AgCuGaInSn釬料的制備及其釬焊性能研究
2022-08-29 12:59:44雷睿超操齊高王瑞紅
中國材料進展 2022年8期
雷睿超,操齊高,王瑞紅
(1.西北有色金屬研究院,陜西 西安 710016)(2.西安理工大學材料科學與工程學院,陜西 西安 710048)
1 前 言
Cu3Ag0.5Zr(數字表示對應元素質量百分數,下同)合金主要被用于制作航天發動機尾噴管再生冷卻系統推力室內壁,其高強度、高導熱的特性能夠充分滿足再生冷卻系統的服役條件[1]。基于以上特性,Cu3Ag0.5Zr合金被用來設計制造高性能板翅式換熱器,以滿足高性能換熱器的力學和導熱要求。
在板翅式換熱器的制作過程中,翅片和隔板之間的釬焊工藝會直接影響到換熱器的換熱效率、工作可靠性和安全性[2, 3]。因此,在CuAgZr合金換熱器的設計和研發中,合適的釬料選擇和合理的釬焊工藝設計具有重要地位。除此之外,釬焊后CuAgZr基材的力學性能也會發生變化,最終影響換熱器的整體性能。
為了明確CuAgZr合金的釬焊溫度區間,將軋制加工率為50%的Cu3Ag0.5Zr合金拉伸試樣分別在400,500,600,700和800 ℃下保溫10 min,進行氬氣保護退火。定義非比例伸長率為0.2%時的應力為屈服強度σp0.2,上述不同保溫溫度下退火試樣的σp0.2如表1所示。從表1可以看出,相較于800 ℃,當釬焊溫度降至700 ℃時,母材的屈服強度提升了接近一倍。進一步降低釬焊溫度,母材在400~500 ℃處可以獲得更高的屈服強度,但是適用于該釬焊溫度的釬料一般為Zn-Al基釬料,且此溫度下釬焊接頭的力學性能較差(剪切強度約為100 MPa)[4-6],不能有效保證換熱器的穩定服役。

表1 不同保溫溫度下Cu3Ag0.5Zr退火試樣屈服強度
Ag-Cu基釬料具有適中的釬焊溫度(600~1000 ℃)、較高的強度、良好的塑韌性和加工性等優點[7]。采用Ag-Cu基釬料釬焊可以在獲得較高接頭強度的同時提高基材強度。因此設計并開發適用于700 ℃釬焊溫度的Ag-Cu基釬料是提高基材強度,進而提高換熱器整體性能的核心問題之一。
Ag-Cu基釬料的釬焊溫度主要由釬料的液相點決定,而釬料的液相點主要通過合金元素的種類和含量實現調控。在AgCu28(熔點780 ℃)的基礎上,加入In,Sn,Ga,Zn等低熔點金屬元素可以極大地降低釬料液相點,從而降低釬焊溫度。
Ag-Cu基釬料中加入少量Sn和In元素時,釬料組織基本由富Ag的α相和富Cu的β相構成,Sn和In含量過多則會生成金屬間化合物,β相和金屬間化合物都屬于脆性相,因此Sn和In含量過多會造成釬料塑性下降、難以加工成型[8]。對于綜合性能最優的Ag-Cu-In-Sn釬料(液相點為554~604 ℃[9]),有報道采用大變形熱擠壓開坯—熱軋—冷軋—退火—冷精軋的工藝,成功制得厚度在0.1 mm以下的帶材[10]。昆明貴金屬研究所研究人員[11, 12]針對不能以軌制-退火工藝加工的Ag-22.4Cu-20Sn釬料,開發了疊軋復合-擴散合金化制備方法,成功制備了可以沖裁加工的片狀釬料,該釬料的液相點約為555 ℃。非晶甩帶法由于其可用于制備脆性材料的優點,在中溫釬料領域被廣泛研究和應用[13]。基于粉末燒結成型的粉末電磁壓實技術也受到了相當的關注[14]。
近年來,也有研究者開發了Ag-Cu-Ga體系釬料。柳旭等[15]研究了Ga含量為5%~20%(質量分數,下同)的AgCuGa釬料,開發了有望取代AgCu28的Ag-55Cu-5Ga釬料。該研究表明,Ag-55Cu-5Ga釬料由富Ag相、富Cu相和AgCu共晶組織組成,Ga主要固溶于富Cu相中。使用該釬料釬焊無氧銅形成剪切接頭,結合處的剪切強度大于基材剪切強度。5% Ga的加入在保持接頭連接強度的同時降低了釬料的液相點;當Ga含量增至20%時,Ag-40Cu-20Ga液相點相較于AgCu28降低了約130 ℃,可見Ga對AgCu基釬料液相點有較大影響。盧方焱[16]較為系統地研究了In,Ga元素對Ag-Cu-Zn-Sn釬料熔化特性和釬焊性能的影響,研究表明,加入3%的Ga可以使AgCuZnSn釬料液相點降低約70 ℃;而加入3%的In可以使AgCuZnSn釬料液相點降低約60 ℃;當Ga含量為3%、In含量為1.5%~2%時,焊料綜合性能最佳。但是該釬料中含有Zn,不適用于真空釬焊。曲文卿等[17]以AgCu合金為基礎合金,加入了總含量為12%~15%的Ga和In,成功研制了高塑性的AgCuGaIn合金。該系列合金液相點在723~732 ℃之間,Ga在Cu中和In在Ag中有較大的固溶度是該系列釬料塑性較高的主要原因。
總之,Ag-Cu-In-Sn系釬料合金的液相點較低但脆性較大;而Ag-Cu-Ga-In系釬料合金具有較高的塑性和較高的液相點。為了得到液相點較低且塑性較好的釬料,本文以Ag-Cu-In-Sn釬料以及Ag-Cu-Ga-In釬料的研究工作為基礎,以Cu3Ag0.5Zr合金制板翅式換熱器翅片與隔板之間的釬焊連接為研究對象,嘗試通過Ga,In,Sn的混合加入得到液相點較低(700 ℃以下)且塑性較好、適于Cu3Ag0.5Zr合金換熱器釬焊的AgCuGaInSn釬料,最后初步探究該釬料對Cu3Ag0.5Zr的釬焊性能。
2 實 驗
2.1 釬料成分設計
首先設計并熔煉了如表2成分的釬料,編號為A1~A4,熔煉釬料所采用的原料均為雜質含量小于0.01%的AgCu28以及純Ga,In,Sn錠。將各釬料的原料在氬氣保護感應熔煉爐中進行熔煉,在熔煉過程中利用感應線圈產生的交變磁場對充分熔化的液態釬料進行電磁攪拌,攪拌時長約1 min,使用吸鑄將液態釬料鑄成直徑約為6 mm、長度約為20 cm的鑄態釬料棒材。其次,對鑄態釬料棒材進行旋鍛加工,初始加工每道次加工率約為6%,總加工率約為52%;其中A4釬料加工至直徑為5 mm時斷裂,如圖1所示,因此A4釬料塑性較差,加工周期較長。
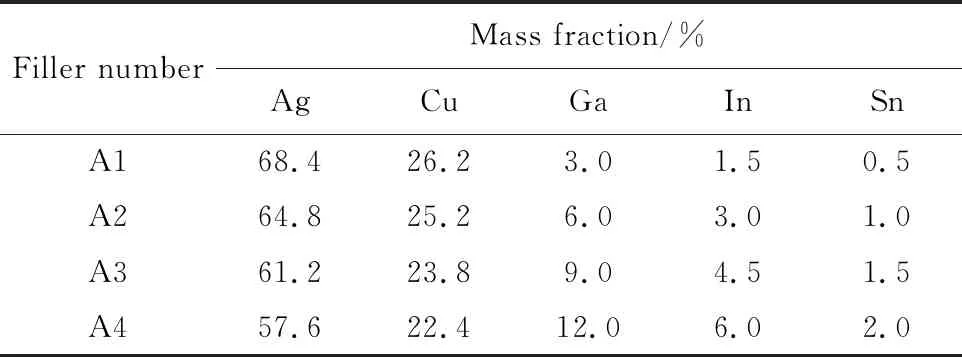
表2 不同Ga,In,Sn總含量的AgCuGaInSn釬料成分表(WGa∶WIn∶WSn=6∶3∶1)

圖1 旋鍛過程中橫斷的A4釬料
考慮到加工周期,將Ga,In,Sn總含量控制在15%,調控Ga與In比例,篩選出綜合性能最優的釬料,編號為B3~G3,各釬料成分見表3。采用高頻熔煉和吸鑄成型將表3中各釬料鑄成直徑和長度與A1~A3相同的棒材,并進行旋鍛。將旋鍛后A1~A3和B3~G3釬料棒材進行退火和拉拔,退火工藝為600 ℃保溫2 h,拉拔每道次直徑減少量為0.1 mm,拉至直徑為1 mm后進行冷軋。最后對各釬料絲材進行軋制和退火。將除A4以外的釬料加工成0.05~0.2 mm厚的帶材。

表3 不同WGa∶WIn比值的AgCuGaInSn釬料成分表
2.2 釬料組織和熔化特性分析
帶材微觀組織分析:利用X射線衍射儀(日本島津 XRD-7000)對厚度為0.4 mm釬料帶材進行物相分析。在掃描電子顯微鏡(SEM,日本電子株式會社 JSM-6460)下觀察釬料鑄態組織形貌和帶材縱向截面的組織形貌,并利用能譜儀進行微區域成分分析。
釬料熔化特性分析:取各釬料直徑為4 mm的絲材,使用角磨機在各絲材上切取約1 mm厚的釬料薄片,將薄片在W80砂紙上打磨平整,然后使用無水乙醇對打磨后薄片進行超聲清洗,制備熱分析試樣,并使用差式量熱儀(德國耐馳 STA449F5)測試各熱分析試樣的熔化特性。
2.3 釬焊實驗
分析釬料的差示掃描量熱分析(differential scanning calorimetry, DSC)曲線,明確各釬料固相線和液相點;選擇液相點最低的釬料作為AgCuGaInSn系釬料中最適用于釬焊CuAgZr合金的釬料;采用真空釬焊工藝進行潤濕實驗和釬焊,測試釬料潤濕特性、接頭剪切性能;觀察接頭金相組織和斷口形貌,評價AgCuGaInSn釬料對CuAgZr合金的釬焊性能。
設置釬焊溫度為釬料液相點溫度以及液相點溫度以上30~60 ℃;采用不銹鋼箔控制釬縫寬度,使釬縫寬度均為200 μm;釬焊保溫時間為20 min。釬焊接頭的搭接方式和剪切性能測試方法如圖2所示。釬焊接頭的力學性能測試在萬能力學試驗機(上海拓豐 TFW-10S)上進行,采用SEM和金相顯微鏡對接頭組織和剪切斷口進行觀察。
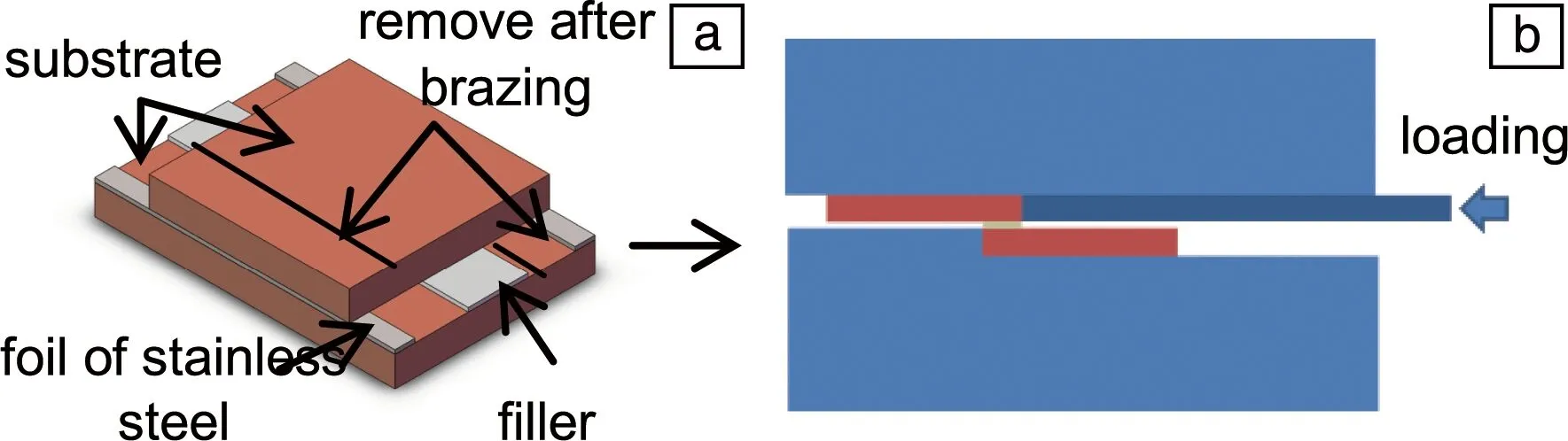
圖2 釬焊試樣裝配(a)與釬焊接頭剪切強度測試方法(b)示意圖
3 結果與討論
3.1 釬料物相和熔化特性分析
不同成分的AgCuGaInSn釬料軋制態帶材的XRD圖譜如圖3所示。從XRD圖譜可以看出,總含量在15%以內、不同Ga,In和Sn比例的Ga,In,Sn加入到AgCu28后,釬料主要由Ag和Cu兩種固溶體組成。隨著Ga,In,Sn總含量增加至15%,并未發現有新相的形成。

圖3 各釬料軋制態帶材XRD圖譜
各釬料DSC曲線如圖4所示,從圖4a中可以看出,當Ga,In,Sn總含量從5%(A1)增長至10%時(A2),釬料液相點從764 ℃降低至741 ℃,降低并不明顯;但是Ga,In,Sn總含量增加至15%時(A3),釬料液相點則較大幅度降至693 ℃。而從圖4b可以看出,在保持Ga,In,Sn總含量恒定(15%)的情況下,WGa∶WIn分別為4∶5(D3)和2∶7(F3)時,釬料液相點最低,約為675 ℃。考慮到Ga為稀散金屬且價格較高,優選含Ga量較低的F3釬料Ag61.2Cu23.8Ga3In10.5Sn1.5作為AgCuGaInSn系列中用于釬焊CuAgZr合金的釬料。

圖4 AgCuGaInSn釬料差示掃描量熱分析曲線:(a)WGa∶WIn∶WSn=6∶3∶1, 不同Ga,In,Sn總含量;(b)Ga,In,Sn總含量為15%,不同WGa∶WIn比例
3.2 釬料組織分析
圖5為F3釬料鑄態橫截面(圖5a和5b)和帶材軋制退火態縱截面(圖5b和5c)組織二次電子成像照片,表4給出了F3釬料鑄態和軋制退火態組織的局部能譜成分分析結果(對應圖5b和5c)。結合XRD圖譜(圖3)和能譜儀檢測結果(表4)可以得出,釬料鑄態組織由初晶富Ag相和AgCu共晶組織組成;對比鑄態組織,帶材軋制退火態組織為織構組織,襯度較深的富Cu相和襯度較淺的富Ag相均沿軋制方向被拉長,表明組成釬料的2種相均有一定的塑性,這是F3釬料具有良好加工性的內在原因。
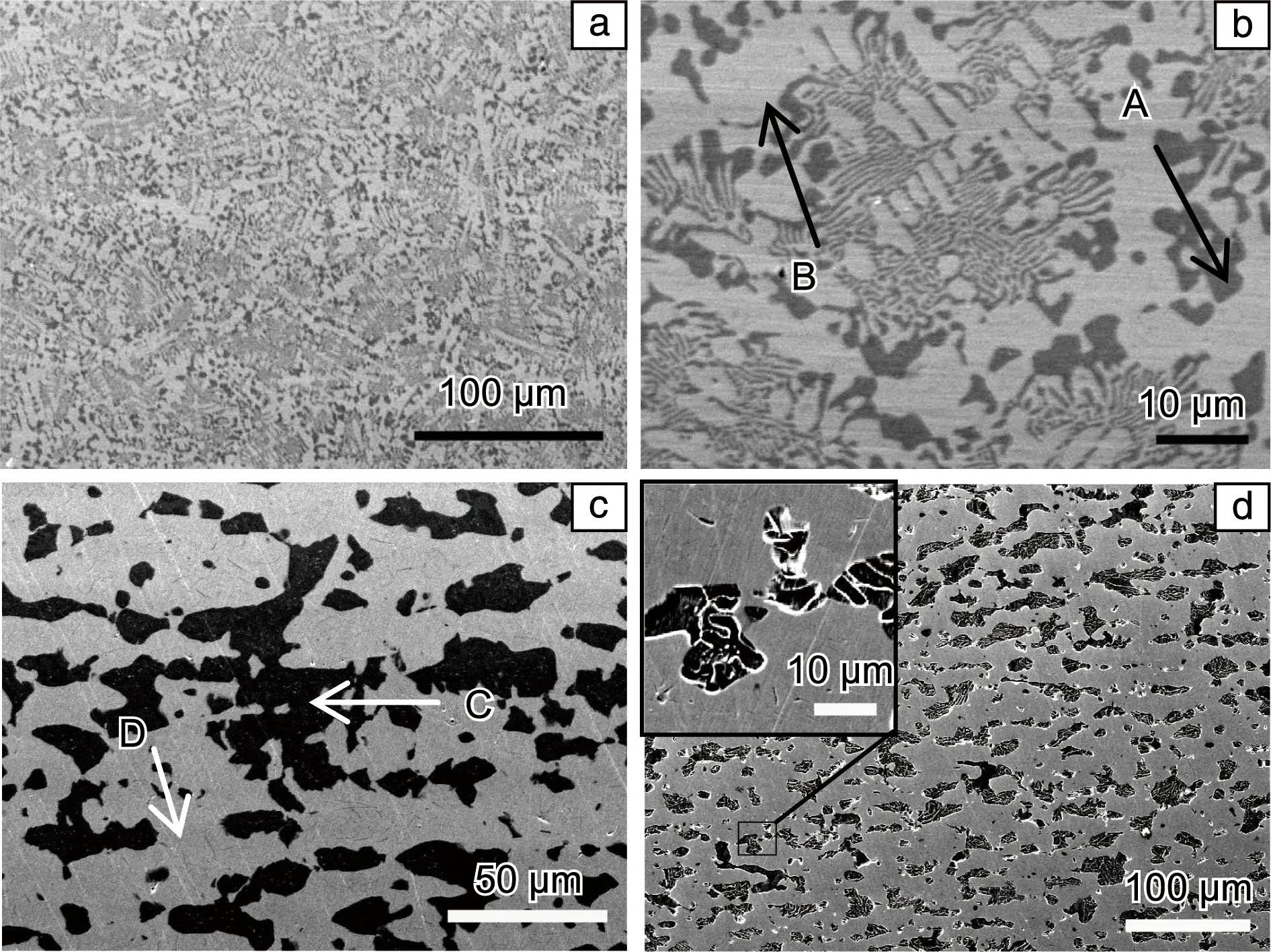
圖5 F3釬料鑄態橫截面(a,b)和帶材軋制退火態縱截面(c,d)SEM照片:(a)低倍,(b)高倍;(c)未腐蝕,(d)腐蝕
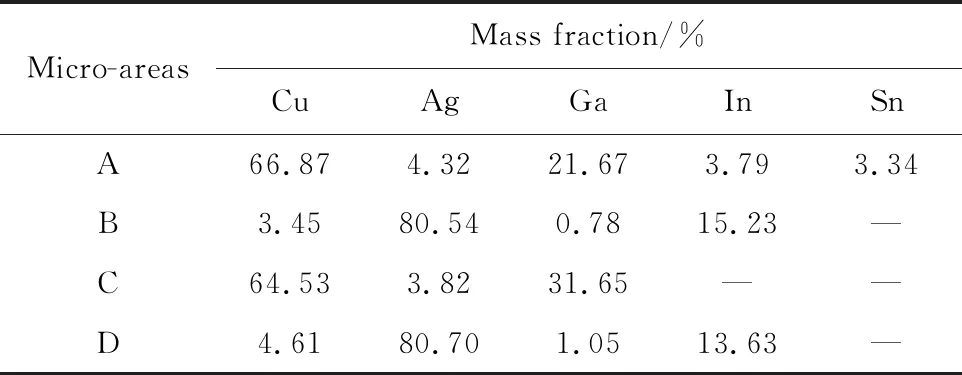
表4 F3釬料鑄態(圖5b)和軋制退火態(圖5c)標注位置微區成分分析
對比鑄態的成分可知,經過冷加工和退火處理的F3釬料帶材中Ga仍主要固溶于富Cu相中,In仍主要固溶于富Ag相中,富Ag相中也固溶了少量的Ga;而富Ag相和富Cu相中均沒有檢測出Sn元素。
3.3 釬焊實驗
在釬焊實驗之前,首先在675 ℃釬焊溫度和保溫10 min的工藝條件下,對F3釬料對CuAgZr基材的潤濕性能進行測試,結果如圖6所示。從圖6可以看出,F3釬料熔化并在CuAgZr基材表面漫流鋪展,說明F3釬料對CuAgZr基材具有良好的潤濕性能,可以采用F3釬料釬焊CuAgZr合金。

圖6 F3釬料在675 ℃時對CuAgZr基材的潤濕性
F3釬料在675~735 ℃釬焊CuAgZr合金接頭截面的SEM照片如圖7所示,圖7a中各標注點的成分分析結果見表5。從圖7a可以看出,在675 ℃釬焊溫度下接頭連接區域組織主要由富Ag相和富Cu相組成,其中富Ag相中彌散分布了針狀富Cu相,同時連接區域中間也存在少量Sn的偏析區域。

圖7 F3釬料在不同釬焊溫度下釬焊CuAgZr合金的接頭組織的SEM照片(200 μm釬縫寬度):(a)675 ℃,(b)705 ℃, (c) 735 ℃
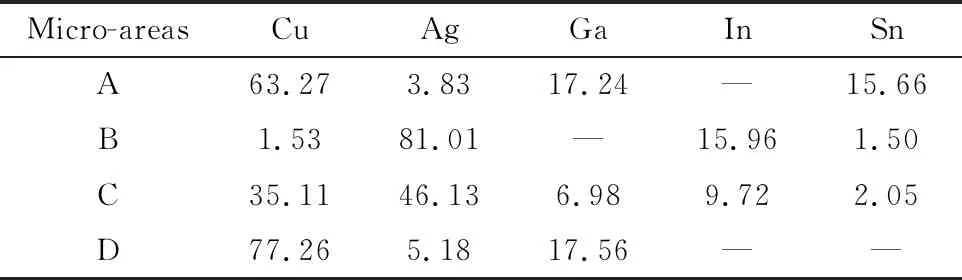
表5 圖7a中各標注點的能譜微區成分分析
釬焊過程中,母材和液態釬料之間的互擴散使液態釬料的Cu濃度增加,Cu濃度越大,AgCu共晶組織越顯著。而Cu濃度與釬焊溫度有關,釬焊溫度越高擴散速率越大,Cu濃度越高。釬焊溫度較低時(675 ℃),擴散速率較小,液態釬料的Cu濃度較低,凝固過程中首先結晶出富Ag相,溫度降至共晶點時,較少的共晶液相通過離異共晶反應生成富Cu相,凝固后的組織為如圖7a所示的初晶富Ag相和AgCu離異共晶組織。釬焊溫度提升至705 ℃時,Cu濃度較高,溫度降至共晶點時剩余的共晶液相較多,凝固后出現AgCu共晶組織(圖7b),進一步提升至735 ℃,AgCu共晶組織更加顯著(圖7c)。
在675 ℃下釬焊200 μm釬縫寬度接頭,剪切強度約為275 MPa。剪切斷口SEM照片如圖8所示,接頭呈現韌性斷裂特征,屬于微孔聚集型斷裂,表明Ag61.2Cu23.8Ga3In10.5Sn1.5釬料在675 ℃下釬焊CuAgZr合金時不會產生弱化連接強度的脆性化合物,這種韌性連接將會保證換熱器的工作可靠性和安全性。另外,在斷口處也觀察到一些微孔洞,這是由釬焊溫度較低,釬料的流動性不佳導致的。

圖8 F3釬料在675 ℃下釬焊200 μm釬縫寬度接頭的剪切斷口形貌
使用AgCuGaInSn釬料可以成功在700 ℃左右釬焊CuAgZr合金,該溫度下釬焊CuAgZr合金可以使基材的屈服強度達到100 MPa左右(表1),相比于800 ℃以上釬焊,基材的屈服強度提升了接近一倍,并且該釬焊溫度下接頭具有較高的剪切強度和較好的韌性,同時AgCuGaInSn釬料中不含高蒸氣壓元素,因此AgCuGaInSn釬料適用于CuAgZr合金的真空釬焊。
4 結 論
(1)Ga,In,Sn總含量為5%~15%(質量分數),Ga和In在質量比6∶3~1∶8之間的AgCuGaInSn系列釬料具有良好的加工性能和較低的釬焊溫度(700 ℃左右)。其中Ag61.2Cu23.8Ga3In10.5Sn1.5(數字表示對應元素質量百分數,下同)釬料液相點最低,為675 ℃,該釬料組織由富Ag相和富Cu相組成,這2種相均具有良好的塑性,從而使該釬料具有良好的加工性能。
(2)Ag61.2Cu23.8Ga3In10.5Sn1.5釬料可以在675~735 ℃之間釬焊CuAgZr合金,接頭組織主要由富Ag相和富Cu相組成,隨著釬焊溫度的升高,連接區域逐漸出現AgCu共晶組織。675 ℃下釬焊200 μm釬縫,接頭可獲得約275 MPa剪切強度。接頭的斷裂為韌性斷裂,這種韌性斷裂可以提高換熱器的工作可靠性和安全性。
(3)使用Ag61.2Cu23.8Ga3In10.5Sn1.5釬料釬焊CuAgZr合金可以降低釬焊溫度,提升CuAgZr合金的屈服強度,進而提升換熱器的整體性能。
