穿經機自動穿綜系統設計
2022-08-26 06:36:04曹國政林富生喻凱旋宋志峰劉泠杉
毛紡科技 2022年8期
曹國政,林富生,3,喻凱旋,石 全,宋志峰,3,劉泠杉
(1.武漢紡織大學 機械工程與自動化學院,湖北 武漢 430200;2.三維紡織湖北省工程研究中心,湖北 武漢 430200;3.湖北省數字化紡織裝備重點實驗室,湖北 武漢 430200)
穿經是紗線進行織造之前的最后一道工序[1],穿經質量直接影響所織造紡織品的質量。目前國內制造的全自動穿經機存在制造精度差、效率低等問題,無法滿足實際生產需求。國外的全自動穿經機具有性能優越、穩定性高等特點。以史陶比爾公司為代表的全自動穿經機生產企業形成了壟斷地位[2],高昂的價格使得國內少有企業采購。
穿經的過程是依次將紗線穿過筘板、綜絲和停經片[3-5]。穿綜即是穿經中紗線穿過綜絲這一過程,國內一些院校對該過程進行了研究,并設計了分離機構和轉移脫出機構[6-7],但是這些機構結構過于復雜并且穩定性較差。本文在分析現有穿綜機構所存在的問題后,提出了一種結構簡單,穩定性強,效率高的自動穿綜機構。
1 工作原理與結構設計
1.1 工作原理
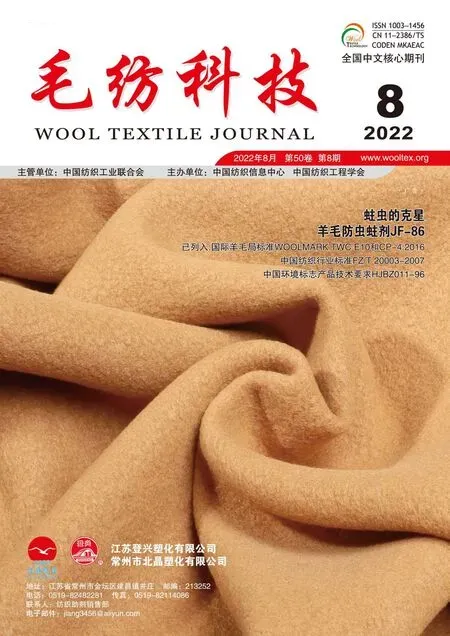
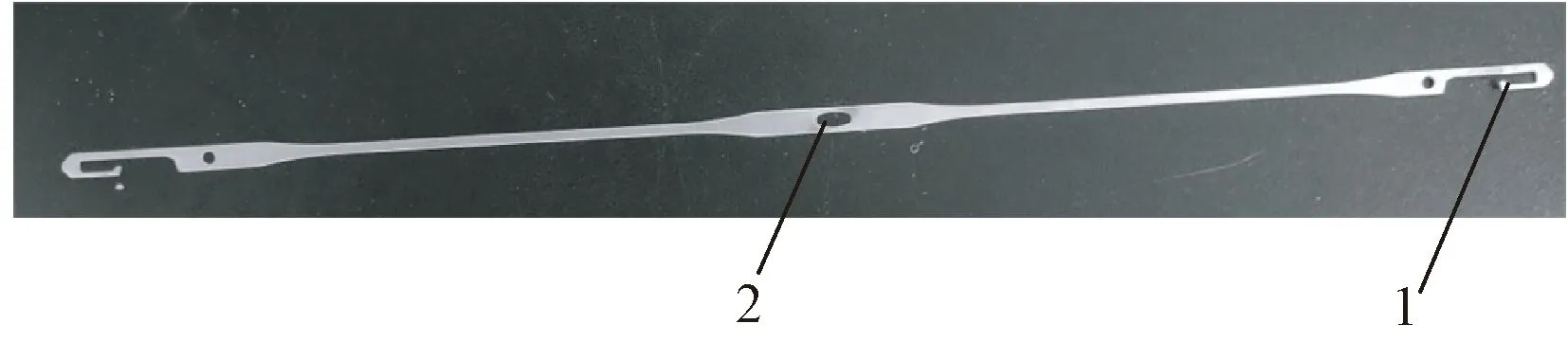
綜絲的實物圖如圖1所示,綜絲兩端為綜耳,用于固定綜絲,中間小孔為綜眼,供經紗從中穿過。自動穿綜機構的原理見圖2。綜絲“3”被傾斜放置在上綜長導軌“1”和上綜短導軌“2”上,并且被彈簧“15”壓緊在擋綜板“14”上。由于上綜短導軌“2”比上綜長導軌“1”略短,并且與擋綜板“14”之間有1.3個綜絲“3”厚度的間隙,當頂綜刀“4”進給,將會頂出1根綜絲“3”,由于重力作用,綜絲“3”會垂直于地面懸掛在上綜長導軌“1”上。電磁鐵“12”通電推動掛針,上綜推板“5”推出將綜絲“3”掛在安裝在上旋轉盤“7”和下旋轉盤“8”上的掛針上,電磁鐵“12”失電掛針退回,綜絲“3”被張緊在掛針上,這就完成了上綜過程。旋轉盤轉動一定的角度,綜絲“3”進入穿線位,然后鉤針“6”進給從綜眼中穿過并且勾住紗線,鉤針“6”退回將紗線穿過綜眼,這就完成了穿線過程。旋轉盤繼續轉動,穿好紗線的綜絲“3”進入排綜位,電磁鐵“12”再次通電,綜絲“3”處于松弛狀態,排綜推板“13”進給將綜絲“3”推入排綜導軌“10”上,鏈條傳送系統“9”旋轉帶動固定在鏈條上的柔性撥片“11”直線運動,柔性撥片“11”將綜絲“3”撥到排綜導軌“10”后端進行排放,這就完成了上綜、穿線和排綜的全部過程。重復上述過程將進行下一根綜絲“3”的自動穿綜。
1—綜耳;2—綜眼。
1—上綜長導軌;2—上綜短導軌;3—綜絲;4—頂綜刀;5—上綜推板;6—鉤針;7—上旋轉盤;8—下旋轉盤;9—鏈條傳送系統;10—排綜導軌;11—柔性撥片;12—電磁鐵;13—排綜推板;14—擋綜板;15—彈簧。
1.2 機構設計
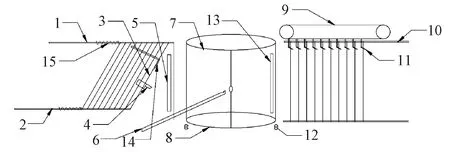
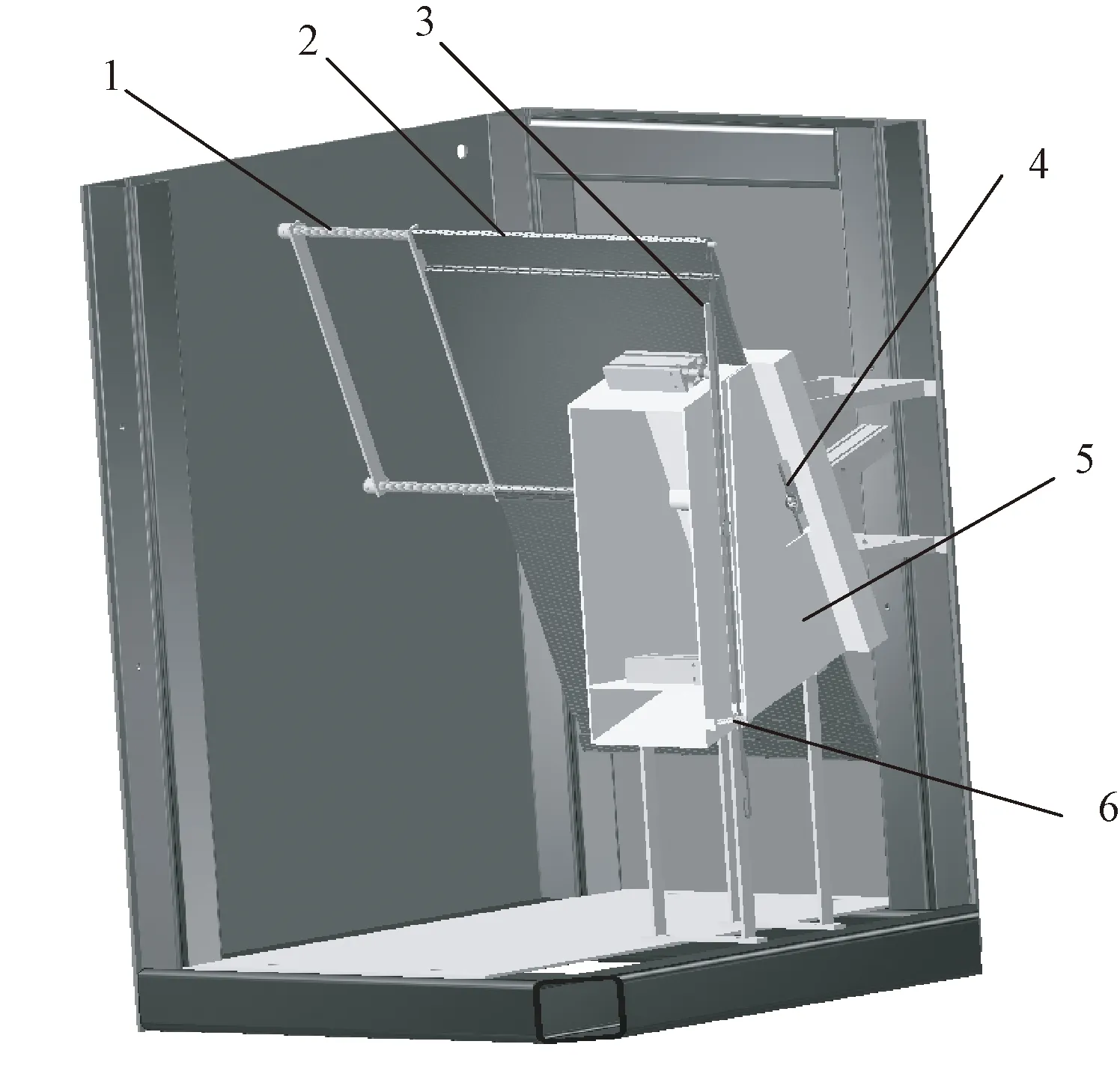
自動穿綜機構結構圖見圖3。整個自動穿綜機構可以分為左、中、右3部分,分別為上綜機構“1”、穿線機構“2”和排綜機構“3”。上綜機構“1”的作用是將緊密排列在導軌上的綜絲單獨分離出1根,并且將綜絲掛到穿線機構“2”的掛針上;穿線機構“2”的作用是將綜絲送入穿線位,等待鉤針進行穿線,然后再將穿好紗線的綜絲送入排綜位;排綜機構“3”的作用是將穿好紗線的綜絲推入導軌后再由鏈條傳送系統將綜絲撥到后端排放整齊。
1—上綜機構;2—穿線機構;3—排綜機構。
1.2.1 上綜機構結構設計
上綜機構結構圖見圖4。頂綜刀“4”安裝在氣缸桿上,氣缸通過氣體的流向來驅動頂綜刀“4”的前進和后退運動。當綜絲“2”被上綜推板“3”推入掛針后,頂綜刀“4”頂出1根綜絲“2”,綜絲“2”經過擋綜板“5”之間的縫隙和緩沖板“6”的緩沖后穩穩地懸掛在綜絲安裝位上。如果遇到綜絲“2”出現傾斜或偏移的情況,頂綜刀“4”會與綜絲“2”產生撞擊的危險,不僅會導致機構無法正常運行,而且會導致頂綜刀“4”和擋綜板“5”的損傷,因此設計了一種防撞機構[8],如圖5(a)所示,其中圖5(b)是鎖緊裝置的局部剖視圖。機構正常運行時,氣缸活塞桿“4”伸出通過鎖緊裝置帶動頂綜刀“1”進給。當發生撞刀事故時,鋼球“5”受到限制滑塊“3”的擠壓從而壓縮彈簧“6”,限制滑塊“3”與道具安裝架“2”之間發生打滑,頂綜刀“1”不會再繼續進給造成更大的損害。
1—彈簧;2—綜絲;3—上綜推板;4—頂綜刀;5—擋綜板;6—緩沖桿。
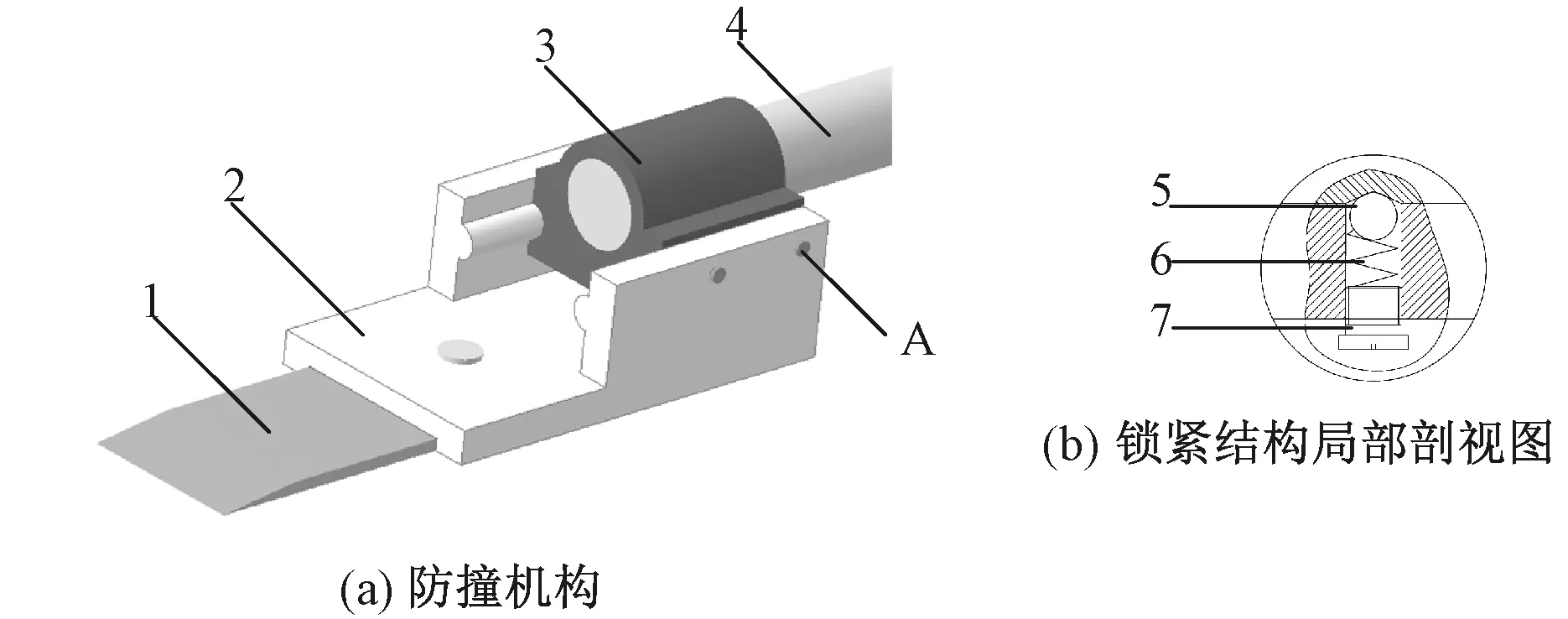
1—頂綜刀;2—刀具安裝架;3—限制滑塊;4—氣缸活塞桿;5—鋼球;6—彈簧;7—鎖緊螺釘。
1.2.2 穿線機構結構設計
穿線機構需要將每根綜絲準確地送到同一個位置,這樣鉤針才能準確地穿過綜眼進行穿線,所以本文設計的機構采用伺服電動機“1”進行驅動。穿線機構結構圖如圖6所示。本文設計機構一共分為3個工位,分別為上綜位、穿線位和排綜位。3個工位分布在左、中、右3個位置上,每個分運動之間互不干擾,因此可以同時進行工作,極大地縮短了綜絲穿線的時間。綜絲“5”通過調整掛針“4”和固定掛針“7”張緊在旋轉板上,電磁鐵“3”與磁鐵“2”利用同極相斥、異極相吸的原理控制調整掛針的上下運動,從而控制綜絲“5”的張緊程度。在上綜位和排綜位,為了綜絲“5”可以順利地進行上位和排出,電磁鐵“3”通電驅動掛針上移,綜絲“5”處于松弛狀態。在穿線位時,為了防止綜絲“5”轉動,提高穿線的成功率,綜絲“5”處于張緊狀態。伺服電動機“1”帶動旋轉軸“6”的轉動使得綜絲“5”依次經過3個工位。
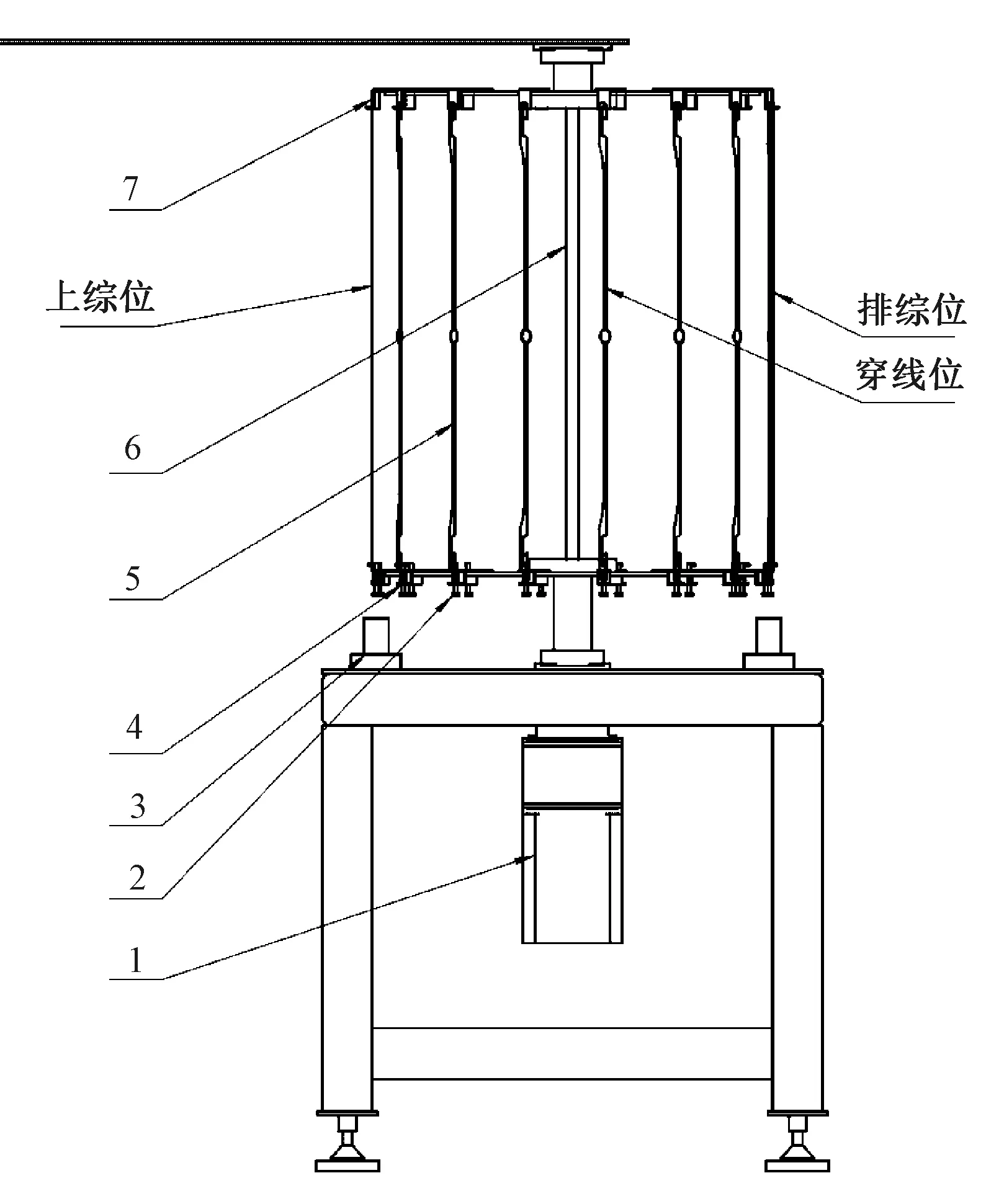
1—電動機;2—磁鐵;3—電磁鐵;4—調整掛針;5—綜絲;6—旋轉軸;7—固定掛針。
1.2.3 排綜機構結構圖
排綜機構需要將已經穿好紗線的綜絲整齊有序地排列在導軌上,本文設計結構采用鏈傳動系統來排列綜絲,如圖7所示。穿好紗線的綜絲“5”由上述穿線機構帶到排綜位,再由排綜推板“1”將綜絲“5”推入排綜導軌上。柔性撥片“2”均勻地安裝在鏈傳動系統“3”的鏈條上,隨著鏈條的轉動,柔性撥片“2”不間斷地將綜絲“5”撥到導軌后端排列,因此驅動機構選用直流電動機“4”,在滿足運動需求的情況下,價格便宜而且控制簡單。
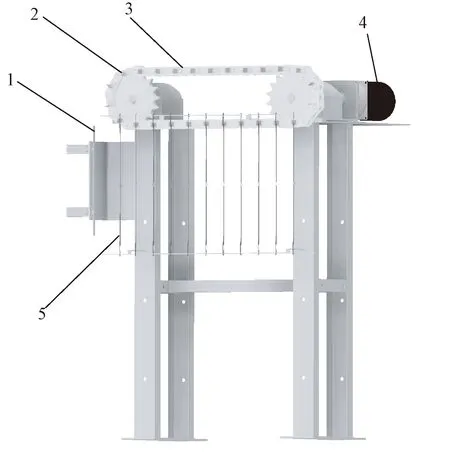
1—推板;2—柔性撥片;3—鏈傳動系統;4—直流電動機;5—綜絲。
2 單根綜絲穿線的工藝流程
單根綜絲穿線工藝流程如圖8所示。具體流程如下:設備啟動,上綜機構的傳感器判斷上綜導軌上是否有綜絲,如果沒有則設備報警提醒工人更換綜絲,如果有綜絲則頂綜刀伸出頂出1根綜絲,電磁鐵通電掛針上移,上綜推板推出將綜絲掛入掛針,電磁鐵失電張緊綜絲,伺服電動機旋轉將綜絲帶到穿線位,鉤針伸出勾住紗線退回實現紗線穿綜,伺服電動機再次旋轉將綜絲帶到排綜位,電磁鐵通電松弛綜絲,排綜推板推出將綜絲排入導軌,鏈傳動系統帶動柔性撥片將綜絲撥到導軌后端放置,單根綜絲穿線過程結束。當機構運行一段時間后,機構將會滿載工作,伺服電動機只需旋轉固定的角度即可實現工位的轉換,上綜、穿線和排綜3個動作同時進行,可減少工作時間,提高工作效率。

圖8 穿綜機構流程圖
3 電磁鐵與掛針受力分析
綜絲在進行上綜時,電磁鐵通電產生磁性與調整掛針下的磁鐵產生相互排斥。調整掛針的彈簧在工作過程中有3種狀態,首先是空載時彈簧處于完全放松狀態,其次是在張緊綜絲時彈簧處于部分壓縮狀態,最后是在上綜和排綜時受到電磁鐵的排斥力彈簧處于完全壓縮狀態,如圖9所示。3種工作狀態彈簧壓縮量分別為0、X=2 mm、Y=5 mm,彈力大小分別為0、F0、F1。
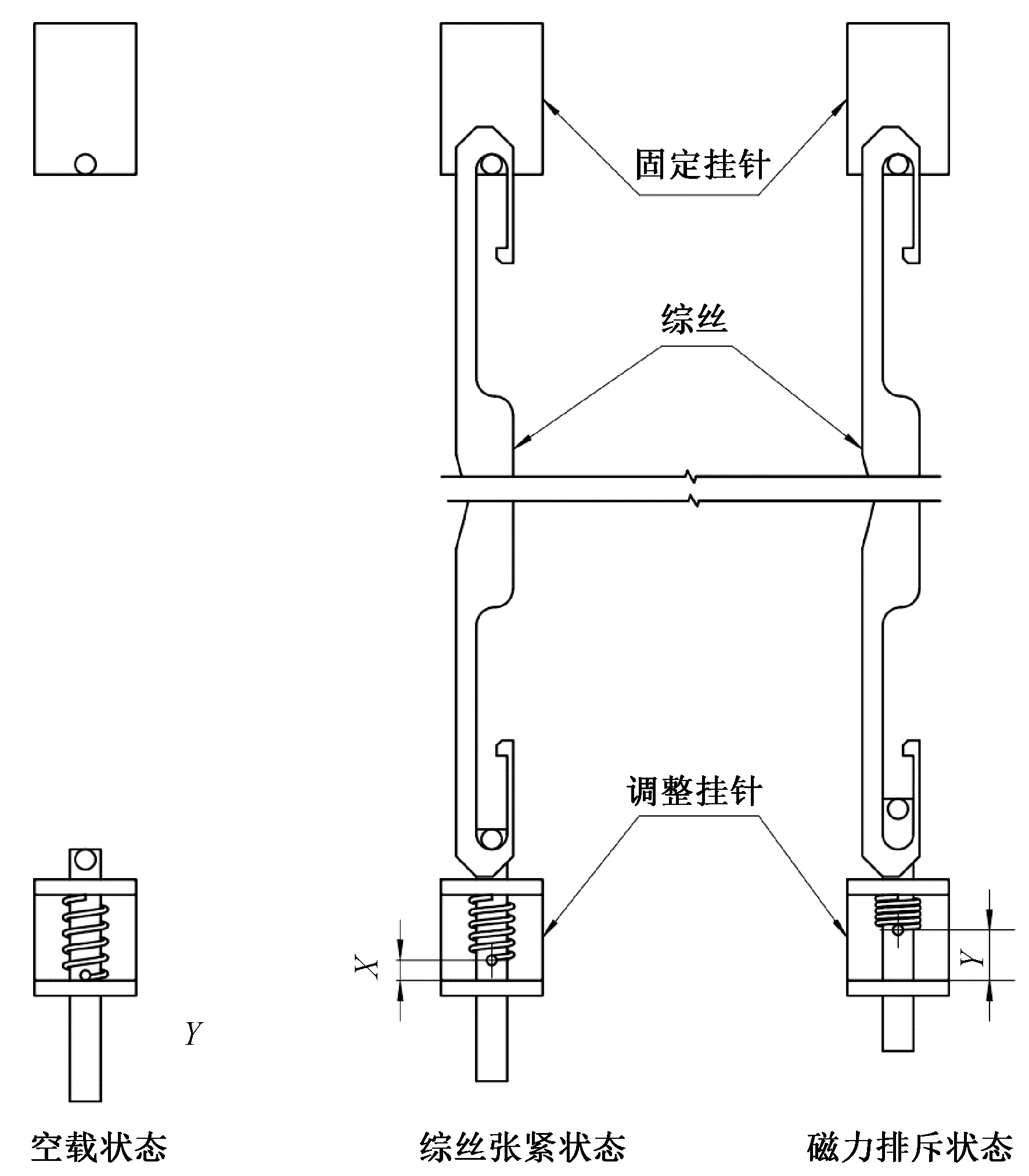
圖9 調整掛針彈簧狀態圖
機構產生的排斥力不能一直存在,所以無法使用永久磁鐵作為磁力裝置,因此選擇電磁鐵作為磁力裝置。在庫侖法中,軸向磁化的圓柱形磁體可以被位于該圓柱上下表面的2個帶電平面所代替[9]。同樣,承載均勻電流密度的電磁鐵也可以用2個帶電平面來表示。因此,在進行排斥力分析時可以將電磁鐵與永久磁鐵之間的受力模型等價為永久磁鐵與永久磁鐵之間的受力模型,等價后磁場和結構示意圖如圖10所示。
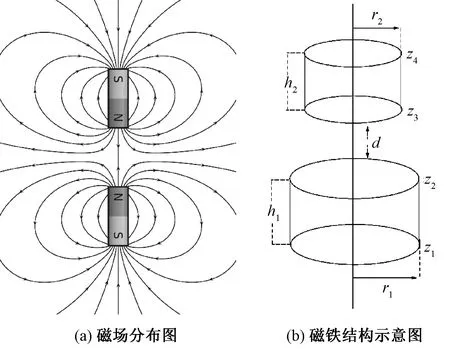
圖10 永久磁鐵間排斥磁場和結構示意圖
初選彈簧為圓柱螺旋壓縮彈簧[10]端部并緊磨平,支撐圈為1圈,其主要參數為:材料直徑0.8 mm,彈簧中徑5.0 mm,工作極限載荷為32.55 N,最大芯軸直徑3.6 mm,總圈數為6圈,自由高度8.5 mm,節距1.5 mm。
彈簧的彈性系數k為:
(1)
式中:G為剪切彈性模量(鋼絲取8 000 MPa,不銹鋼7 200 MPa),d為材料直徑,mm;n為有效圈數;D為彈簧中徑,mm。該彈簧選擇材料為鋼絲,即G取8 000 MPa,將上述數據代入式(1)可求得彈性系數k為0.819 N/mm。因此,根據胡克定律可知:
F=k·x
(2)
將k和圖9中的X、Y值代入式(2)可得F0=1.638 N,F1=4.096 N。
2個圓柱形磁鐵之間的排斥力[11]為:
(3)
式中:Fz為2個磁鐵之間軸向力,N;μ0為真空磁導率,N/A2;M為磁鐵的磁化強度,A/mm;R1和R2為2個圓柱磁鐵的半徑,mm;L1和L2為2個圓柱磁鐵的長度,mm;x為2個磁鐵之間的距離,mm。
為了使電磁鐵與磁鐵之間的排斥力能夠驅動調整掛針的彈簧進行壓縮,并且保證機構可以安全運行,設計電磁鐵與磁鐵間的排斥力安全系數k為1.3。真空磁導率μ0=4π×10-7N/A2,磁化強度可以跟據永久磁鐵的磁化率χm和剩磁強度Br計算得到,其公式[12]為:
(4)
所選的永久磁鐵為鐵氧體磁鐵,它產生的剩磁強度Br=0.4 T[13],永久磁鐵的磁化強度遠遠大于1,將數據代入式(4)可得M=0.032×107A/m。
對與磁鐵等作用的電磁鐵進行設計,電磁力公式為:
(5)
式中:F為電磁力,N;Bp為磁感應強度,T;dc為銜鐵直徑,mm。銜鐵為普通純鐵,Bp取1.4 T,電磁力F已知為5.85 N,即可求出銜鐵的直徑dc=9.7 mm。線圈的線徑計算公式為:
(6)
式中:d為線圈線徑,mm;ρ為電阻率,(Ω·mm)2/m;Dcp為電磁鐵直徑,mm;W為線圈磁勢,AT;U為工作電壓,V。線圈磁勢由消耗在空氣間隙的磁勢、消耗在鐵芯中的磁勢和消耗在非工作區的磁勢組成,見式(7)~(9)。
W=Wz+Wc+Wk
(7)
(8)
Wc+Wk=α·W
(9)
式中:Wz為消耗在空氣間隙的磁勢,AT;Wc為消耗在鐵芯中的磁勢,AT;Wk為消耗在非工作區的磁勢,AT;δ為工作行程,mm;α為比例系數(0.15~0.30)。線圈材質為銅在工作時,取ρ=0.022(Ω·mm2)/m,電磁鐵直徑設計為Dcp=20 mm。將數據代入公式可以求出線圈的線徑為0.36 mm。線圈匝數的計算公式為:
(10)
式中:N為線圈的匝數,j為容許電流密度,A/mm2;可根據式(11)求得:
(11)
式中:I為線圈通電電流,A,使用的是電流為3 A的電源為電磁鐵供電。將數據代入式(10)可得線圈的匝數為147.4圈,取整為148圈。
4 實驗與分析
4.1 穩定性分析
為了驗證設備的運行效果,對設備進行仿真實驗和實際生產實驗。實驗分為仿真組和生產組,實驗樣本均為35個,將仿真模型和設備連續運行24 h,然后分別隨機提取其中的3 min,獲取平均穿經速度以及穿經失敗個數,各提取35次,并按時間順序進行分組排序。檢測結果如圖11和表1所示。
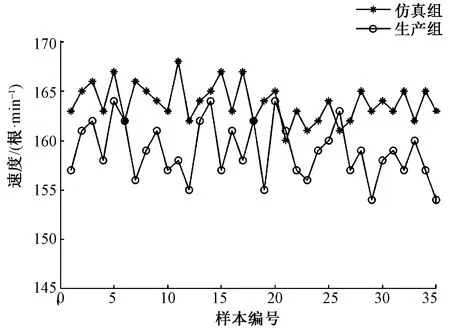
圖11 隨機樣本速度結果
由圖11可知,仿真組的平均速度為163.83 根/min,生產組的平均速度為158.97 根/min。與文獻[5]的140 根/min和文獻[6]的150 根/min有了進一步的提高。
由表1可知,該設備的穿經失敗概率較低,仿真組和生產組失敗的概率分別為2.86%和5.71%。設備可以較為穩定地長時間運行。
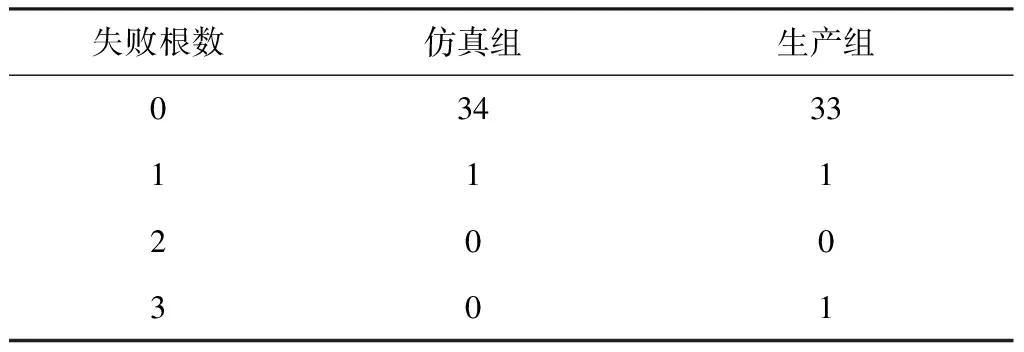
表1 隨機樣本穿經失敗結果
在國內,大多數的紡織企業依舊使用人工進行穿經工作,每天工作時間按8 h計算,1個工人1天可以穿綜8 000根,使用該設備同樣8 h穿綜數量達到71 500根,速度提高了將近9倍。
4.2 紗線適應性分析
設備的分紗過程由螺旋桿和分紗針共同完成,與顏鵬等[14]設計的自動分紗器相比,在分離單根紗線前先使用螺旋桿進行粗分,擴大紗線的間距更能準確地利用分紗針分出紗線。多股紗線在螺旋過程中會產生松散的情況反而影響分紗過程,因此該設備主要對單股紗線進行穿紗。紗線在鉤針牽引的過程中受到拉力和剪切力,因此紗線需要選擇線密度在20~80 tex的棉線、混紡紗、毛紗等。
5 結 論
本文對綜絲的上綜、穿線和排綜機構進行結構設計,實現了對綜絲的自動分離、穿線和放置工作。并且對電磁鐵和掛針的受力進行了分析,選擇出合適的電磁鐵尺寸和掛針彈簧的型號。該機構設計合理,對原有設計的缺陷進行了修正,機構運行穩定,準確率高,速度快,效率高,實現了預期功能,并且具有結構簡單、成本低等優點。對該設備進行測試,穿綜速度可以達到160 根/min,是工人手動穿綜速度的近9倍。