核電站安全殼鋼襯里環(huán)吊牛腿安裝技術(shù)*
2022-08-27 09:51:46朱銳卿譚子泓許志華
施工技術(shù)(中英文) 2022年14期
申 濤,朱銳卿,譚子泓,許志華
(中國建筑第二工程局有限公司,北京 100160)
1 工程概況
核電站安全殼鋼襯里環(huán)吊牛腿是重要的承載構(gòu)件,用于支撐裝卸核燃料及設(shè)備用的環(huán)形吊車,核安全等級(jí)為2級(jí),質(zhì)保等級(jí)為Q1級(jí)。環(huán)吊牛腿上蓋板標(biāo)高為38.840m,中心標(biāo)高為38.155m,厚度為45mm;下蓋板、側(cè)面板厚度均為35mm,均為全熔透焊縫,牛腿效果如圖1所示。
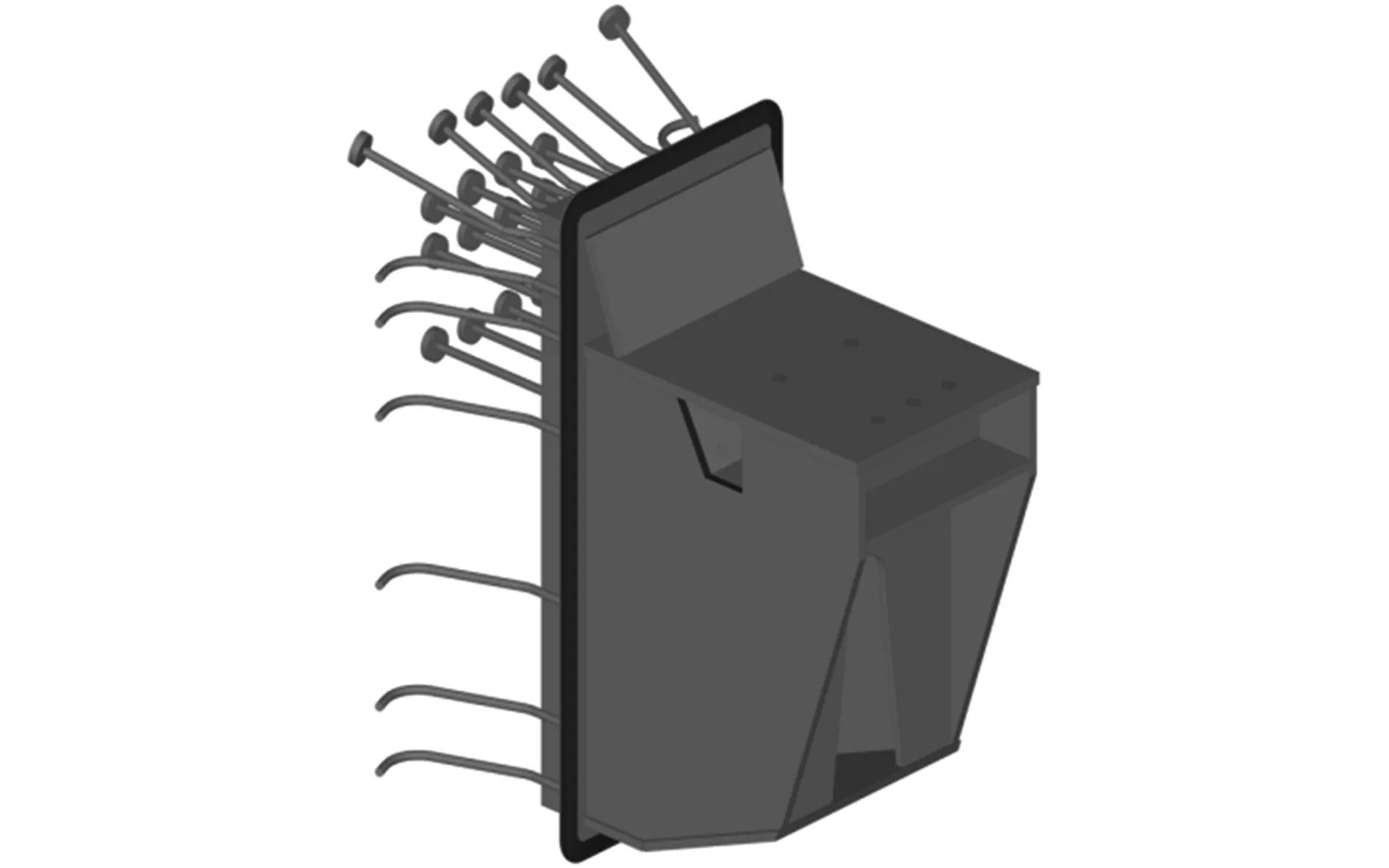
圖1 環(huán)吊牛腿效果
通過牛腿安裝工藝實(shí)施,提高了鋼襯里牛腿安裝效率,為反應(yīng)堆內(nèi)環(huán)形吊車安裝提供了先決條件,保證了施工進(jìn)度。鋼襯里環(huán)吊牛腿安裝施工已應(yīng)用于廣東太平嶺核電站1號(hào)機(jī)組。
2 施工前準(zhǔn)備
2.1 坡口加工
環(huán)吊牛腿與鋼襯里壁板連接處背板未進(jìn)行坡口加工。環(huán)吊牛腿為水平運(yùn)輸,由于水平支架高度較低,坡口加工困難,需翻身立起環(huán)吊牛腿。環(huán)吊牛腿進(jìn)場(chǎng)驗(yàn)收完成后,將其吊至臨時(shí)支架后進(jìn)行坡口加工。
2.2 鋼襯里筒體壁板開孔
使用測(cè)量儀器在鋼襯里壁板上放出牛腿安裝十字中心線及頂面標(biāo)高線,十字中心線長度應(yīng)超出加厚板邊緣。放線結(jié)果檢驗(yàn)合格后,在鋼襯里筒體壁板上畫出預(yù)切割線,進(jìn)行預(yù)切割(預(yù)切割孔徑須小于加厚板尺寸但≥50mm),預(yù)留≥50mm的二次切割余量。
為保證環(huán)吊牛腿安裝精度,用木制環(huán)吊牛腿樣板畫出環(huán)吊牛腿一次切割線,劃線前保證樣板與筒體壁板貼合且十字中心線與鋼襯里筒體壁板上十字線重合。
2.3 輔助吊耳
為便于環(huán)吊牛腿就位后的調(diào)整和組對(duì),在環(huán)吊牛腿上部筒體壁板內(nèi)側(cè)環(huán)向大角鋼位置焊接3個(gè)吊耳,視情況可在外側(cè)環(huán)向大角鋼上增加2個(gè)吊耳,環(huán)吊牛腿兩側(cè)距離埋板邊緣約500mm處焊接約3m長的工字鋼(不小于I14),工字鋼與環(huán)吊牛腿上、下2根環(huán)向角鋼焊接,以供輔助就位時(shí)使用。
3 吊耳驗(yàn)算
吊耳板厚≥20mm,四周滿焊,焊縫高8mm,牛腿按6t重計(jì)算,綜合牛腿在吊裝時(shí)的狀態(tài),對(duì)各吊耳最大承載力進(jìn)行核算。
1)吊耳1 吊耳1在正式吊裝時(shí)受力最大,拉力F1=30kN,剪力F2=8.1kN。在最不利狀態(tài)下的正應(yīng)力σ=25N/mm2≤[σ]=205N/mm2,抗拉強(qiáng)度校核合格;剪應(yīng)力τ=13.5N/mm2≤[τ]=120N/mm2,剪切強(qiáng)度校核合格。焊縫中的正應(yīng)力σf=31.89N/mm2≤160N/mm2,剪應(yīng)力τf=8.61N/mm2≤160N/mm2,σf和τf共同作用應(yīng)力為33.03N/mm2≤160N/mm2。綜上,吊耳1焊縫和自身強(qiáng)度滿足安全使用要求。
2)吊耳2 吊耳2在吊裝就位后受力最大,拉力F1=15kN,剪力F2=1.85kN。在最不利狀態(tài)下的正應(yīng)力σ=9.38N/mm2≤205N/mm2,抗拉強(qiáng)度校核合格;剪應(yīng)力τ=2.32N/mm2≤120N/mm2,剪切強(qiáng)度校核合格。焊縫中的正應(yīng)力σf=12.88N/mm2≤160N/mm2;剪應(yīng)力τf=1.99N/mm2≤160N/mm2,σf,τf共同作用應(yīng)力為13.04N/mm2≤160N/mm2。綜上,吊耳2焊縫和自身強(qiáng)度滿足安全使用要求。
3)吊耳3 吊耳3在吊裝就位后受力最大,拉力F1=10kN,剪力F2=9.37kN。在最不利狀態(tài)下的正應(yīng)力σ=10N/mm2≤205N/mm2,抗拉強(qiáng)度校核合格;剪應(yīng)力τ=18.74N/mm2≤120N/mm2,剪切強(qiáng)度校核合格。焊縫中的正應(yīng)力σf=7.2N/mm2≤160N/mm2,剪應(yīng)力τf=6.74N/mm2≤160N/mm2,σf,τf共同作用應(yīng)力為9.87N/mm2≤160N/mm2。綜上,吊耳3焊縫和自身強(qiáng)度滿足安全使用要求。
吊耳3連接牛腿的工裝側(cè)邊主要受拉力和剪力,厚度按30mm計(jì)算,長度按40mm計(jì)算;工裝下部鋼板主要受剪力,厚度按30mm計(jì)算。工裝側(cè)邊在最不利狀態(tài)下的正應(yīng)力σ=8.34N/mm2≤205N/mm2, 抗拉強(qiáng)度校核合格;剪應(yīng)力τ=7.8N/mm2≤120N/mm2,剪切強(qiáng)度校核合格。工裝下部鋼板在最不利狀態(tài)下剪應(yīng)力τ=8.33N/mm2≤120N/mm2,強(qiáng)度校核合格。
4)吊耳4 吊耳4在吊裝時(shí)受力最大,拉力F1=30kN, 正應(yīng)力σ=12.5N/mm2≤205N/mm2,抗拉強(qiáng)度校核合格;焊縫中的正應(yīng)力σf=18.6N/mm2≤160N/mm2。綜上,吊耳4焊縫和自身強(qiáng)度滿足安全使用要求。
5)吊耳5 吊耳5在吊裝就位后受力最大,剪力F1=30kN,拉力F2=12.5kN。在最不利狀態(tài)下的正應(yīng)力σ=12.5N/mm2≤205N/mm2,抗拉強(qiáng)度校核合格;剪應(yīng)力τ=60N/mm2≤120N/mm2,剪切強(qiáng)度校核合格。焊縫中的正應(yīng)力σf=9N/mm2≤160N/mm2, 剪應(yīng)力τf=21.6N/mm2≤160N/mm2,σf,τf共同作用應(yīng)力為21.6N/mm2≤160N/mm2。綜上,吊耳5焊縫和自身強(qiáng)度滿足安全使用要求。
為防止吊耳受拉引起鋼襯里筒體壁板變形,在吊耳位置焊接3塊Q235B加強(qiáng)板(尺寸為200mm×200mm×10mm),加強(qiáng)板與壁板間環(huán)縫采取滿焊,焊腳高6mm,焊后做100%VT,100%PT,吊耳與加強(qiáng)板焊接輔助環(huán)吊牛腿安裝。環(huán)吊牛腿安裝完成后去除吊耳,加強(qiáng)板作為永久性附件,表面涂刷油漆防腐,要求與鋼襯里壁板一致。環(huán)吊牛腿安裝用輔助吊耳如圖2所示。
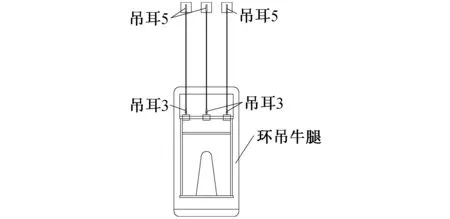
圖2 環(huán)吊牛腿安裝用輔助吊耳
4 施工工藝
4.1 工藝流程
環(huán)吊牛腿驗(yàn)收合格→環(huán)吊牛腿坡口加工→環(huán)吊牛腿安裝位置測(cè)量、放線→預(yù)切割鋼襯里筒體壁板→吊裝、就位→調(diào)整加勁板十字線與安裝中心十字線重合→加勁板與鋼襯里筒體壁板貼合→檢查、調(diào)整→沿加勁板邊緣劃線→二次切割鋼襯里筒體壁板→組對(duì)、點(diǎn)焊→焊接前檢查→焊接→焊后測(cè)量→焊縫檢驗(yàn)→錨固鋼筋安裝。
4.2 環(huán)吊牛腿安裝
1)將環(huán)吊牛腿從外向內(nèi)穿過鋼襯里筒體壁板預(yù)切割孔,利用掛在環(huán)吊牛腿上部環(huán)向角鋼處的手拉葫蘆及與兩側(cè)工字鋼相連的手拉葫蘆輔助環(huán)吊牛腿就位。
2)利用手拉葫蘆調(diào)整環(huán)吊牛腿位置及水平度,使加強(qiáng)板十字中心線與鋼襯里筒體壁板上十字線重合,利用鉤鐵或楔鐵鎖定環(huán)吊牛腿,使環(huán)吊牛腿加強(qiáng)板與筒體壁板貼合,然后進(jìn)行準(zhǔn)確的二次切割。邊切割邊調(diào)整對(duì)接縫隙,進(jìn)行點(diǎn)焊組對(duì)。
3)環(huán)吊牛腿安裝過程中,需確保上蓋板板面與鋼襯里筒體壁板上環(huán)吊牛腿頂面標(biāo)高線重合,同時(shí)環(huán)吊牛腿與鋼襯里筒體壁板點(diǎn)焊組對(duì)前,需將環(huán)吊牛腿上蓋板板面抄平并通過手拉葫蘆固定環(huán)吊牛腿。點(diǎn)焊組對(duì)后通過型鋼將環(huán)吊牛腿和鋼襯里筒體壁板上吊耳剛性固定,確保焊接過程中不因牛腿重力及施工外力、焊接應(yīng)力引起環(huán)吊牛腿偏移。牛腿與鋼襯里環(huán)吊板焊接結(jié)束后,需對(duì)環(huán)吊牛腿上蓋板板面再進(jìn)行測(cè)量,核對(duì)標(biāo)高是否滿足水平度要求。
4)焊接前,環(huán)吊牛腿標(biāo)高偏差較大需調(diào)整時(shí),先使用絲杠連接吊耳3,5中間吊耳,兩側(cè)手拉葫蘆不動(dòng),當(dāng)環(huán)吊牛腿調(diào)整至合適位置時(shí),按順序在吊耳上焊接槽鋼對(duì)環(huán)吊牛腿進(jìn)行固定,如后續(xù)還需調(diào)整,絲杠可予以保留。焊接后環(huán)吊牛腿標(biāo)高偏差較大需調(diào)整時(shí),使用絲杠調(diào)整,先拆除吊耳3中間吊耳與吊耳5中間吊耳連接的槽鋼,換成絲杠,然后拆除兩側(cè)槽鋼,通過絲杠將環(huán)吊牛腿調(diào)整至合適位置后,再按順序使用槽鋼對(duì)環(huán)吊牛腿進(jìn)行固定,如后續(xù)還需調(diào)整,絲杠可予以保留。
5)為防止環(huán)吊牛腿在自重作用下導(dǎo)致其現(xiàn)場(chǎng)焊縫區(qū)域的筒體壁板變形,組對(duì)完成后,利用型鋼將鋼襯里筒體壁板上的吊耳與牛腿上蓋板兩側(cè)端頭及中間吊耳3焊接固定(外側(cè)吊耳2連接好,環(huán)吊牛腿內(nèi)側(cè)手拉葫蘆保持受力狀態(tài),先拆除環(huán)吊牛腿單側(cè)吊耳1與吊耳5連接的手拉葫蘆,拆除完成后使用型鋼將單側(cè)吊耳5與牛腿上蓋板側(cè)邊焊接固定,固定好后拆除另一側(cè)吊耳1與吊耳5連接的手拉葫蘆,同樣焊接固定后,拆除吊耳3與中間吊耳5連接的手拉葫蘆后,使用型鋼將中間吊耳5與環(huán)吊牛腿吊耳3焊接固定,如圖3,4所示)。上述焊縫滿焊,焊腳尺寸≥6mm,直至安全殼混凝土標(biāo)高超過牛腿上表面標(biāo)高再去除型鋼支撐。
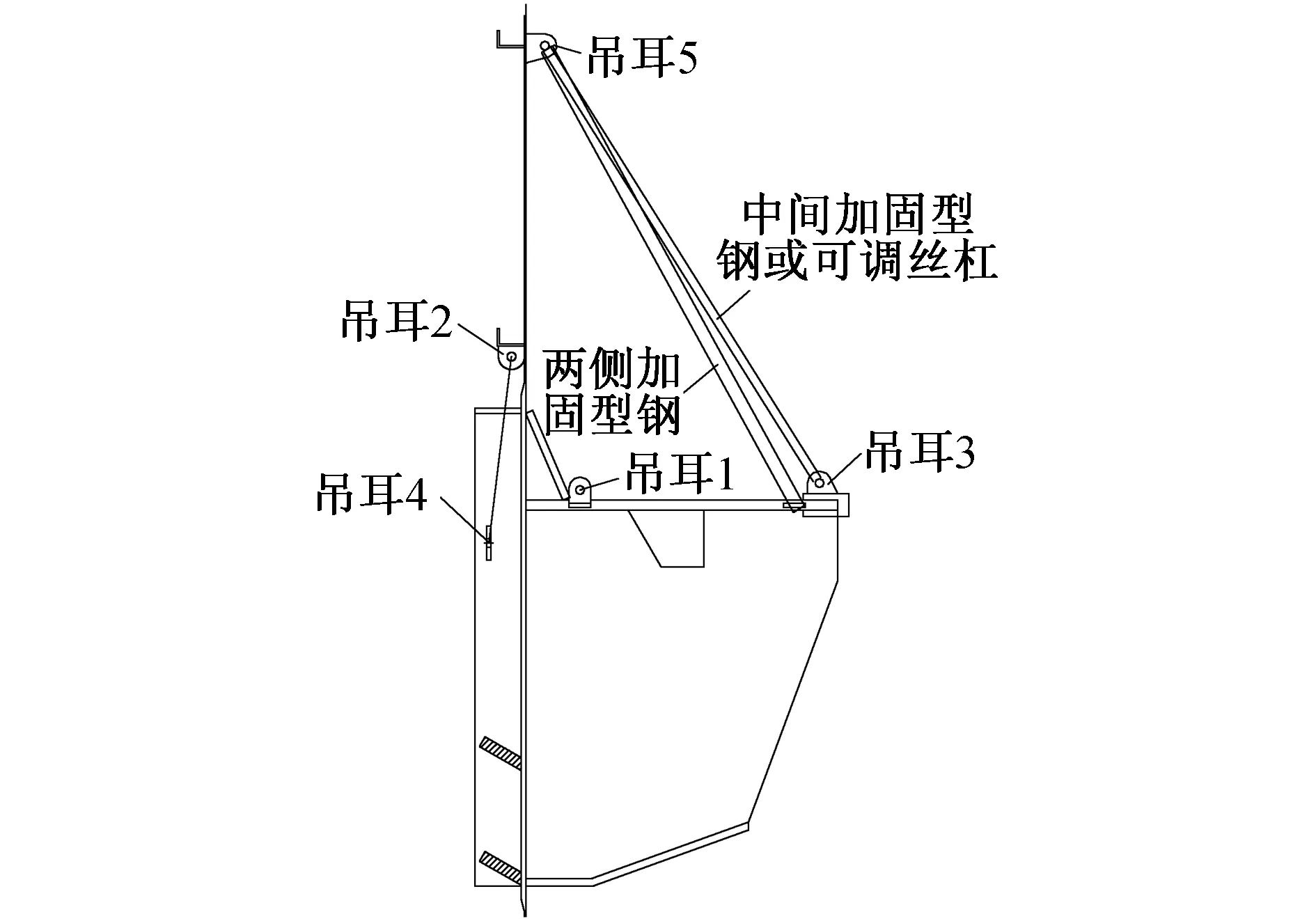
圖3 牛腿焊接完成后加固示意
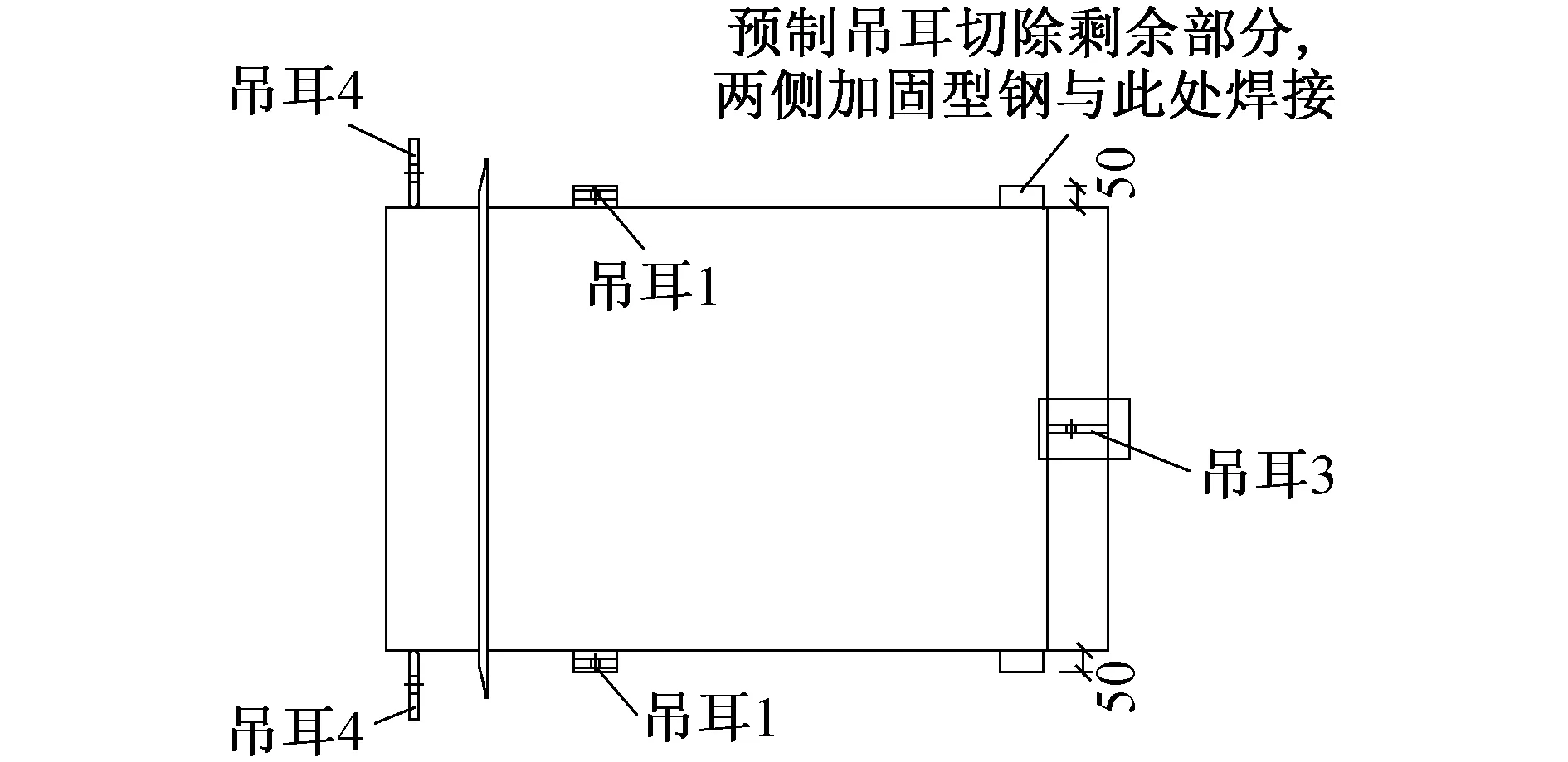
圖4 牛腿焊接完成后加固吊耳分布
6)環(huán)吊牛腿焊接過程中,在其上蓋板設(shè)置5個(gè)測(cè)量點(diǎn)(見圖5),監(jiān)控牛腿標(biāo)高和平整度,可在上蓋板上放置水平尺監(jiān)控平整度,如出現(xiàn)超差情況,停止施工,校正后,根據(jù)需要添加加固型鋼固定后,方可繼續(xù)作業(yè)。
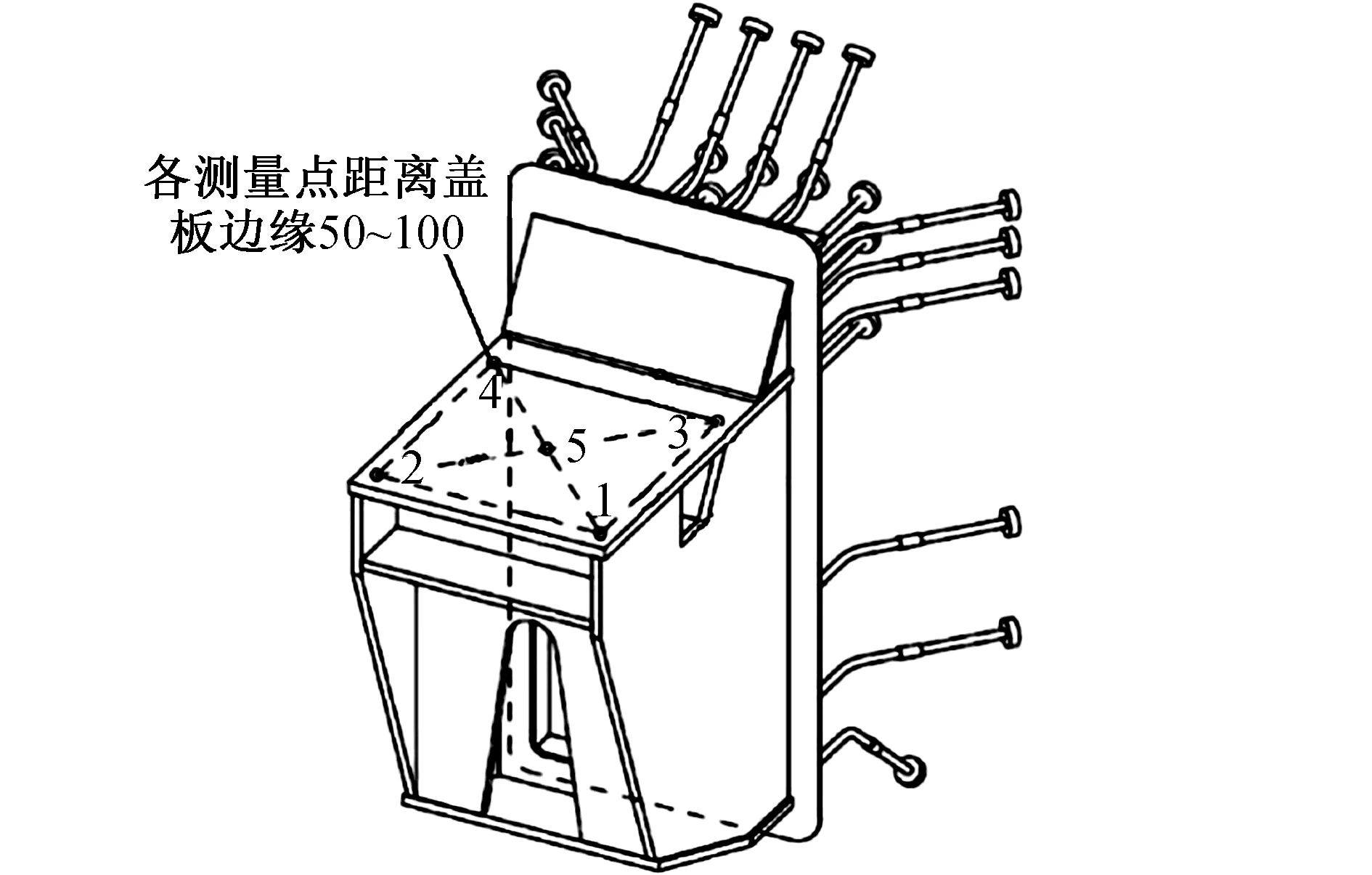
圖5 環(huán)吊牛腿上蓋板測(cè)量位置示意
7)每個(gè)環(huán)吊牛腿粘貼6個(gè)反射片(筒壁4個(gè),端頭2個(gè)),變形觀測(cè)階段要出內(nèi)部測(cè)量報(bào)告,報(bào)告要體現(xiàn)內(nèi)安全殼混凝土澆筑及氣候條件等情況。觀測(cè)點(diǎn)位置如圖6所示。
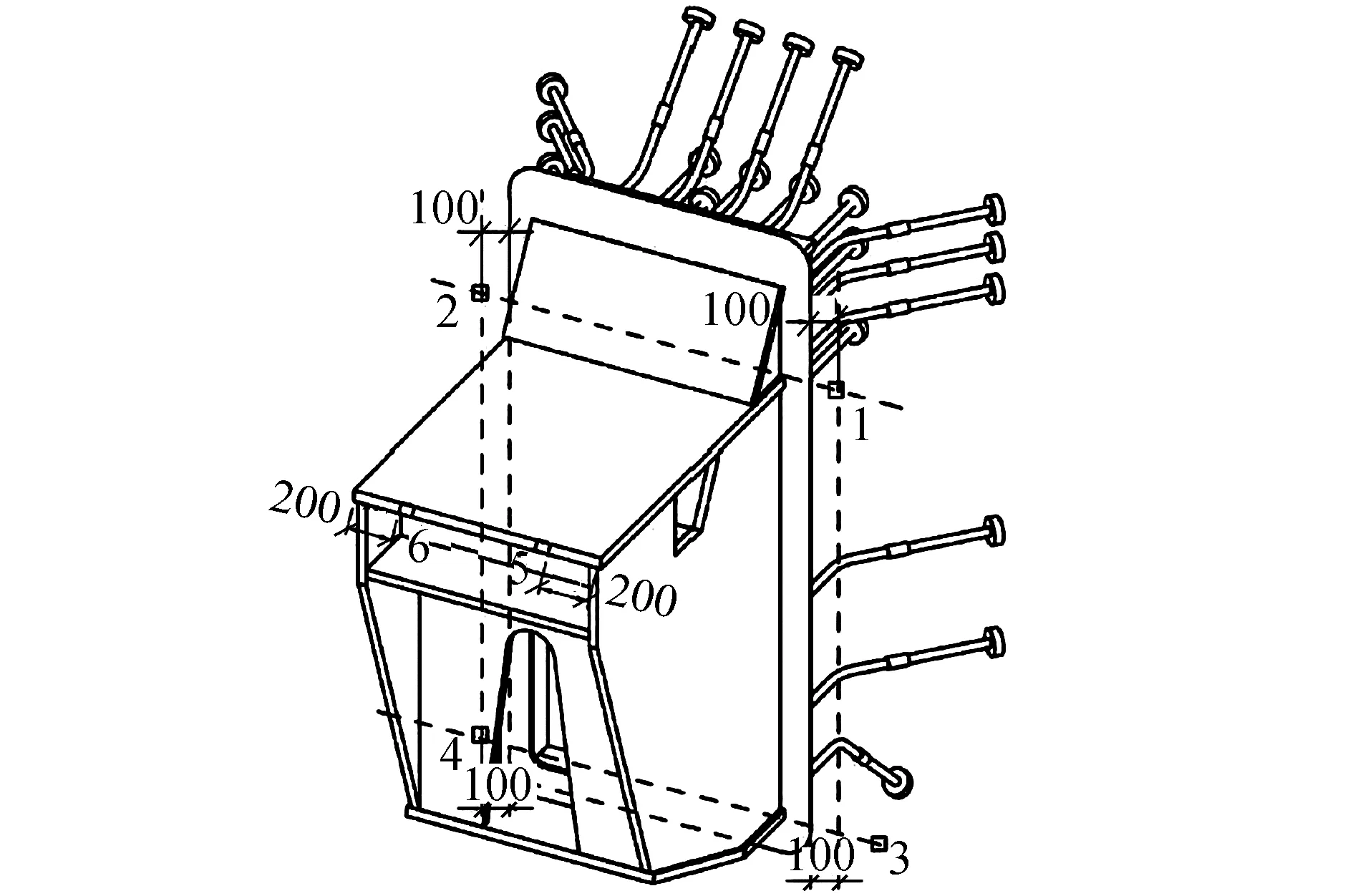
圖6 環(huán)吊牛腿觀測(cè)點(diǎn)位置示意
8)環(huán)吊牛腿安裝過程中,盡可能將多個(gè)環(huán)吊牛腿通過型鋼連接成為一個(gè)整體,如圖7所示,起到穩(wěn)固環(huán)吊牛腿位置作用,避免牛腿受焊接收縮變形的影響(使用不小于[10與牛腿側(cè)板焊接,不得與環(huán)吊牛腿上蓋板焊接,槽鋼端部距牛腿邊緣≥50mm,剪刀撐位于環(huán)吊牛腿中部操作平臺(tái)上方)。

圖7 環(huán)吊牛腿間連接示意
9)環(huán)吊牛腿焊接完成后,安裝背部錨固鋼筋(根據(jù)施工條件,錨固鋼筋亦可先安裝)。
4.3 吊裝
為防止環(huán)吊牛腿在重力作用下使筒體壁板嚴(yán)重變形,對(duì)牛腿進(jìn)行分組安裝。
將環(huán)吊牛腿平穩(wěn)起吊提升至地上40m左右的高度,旋轉(zhuǎn)至環(huán)吊牛腿安裝方位,由外向內(nèi)送進(jìn)筒體壁板預(yù)開的安裝孔中。吊送過程中,塔式起重機(jī)緩慢起落、回轉(zhuǎn),通過細(xì)微調(diào)整,使加強(qiáng)板與筒壁孔間距達(dá)到最小,然后利用環(huán)吊牛腿吊耳3,5的手拉葫蘆(5t及以上)連接,用手拉葫蘆緩慢向里懸拉,待手拉葫蘆受力后,吊耳1與塔式起重機(jī)連接的鋼絲繩卸鉤,同時(shí)緩慢收緊環(huán)吊牛腿背面手拉葫蘆至正確位置。當(dāng)環(huán)吊牛腿兩側(cè)吊耳1伸至鋼襯里內(nèi)部后,吊耳1及時(shí)與掛在筒體壁板內(nèi)側(cè)的2個(gè)手拉葫蘆(≥3t)連接,同時(shí)緩慢收緊手拉葫蘆,直至手拉葫蘆完全受力為止。吊耳4,2利用鋼絲繩連接固定后,塔式起重機(jī)與吊耳4連接的鋼絲繩卸鉤,然后用手拉葫蘆對(duì)牛腿做細(xì)微調(diào)整(提升時(shí)應(yīng)檢查有無卡位,并禁止強(qiáng)制提升手拉葫蘆),吊裝就位完成,如圖8所示。
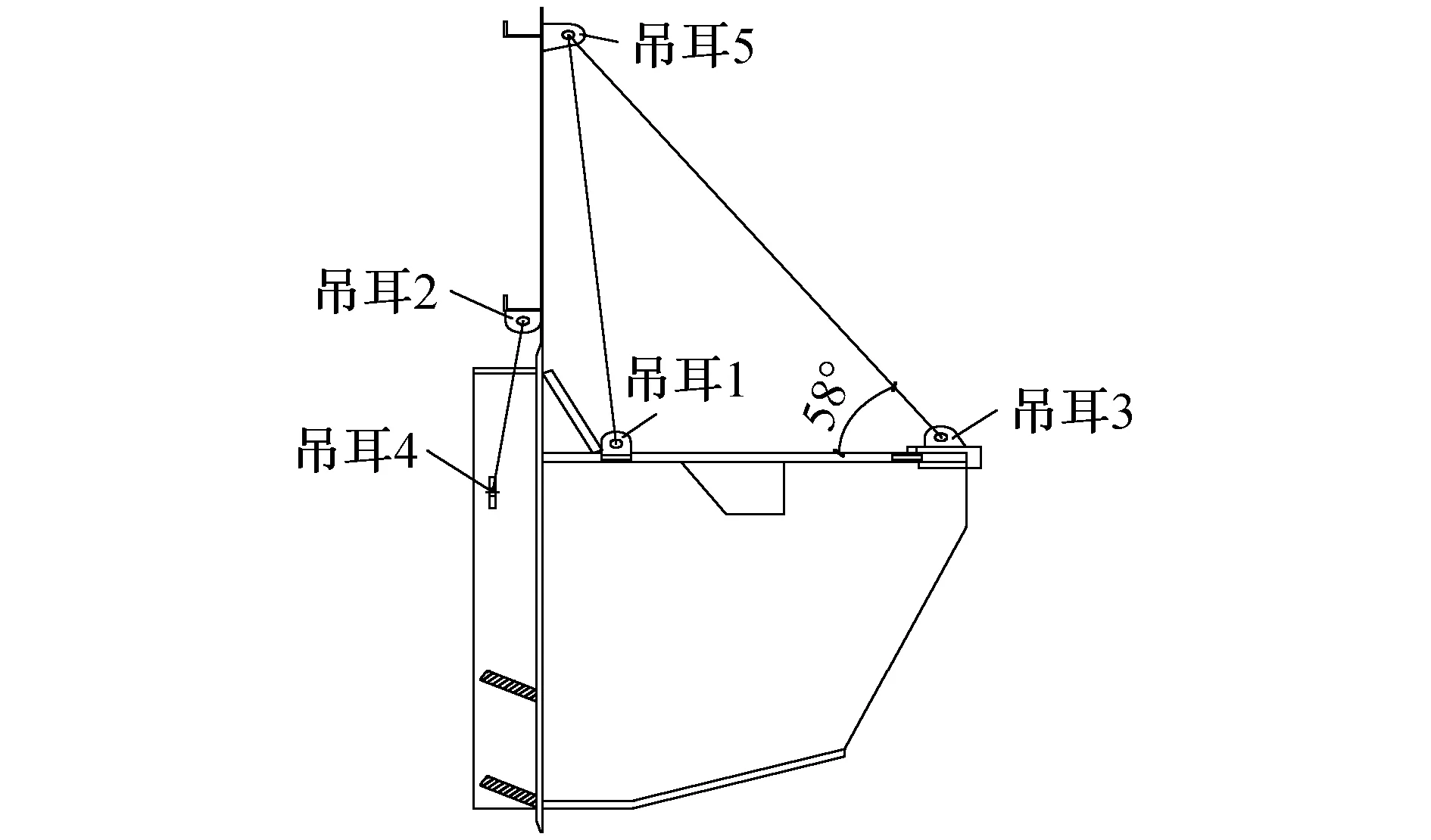
圖8 環(huán)吊牛腿就位后側(cè)面示意
5 安裝措施
1)采取在鋼襯里內(nèi)壁及外側(cè)環(huán)向角鋼上加設(shè)吊耳,在筒體8層上口環(huán)向角鋼處鋼襯里內(nèi)壁焊接3個(gè)吊耳,外側(cè)環(huán)向角鋼上焊接2個(gè)吊耳,吊耳位置盡量靠近環(huán)向角鋼與豎向角鋼交匯處(可在吊耳兩側(cè)焊接靠板,加強(qiáng)吊耳強(qiáng)度,防止吊耳變形)。可根據(jù)需要,在筒體8層上口內(nèi)側(cè)的適當(dāng)位置增加1圈臨時(shí)角鋼,防止筒體壁板在環(huán)吊牛腿重力作用下變形,待混凝土標(biāo)高超過環(huán)吊牛腿后,拆除該角鋼,對(duì)拆除角鋼的位置進(jìn)行100%VT,100%PT。
環(huán)吊牛腿屬于偏心受力構(gòu)件,彎矩較大,可能使環(huán)吊牛腿區(qū)域筒體壁板產(chǎn)生局部波浪變形,環(huán)吊牛腿就位后利用手拉葫蘆將牛腿吊耳4與上方筒體壁板外側(cè)環(huán)向角鋼吊耳相連,抵消環(huán)吊牛腿部分偏心力,盡量達(dá)到力矩平衡。
2)根據(jù)施工需要,為輔助環(huán)吊牛腿就位,在其兩側(cè)焊接2根工字鋼(距離牛腿邊緣約500mm),工字鋼與牛腿上、下2根環(huán)向角鋼焊接。在環(huán)吊牛腿背部點(diǎn)焊2條長約300mm工字鋼,在兩側(cè)工字鋼上開孔(開孔位置與環(huán)吊牛腿背部工字鋼在同一水平線上),利用鋼絲繩繞過環(huán)吊牛腿背部工字鋼(鋼絲繩采用防護(hù)措施隔開),鋼絲繩兩端連接手拉葫蘆,手拉葫蘆連接在兩側(cè)工字鋼上,緩慢收緊手拉葫蘆,輔助環(huán)吊牛腿就位。也可在下方環(huán)向大角鋼上開孔或焊接吊耳,在環(huán)吊牛腿下部焊接1根長約300mm工字鋼,用手拉葫蘆連接,緩慢收緊手拉葫蘆,輔助環(huán)吊牛腿就位。
兩側(cè)工字鋼上開孔可根據(jù)現(xiàn)場(chǎng)實(shí)際情況選擇正面或側(cè)面。根據(jù)現(xiàn)場(chǎng)調(diào)整需求,可適當(dāng)增加與手拉葫蘆接觸的工字鋼和手拉葫蘆。
3)環(huán)吊牛腿安裝前或安裝焊接過程中,如果出現(xiàn)較大變形及偏差,可根據(jù)實(shí)際需要利用手拉葫蘆等工裝進(jìn)行校正。可考慮在內(nèi)安全殼混凝土設(shè)置埋件,焊接型鋼支撐柱,利用手拉葫蘆調(diào)整環(huán)吊牛腿,待其位置滿足要求后,在立柱上焊接型鋼將環(huán)吊牛腿固定,該措施可作為永久性埋件處理。拉設(shè)位置需考慮變形位置。
6 現(xiàn)場(chǎng)測(cè)量結(jié)果分析
根據(jù)設(shè)計(jì)文件要求,理論標(biāo)高為38.840m,理論半徑為21.669m。環(huán)吊牛腿安裝完成后,半徑公差為 ±50mm, 上部水平板公差為±25mm,此外,上部水平板所有測(cè)點(diǎn)在2個(gè)間隔15mm的水平面之間。實(shí)踐表明,環(huán)吊牛腿安裝完成后的偏差滿足設(shè)計(jì)要求。環(huán)吊牛腿安裝完成后偏差如表1所示。
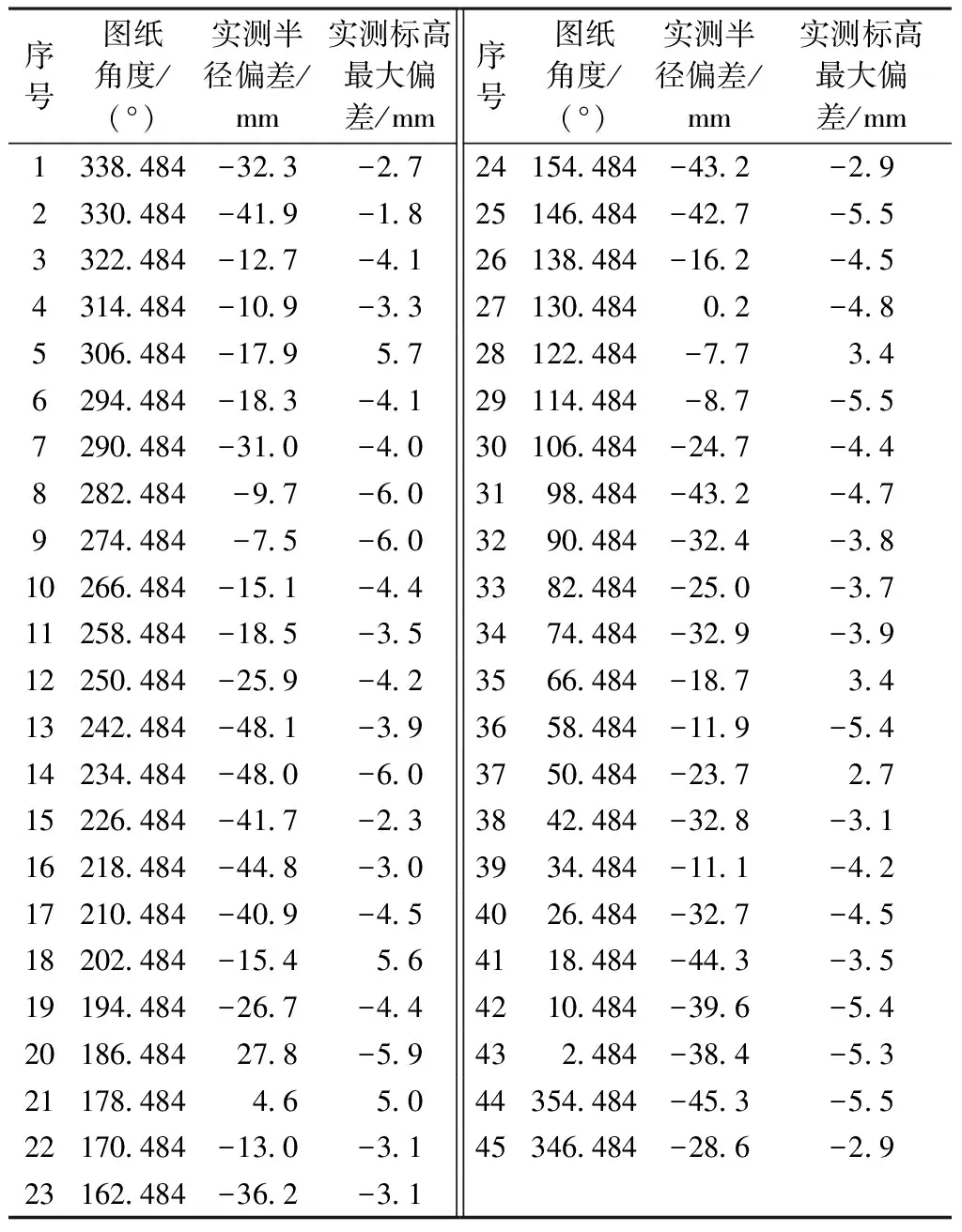
表1 環(huán)吊牛腿安裝完成后偏差
7 結(jié)語
采取合理的環(huán)吊牛腿吊裝順序及相關(guān)輔助措施,有效減少了牛腿安裝完成后鋼襯里筒體壁板變形,提高了環(huán)吊牛腿安裝效率,保證了工程建設(shè)質(zhì)量,節(jié)約了工程成本。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45