口袋布自動縫制設備控制系統設計與實現
2022-08-27 03:30:48刁均艷查長禮
景德鎮學院學報 2022年3期
關鍵詞:設備
刁均艷,王 偉,查長禮
(1安慶職業技術學院, 安徽 安慶 246003;2安徽師范大學,安徽 安慶 246011)
0 引言
我國成為制造大國已有多年,但在很多生產領域中仍延續著傳統的人工流水線工作模式,尤其是在服裝加工行業,這種人工流水線比比皆是。在很多生產廠家看來,上全自動控制裝備所需成本要高于人工的成本,但隨著經濟的發展,流水線工人的薪資也在不斷地調整與提升,使生產成本增加。所以當前很多大型的服裝生產企業已經在用全自動化的設備逐漸替代人工流水線,這樣不僅可以節省成本,而且提升整體生產效率。本文研究的口袋布自動縫制設備控制系統是在DSP/ARM的全自動縫紉控制系統上進行改進[1]以滿足生產需求,首先對口袋布自動縫制設備的系統文件進行統一處理,接著根據口袋布自動縫制設備系統的工作要求,進行硬件設計。然后針對口袋布自動縫制設備在工作中會出現抖動問題對控制算法和縫制軌跡進行優化,使縫制選擇更優的銜接,如此在硬件與軟件上進行改進來實現口袋布自動縫制功能。
1 口袋布自動縫制設備設計及PLT文件優化
1.1 口袋布自動縫制設備硬件結構設計
口袋布自動縫紉設備硬件設計中共有五大模塊,分別是電腦主機、機器上控制觸摸屏、運動控制電路板、移動平臺和縫紉機頭,具體的硬件結構設計如圖1所示。

圖1 口袋布自動縫制設備硬件設計圖
電腦主機:使用臺式機或筆記本,在使用CAD繪制好口袋布的尺寸規格后生成執行系統文件,通過機器上的USB接口與控制觸摸屏相連,將電腦中設計好的產品PLT文件傳輸至機器中進行生產。
控制觸摸屏:控制觸摸屏是口袋布自動縫紉設備的控制系統,其中功能有讀取文件,解析文件中的坐標,根據PTL文件中的設定確定坐標,根據縫制產品的尺寸設計要求來實施,在面板上有開始、停止、設置生產數量等功能[2]。
運動控制電路板:控制觸摸屏具有控制功能,而運動控制電路板具有命令執行功能,在控制觸摸屏上操作下達相應指令后,由運動控制電路板來具體實施,運動控制電路板與縫紉機頭、移動平臺和控制觸摸屏相互連接。
縫紉機頭:縫紉機頭是終端操作模塊,根據控制模塊的指令進行實際操作,完成落針、抬針、落壓腳、抬壓腳等功能,所有的縫制動作均由該模塊完成。
移動平臺:移動平臺屬于輔助操作模塊,縫紉機頭在不同的縫制方法之間進行切換,而縫制過程中的角度調整則由移動平臺來執行,縫紉機頭和移動平臺兩者之間相互配合共同來完成縫制任務。
通過口袋布自動縫制設備可以在極大程度上降低對人工的需求,一個工人可以同時負責5臺~10臺機器的運行,原有的縫制任務交由機器來完成,這樣可以降低成本并提升效率,從而為服裝制造企業提升經濟效益[3]。
1.2 PLT文件優化方案
在服裝生產環節中,有很多軟件可以制定服裝的制作樣式和制作的過程,其中包括Photoshop、Adobe image、AutoCAD等軟件,這些軟件在生成PLT文件時對內部一些細節處理會有所不同,在實際的操作過程中需要進行細微的調整,如果操作人員忽略某些細節,極易造成失誤,無法達到生產要求。為了使生產效率提升,首先需要規范好不同軟件的執行命令,所有的指令需要統一,在控制觸摸屏中將所有的軟件中的命令進行統一更換,使其達到一致;其次對不同軟件中的符號在控制觸摸屏中進行統一規劃,例如x、y軸的標識符統一為半角的“,”標識,而分割標識統一為半角“;”標識。最后是移動平臺的坐標確定,所有文件中的初始x和y坐標要與機器的初始坐標對齊,確保初始坐標相同,而移動的位置均統一為像素點距離。
1.3 口袋布自動縫制設備控制系統框架設計

圖2 自動縫制設備控制系統框架設計圖
在控制系統中也是以五大模塊為主,其中包括主機、控制顯示器、縫紉機頭、移動平臺、運動控制器,在控制系統中移動平臺、縫紉機頭、電機限位傳感器和一些其他功能都是在運動控制器中[4]。為了方便后期的機器增加功能,在運動控制器中增加相應的端口,為了使機器真正達到無人化管理,在控制器中增加壓腳、剪線、壓線等功能,具體的設備控制系統框架設計如圖2所示。
2 口袋布自動縫制設備系統設計與實現
2.1 口袋布自動縫制設備系統主程序流程設計
在服裝生產過程中,類似口袋布這種加工環節屬于循環流程,程序在開始時初始化子程序,主要是對不同文件的規格進行統一,不同的字符進行統一;程序統一完成后運動控制器判斷是否接收到數據,根據接收到的數據配置生產環境,判斷當前機器狀態。機器狀態有三種情況:一種為手動調節程序命令;一種為聯機狀態,在聯機狀態下,需要確定機器中存儲空間是否有相應的生產數據,有數據后開始解析數據進行生產;最后一種為運行狀態,執行縫紉子程序,上述任何一種狀態都會回到初始子程序下的起點,具體的流程設計如圖3所示。

圖3 口袋布自動縫制設備系統主程序流程圖
2.2 PTL文件優化程序設計與實現
在統一PTL文件時會對其中的字符、規則、流程進行統一,對坐標、長度、時間等進行統一換算。當PTL文件開始執行時,先判斷文件讀取指針R是否等于文件存儲指針C,是的情況等待100ms后跳轉到下一個判斷,否的情況則直接跳轉到下一個判斷,判斷當前存儲地址標志H是否表示在高半區。判斷是的情況跳轉到將當前文件讀取指針R的內容“&”0x00ff,如果為否的情況跳轉到將當前文件讀取指針R中的內容“&”0x00ff后再右移8位。最后兩者跳轉到指針R自增1,根據這種情況繼續判斷指針R是否指向存儲區的底部,如果是則將指針R指向存儲區的頂部,再將存儲地址標志H取反,如果不是則直接結束[5],具體的流程如圖4所示。

圖4 PTL文件優化程序優化流程圖

圖5 PTL文件中坐標程序優化流程圖
在PTL文件指針位置確定后則需要對PTL文件中的坐標位置進行處理,在程序開始后,獲取讀取PTL文件中的初始地址,判斷是否是PTL文件中起始標志,是的情況下跳轉到等待一段時間,以便完成足夠的數據傳輸,如果不是直接跳轉到結束。延續是的環節繼續判斷串口是否收到一幀數據,是的情況下讀取數據,進行相應的數據處理以及功能設置,如果不是則跳轉到讀取下一個指令以及對應的數據,最后都會進入到判斷當前指令,一個進入到根據不同命令進行對應處理,另一個進入到向數據組中存入遠點坐標最后結束,具體流程如圖5所示。
2.3 控制系統內部通信程序設計與實現
電腦主機到觸摸板,觸摸板再到控制平臺都需要通信協議來完成,在口袋布自動縫制設備控制系統中,通信模塊主要實現ARM和DSP之間的通信,其中包括數據互通、功能傳遞、設備控制、設備狀態查詢等一系列功能的實現。通訊程序設計流程比較直接,在接收到開始指令后,直接判斷是否是幀開始標志,是的情況下直接跳轉讀取命令、數據長度兩個字節,如果不是則直接返回,在讀取字節后根據字節命令分別進行參數設置、復位等操作,最后到所有程序執行完成,具體流程如圖6所示。

圖6 控制系統內部通信程序流程圖
2.4 縫紉機頭加減速控制程序設計與實現
在口袋布自動縫制設備控制系統中縫紉機頭的加減速控制一直是一個難題,這個難題中有兩個難點,分別是插補周期和兩軸同步。
在本次研究中插補周期是一個研究難點,每次改變脈沖頻率周期,同時確定對應的脈沖個數。設備中電機進入到穩定期需要多長時間,當確定好時間后,則需要控制好電機的加減速時間,最理想的狀態是電機在運行時加速和減速的時間盡可能的少,這樣可以縮短控制周期,而這個控制周期便是插補周期。在本次研究中對加減速控制設計如下,當程序開始時計算得到下一條線段對應的X軸增量和Y軸增量,同時線段確定選段斜率,跳轉到下一步根據計算得到的增量判斷出兩個軸的運動方向;根據加速度確定新的速度表,同時判斷長軸,將兩軸的方向信息以及同步信號寫入兩軸的命令緩沖區;根據當前速度與下一點速度,確定加速長度、減速長度和加速方向;根據當前速度確定當前加速度;根據當前速度確定長軸的運動步長,再根據當前線段的斜率計算得到短軸的脈沖數,并執行脈沖發送處理子程序;根據加減速度方向進行加減速控制,最后判斷運動是否完成,完成的情況下直接結束,如果沒完成根據當前加速度方向以及加速度,計算得到新的速度,根據該速度,確定新的加速度,跳轉到根據當前速度確定當前加速度。具體的流程如圖7所示。

圖7 加減速控制程序流程圖

圖8 兩軸同步程序優化流程圖
另一個難點是兩軸同步的問題,上一個流程計算出設備的插補周期和對應的脈沖數,但這個程序執行條件是存儲在緩沖區中的,而為了使上個流程更好的執行不出現錯誤,則需要對兩軸同步問題進行優化。當程序開始時,長軸與短軸發送脈沖,在長軸區域根據當前速度確定步長,再確定插補周期,然后進行判斷當前周期是否小于最小脈沖周期,是的話跳轉到短軸的判斷當前周期是否小于最小脈沖周期,兩者判斷條件均為是時,將周期改為最小脈沖周期,最后結束。在長軸端如判斷當前周期是否小于最小脈沖周期時為否時將周期與步長寫入長軸的命令緩沖區,最終將周期改為最小脈沖周期,短軸端的判斷同理,具體的流程如圖8所示。
2.5 縫紉機頭速度規劃程序設計與實現
設備在縫制過程中會根據縫制目標的長度來確定縫制的速度,在需要停止的位置進行減速,在換方向時需要在移動平臺之間相互切換。在確定速度時需要確定目標的坐標點來確定相鄰線段的夾角等數據。在速度規劃程序設計中通常先讀點坐標的同時,設定起點速度與終點速度為最小速度,然后判斷是否小于三個點,小于三個點的條件下將所有點的速度設為最小速度存入緩沖區。如果大于等于三個坐標點則按照順序依次讀取坐標點,計算得到中間點的速度,讀取下一點,計算一下夾角斜率,然后判斷當前讀取的點是不是連續曲線的終點,如果不是則返回到讀取坐標點,如果是計算得到倒數第二個坐標點的速度,讀取終點左邊,最后第二點坐標,然后進行判斷當前讀取的坐標點是不是現需曲線的起始點,如果是則結束,如果不是則跳轉到上一步驟,具體流程如圖9所示。
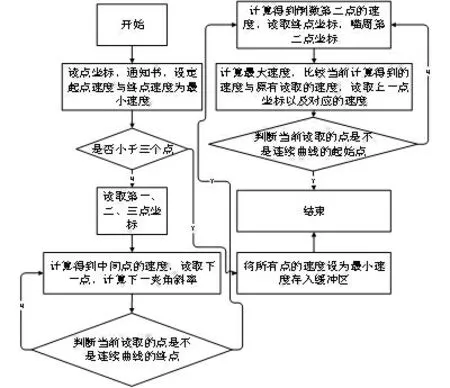
圖9 縫紉機頭速度規劃程序流程圖
2.6 縫紉機頭起點設定程序設計與實現
制作圖紙的工具有很多,每一款制作軟件的原點各不相同,而且與移動平臺的原點位置也不同,如果沒有統一的原點那么制作出來的產品肯定無法達到預期的設想,所以確定原點這個問題在自動縫制設備中十分重要。當程序開始時將設備移到當前文件的第一個縫紉點,及其進入手動模式,判斷當前下發的手動操作指令:是否返回上一步驟;是否進入下一步。第一,點動指令根據方向,對應的改變坐標值,該變量是一個定值,根據精度要求確定,調用運動函數,執行坐標移動;第二,聯動指令判斷聯動結束信號,否的情況下根據方向以及加減速方法,完成向對應方向加速及勻速運動,然后返回上一步驟繼續判斷,是的情況下進入下一步;第三,速度調節改變聯動時的勻速時的速度或點動時的距離。最后是結束指令將其復位到原點,根據重新確定的起點坐標調用平移函數,將當前圖形坐標通過平移換到縫紉平面坐標系,最后結束。具體的流程如圖10所示。

圖10 縫紉機頭起點設定程序流程圖
3 結語
在全球范圍內縫制設備的需求很大,而自動縫制設備的更新換代速度也很快,對于高質量的縫制設備需求更大,本文研究中對口袋布自動縫制設備進行研發,在研發過程中解決自動縫制的問題,同時通過對插補周期和兩軸同步進行優化,解決縫制高難度產品的需求同時也大幅度地提升縫制的效率。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00