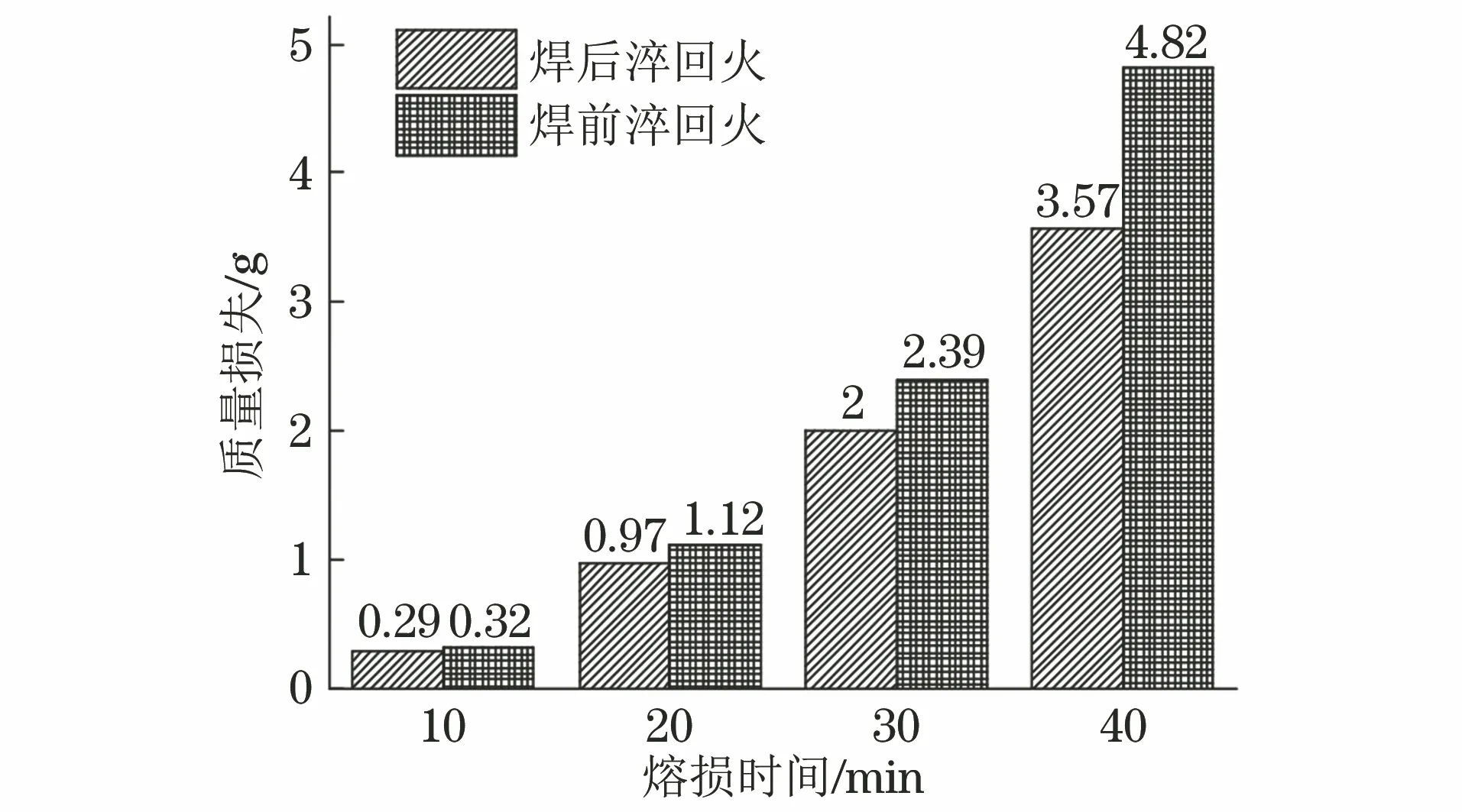
圖7 不同工藝下堆焊層在不同熔損時間后的熔損質(zhì)量損失
由圖8可以看出,經(jīng)過20 min熔損后,2種堆焊層迎鋁面均受到了明顯的熔蝕,同時迎鋁面經(jīng)過鋁液的沖刷而出現(xiàn)嚴(yán)重的剝落現(xiàn)象,且焊前淬回火工藝下堆焊層的剝落程度比焊后淬回火工藝下堆焊層更加明顯,剝落區(qū)域已從迎鋁面延伸到圓柱體3/4位置,因此熔損20 min時的熔損質(zhì)量損失較大。經(jīng)過40 min熔損后,2種堆焊層均發(fā)生了嚴(yán)重的熔損,迎鋁面出現(xiàn)了較大體積的熔損坑,這是由于堆焊層在鋁液中經(jīng)過長時間的攪拌后與鋁液充分接觸導(dǎo)致的;焊后淬回火工藝下堆焊層的熔損坑深度較小,因此40 min熔損后其熔損質(zhì)量損失較小。可知,焊后淬回火工藝下堆焊層具有更優(yōu)異的抗熱熔損性能,與熔損質(zhì)量損失試驗結(jié)果吻合。

圖8 不同工藝下堆焊層在不同熔損時間后的熔損表面形貌
熔損后的截面形貌能充分反映堆焊層的抗鋁液熔損性能,選取熔損20 min后黏附鋁的堆焊層截面形貌進行觀察。由圖9可以看出:熔損20 min后不同工藝下堆焊層截面熔損界面均包括黏附鋁層、界面層和堆焊層;界面層分為外層和內(nèi)層,且外層厚度比內(nèi)層大,外層和內(nèi)層均為Fe-Al-Si金屬間化合物層,與內(nèi)層相比,外層中鋁含量較高,硅和鐵含量較低。外層和內(nèi)層存在形貌和厚度的差異,這是因為內(nèi)層在熔損過程中形成了致密化合物層,當(dāng)其無法繼續(xù)生長之后便形成了疏松的外層并逐漸向外擴散[19]。由圖10可以看出,黏附鋁層、界面層、堆焊層中鋁含量逐漸降低,鐵元素含量逐漸增加,硅元素在界面層存在偏聚,可知堆焊層和黏附鋁層發(fā)生了鐵、鋁元素的相互擴散。由于鐵向鋁中的擴散系數(shù)大于鋁向鐵中的擴散系數(shù)[20],因此熔損界面處鋁元素含量的波動比鐵元素大。在Fe-Al界面反應(yīng)過程中硅元素容易在金屬間化合物層聚集[21],因此界面層的硅含量明顯高于黏附鋁層和堆焊層。焊后淬回火和焊前淬回火工藝下堆焊層的界面層厚度分別為17.9,25.2 μm,在熔損過程中界面層的厚度反映了熔損的劇烈程度,可知焊前淬回火工藝下堆焊層與鋁液的反應(yīng)更加劇烈,因此該堆焊層的抗鋁液熔損性能較差。焊前淬回火工藝下堆焊層組織更加不穩(wěn)定,從而極大提高了原子的擴散系數(shù),因此在熱熔損過程中,鋁在堆焊層表面更容易擴散;焊前淬回火工藝下堆焊層抗回火軟化性能差,因此在鋁液中保溫一定時間后其表面軟化程度更嚴(yán)重,軟化后的堆焊層在與鋁液接觸的過程中更容易產(chǎn)生鋁黏附現(xiàn)象[22]。綜上,焊前淬回火工藝下堆焊層的熔損程度比焊后淬回火工藝的更嚴(yán)重。
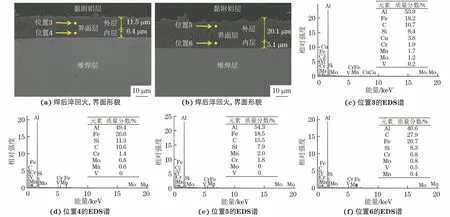
圖9 熔損20 min后不同工藝下堆焊層截面熔損界面形貌和不同位置的EDS譜
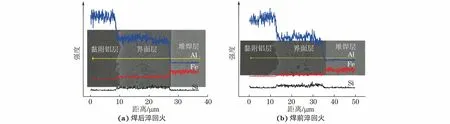
圖10 熔損20 min后不同工藝下堆焊層截面熔損界面處的元素線掃描結(jié)果
3 結(jié) 論
(1)焊態(tài)堆焊層的組織為鐵素體和淬火馬氏體,焊后和焊前淬回火工藝下堆焊層的組織均為回火馬氏體,但是焊后淬回火工藝下堆焊層中析出了更多彌散分布的碳化物且組織更加細(xì)小,馬氏體組織更加穩(wěn)定。
(2)在600 ℃回火過程中,隨著保溫時間的延長,焊后和焊前淬回火2種工藝下堆焊層晶界附近的鉻系和鉬系碳化物聚集粗化,馬氏體板條寬化,硬度降低,但焊后淬回火工藝下堆焊層中析出更多彌散分布的細(xì)小二次碳化物,抑制了馬氏體板條的寬化,與未回火時相比,600 ℃回火48 h后該堆焊層的硬度降低幅度僅為10.2%,小于焊前淬回火工藝的30.4%,表現(xiàn)出更優(yōu)異的回火穩(wěn)定性。
(3)在700 ℃鋁液熔損試驗中,堆焊層熔損界面處發(fā)生鐵、鋁元素擴散現(xiàn)象,硅元素在界面層偏聚,焊前淬回火工藝下堆焊層的熔損質(zhì)量損失大于焊后淬回火工藝堆焊層,界面層的厚度較大,堆焊層與鋁液的反應(yīng)更加劇烈,焊后淬回火工藝下堆焊層具有更優(yōu)異的抗熱熔損性能。
猜你喜歡
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年11期)2015-07-18 11:15:04
