管道焊縫相控陣超聲周向檢測的根部異常信號識別
2022-08-24 03:07:30王俊龍楊建龍劉偉達(dá)
無損檢測 2022年8期
王俊龍,楊建龍,李 龍,徐 喆,劉偉達(dá)
(核工業(yè)工程研究設(shè)計有限公司,北京 101300)
高鉻合金鋼材料一般用于核電工程中的主蒸汽管道和主給水管道,其管徑大于300 mm ,壁厚大于30 mm,焊接工藝和熱處理工藝參數(shù)要求嚴(yán)格,加工射線塞和后續(xù)焊堵射線塞時存在很大的技術(shù)風(fēng)險,由于未設(shè)計供中心曝光用的射線檢驗塞,射線檢測無法實現(xiàn)中心透照。采用雙壁單影透照方式時,由于工件透照厚度大,底片上缺陷影像的對比度降低,危害性面積缺陷檢出率較低[1]。另外,雙壁透照所需專用時間窗口長,嚴(yán)重影響施工進(jìn)度。因此,采用相控陣超聲檢測技術(shù)[2-4]能夠有效解決此類高鉻合金鋼主蒸汽和主給水管道焊縫射線檢測效率低、面積型缺陷檢出率低和輻射風(fēng)險等方面的問題。筆者在相控陣超聲檢測過程中發(fā)現(xiàn),對管道進(jìn)行周向檢測時,容易出現(xiàn)類似橫向缺陷顯示的異常信號。該類信號難以直接依據(jù)標(biāo)準(zhǔn)來判廢,因此,文章分別利用公式計算法、畫圖法、模擬試塊法、軸向掃查法和拍片法對其進(jìn)行驗證識別。
1 根部異常信號特征
文章選用5L32-0.5-10型相控陣探頭搭配16N55S型55°斜楔塊進(jìn)行周向掃查。焊縫外余高要求打磨至與鄰近母材齊平,即外余高為0 mm。掃查方式為縱向平行掃查(見圖1),掃查時探頭沿焊縫長度方向移動,探頭入射聲束方向與移動方向平行。采用周向掃查方式對管徑大于300 mm,壁厚大于30 mm的高鉻合金鋼主蒸汽和主給水管道焊縫的38個焊口進(jìn)行檢測,發(fā)現(xiàn)其中有1個焊口(該焊口直徑×壁厚為406 mm×40.49 mm)存在類似橫向缺陷的超標(biāo)信號顯示。該超標(biāo)信號顯示深度在一倍板厚到兩倍板厚之間。最高波幅的角度線為46°,深度顯示為51.72 mm,水平距離顯示為33.66 mm,聲程顯示為74.45 mm,該超標(biāo)信號顯示如圖2所示。
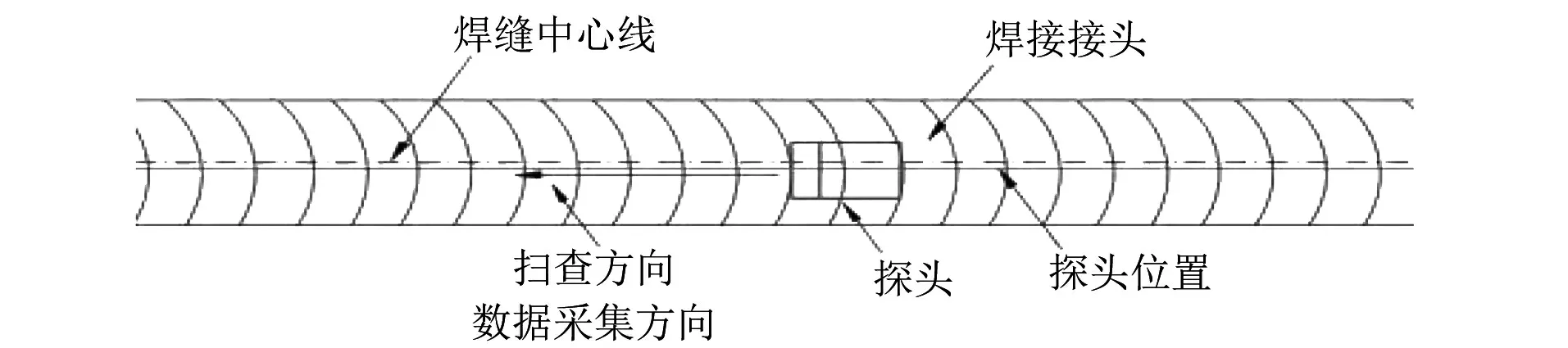
圖1 縱向平行掃查方式示意
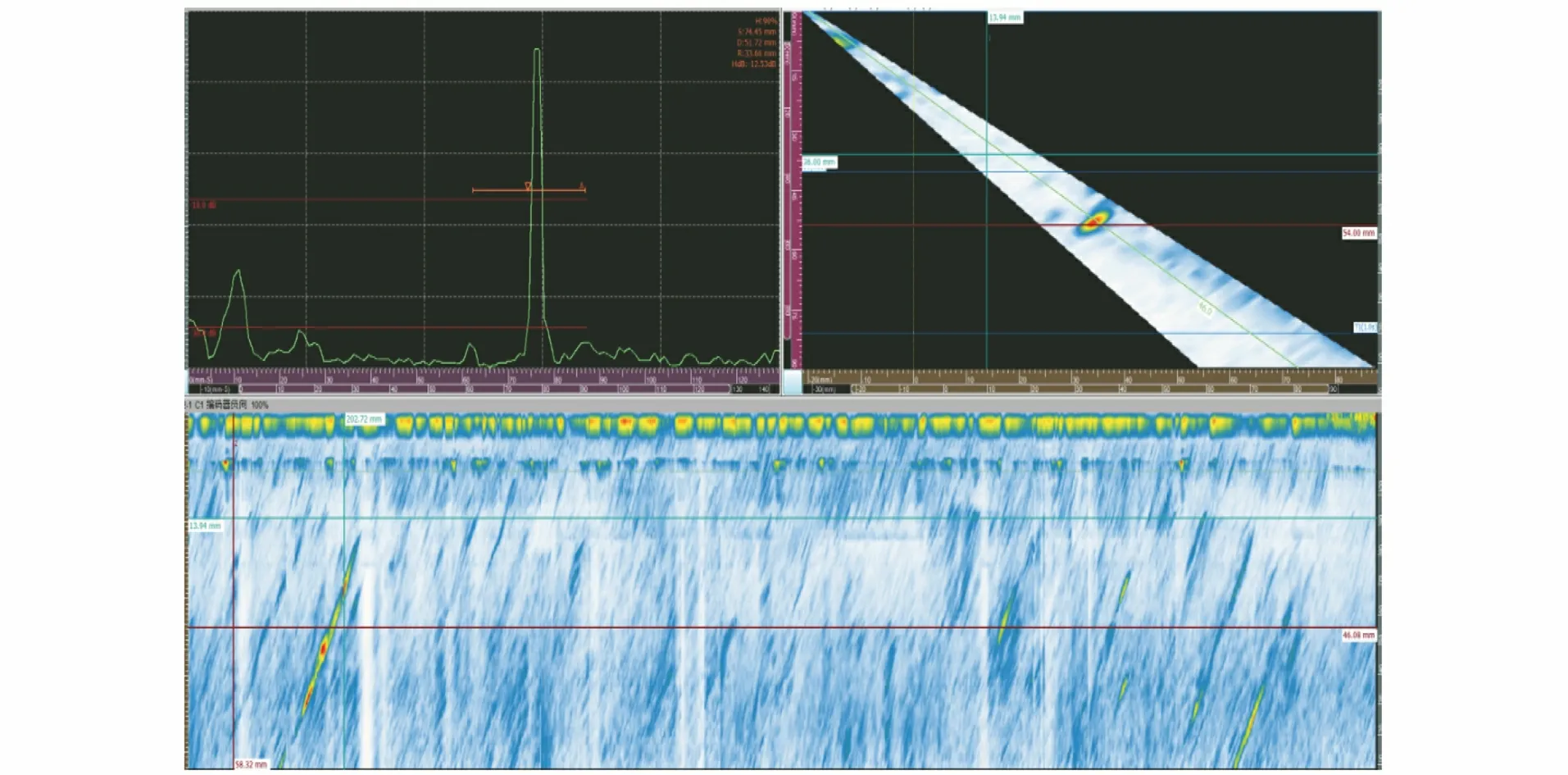
圖2 超標(biāo)信號顯示(A、S和C掃)
2 異常信號分析與識別
采用相控陣超聲橫波探頭檢測該管道焊縫,沿軸向檢測時,缺陷定位與平面相同;沿周向檢測時,缺陷定位與平面存在較大差異。周向檢測時,儀器顯示的信號位置深度和水平距離由于曲面原因,無法直接讀取,需根據(jù)真實聲程和角度換算得出信號顯示的真實位置深度和水平距離,以此來評判其是焊接缺陷還是結(jié)構(gòu)回波。筆者將通過以下幾種方法分別進(jìn)行驗證和判定。
2.1 公式計算法驗證
依據(jù)超標(biāo)信號儀器顯示數(shù)據(jù)可知,其主聲束的角度為46°,換算成K值(折射角的正切值)為1.04,管道半徑R為203 mm,儀器顯示的深度(d)為51.72 mm、水平距離(弧長L)為33.66 mm,入射點至信號的聲程為74.45 mm,可依據(jù)式(1)、(2)計算該信號在工件內(nèi)的實際深度H和實際水平距離L,即

(1)
(2)
計算可得該超標(biāo)信號顯示的真實深度H為42.44 mm,實際弧長L為69.40 mm。已知管道公稱厚度為40.49 mm,因此可以判斷該超標(biāo)顯示為根部余高過高的反射信號。該缺陷不是設(shè)計預(yù)埋缺陷,因此無法確定其實際弧長位置,只能通過上述計算驗證或依據(jù)聲程采用勾股定理計算得到。上述驗證同樣證實了儀器顯示的深度要大于信號的真實深度,儀器顯示的水平距離要小于信號的真實水平距離。
2.2 畫圖法驗證
所檢工件尺寸為406 mm×40.49 mm(直徑×壁厚),質(zhì)量級別為3級,依據(jù)標(biāo)準(zhǔn)RCC-M-2007 《壓水堆核島機械設(shè)備設(shè)計和建造規(guī)則》 要求3級焊縫根部余高最大不超過3 mm,因為該焊縫目視檢驗合格,所以該焊縫的整體余高(根部正常余高+過高部分)在3 mm以內(nèi),否則依據(jù)RCC-M-2007目視檢測驗收準(zhǔn)則,該焊縫質(zhì)量不合格而需要返修。焊縫CAD模型如圖3所示,已知聲程為74.45 mm,主聲束角度為46°,通過CAD作圖可得信號真實深度42.52 mm,儀器顯示信號深度51.72 mm,信號的真實弧長距離69.07 mm。通過比對發(fā)現(xiàn)畫圖法得到的信號真實深度和信號的真實弧長數(shù)值與計算法得到的數(shù)值基本一致,畫圖所得的儀器顯示的信號深度值也與儀器讀數(shù)相吻合,證實該超標(biāo)信號的顯示是根部余高過高產(chǎn)生的,計算可得該超標(biāo)信號根部余高的厚度為2.03 mm(公稱厚度為40.49 mm),未超過RCC-M-2007目視檢驗驗收標(biāo)準(zhǔn)要求,則該超標(biāo)信號判定為合格。
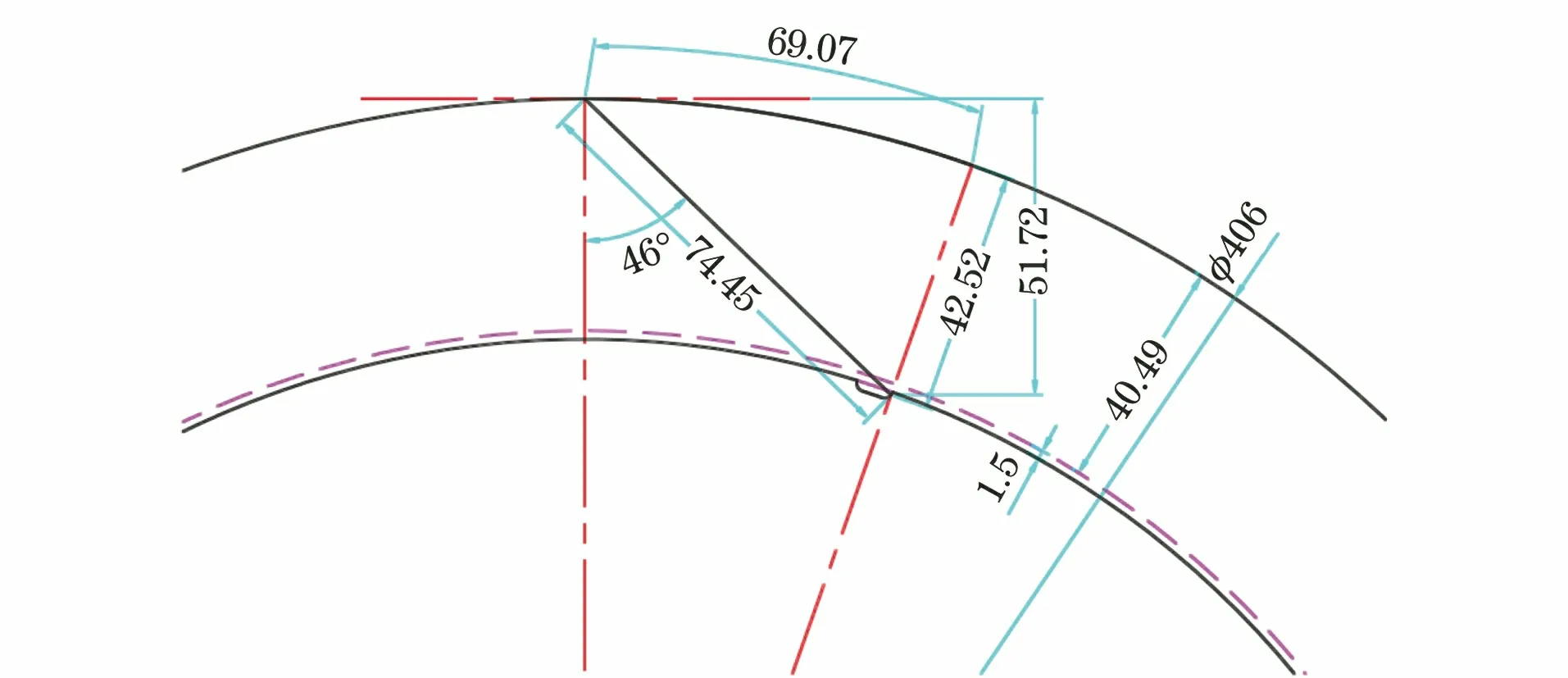
圖3 焊縫CAD模型
2.3 模擬試塊驗證
針對高鉻合金鋼厚壁管道對接焊縫,采用相同焊接工藝,制作了一批直徑×壁厚為406 mm×40.49 mm的自然缺陷模擬試塊,模擬試塊中包含根部余高過高的模擬缺陷,模擬試塊結(jié)構(gòu)如圖4所示,采用相同的相控陣檢測工藝對模擬試塊進(jìn)行周向檢測,根部余高過高缺陷的相控陣檢測圖譜如圖5所示。分析圖譜可得,根部余高過高信號儀器顯示深度為51.88 mm,聲程為73.37 mm,水平距離為31.78 mm,最高幅值位置的角度線為45°(即K值為1),通過式(1),(2)計算可得缺陷實際深度為43.22 mm,水平距離為69.69 mm。由此可得,周向檢測中發(fā)現(xiàn)的此類異常信號是根部余高過高引起,超聲檢測驗收標(biāo)準(zhǔn)未對根部余高過高有要求,而RCC-M-2007目視檢驗驗收標(biāo)準(zhǔn)要求3級焊縫根部余高最大不超過3 mm,根據(jù)計算,該模擬試塊根部余高過高部分厚度為2.73 mm,未超過標(biāo)準(zhǔn)要求,因此,該模擬試塊上的根部余高過高滿足標(biāo)準(zhǔn)要求。
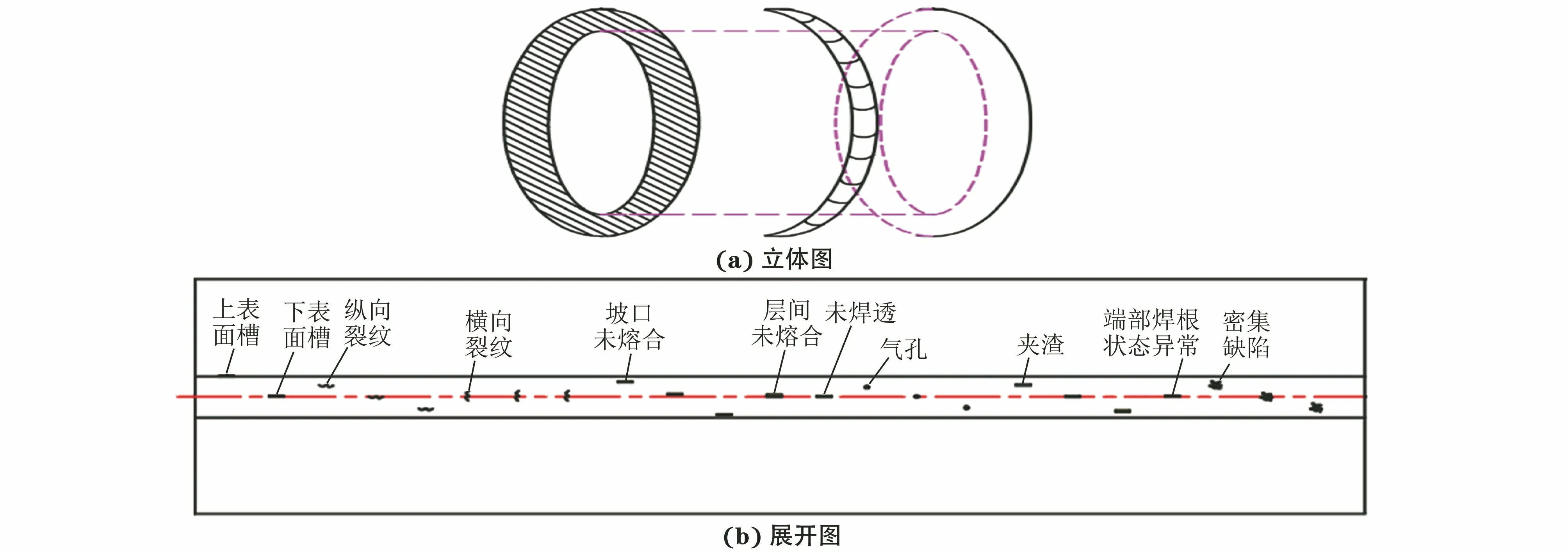
圖4 模擬試塊結(jié)構(gòu)示意
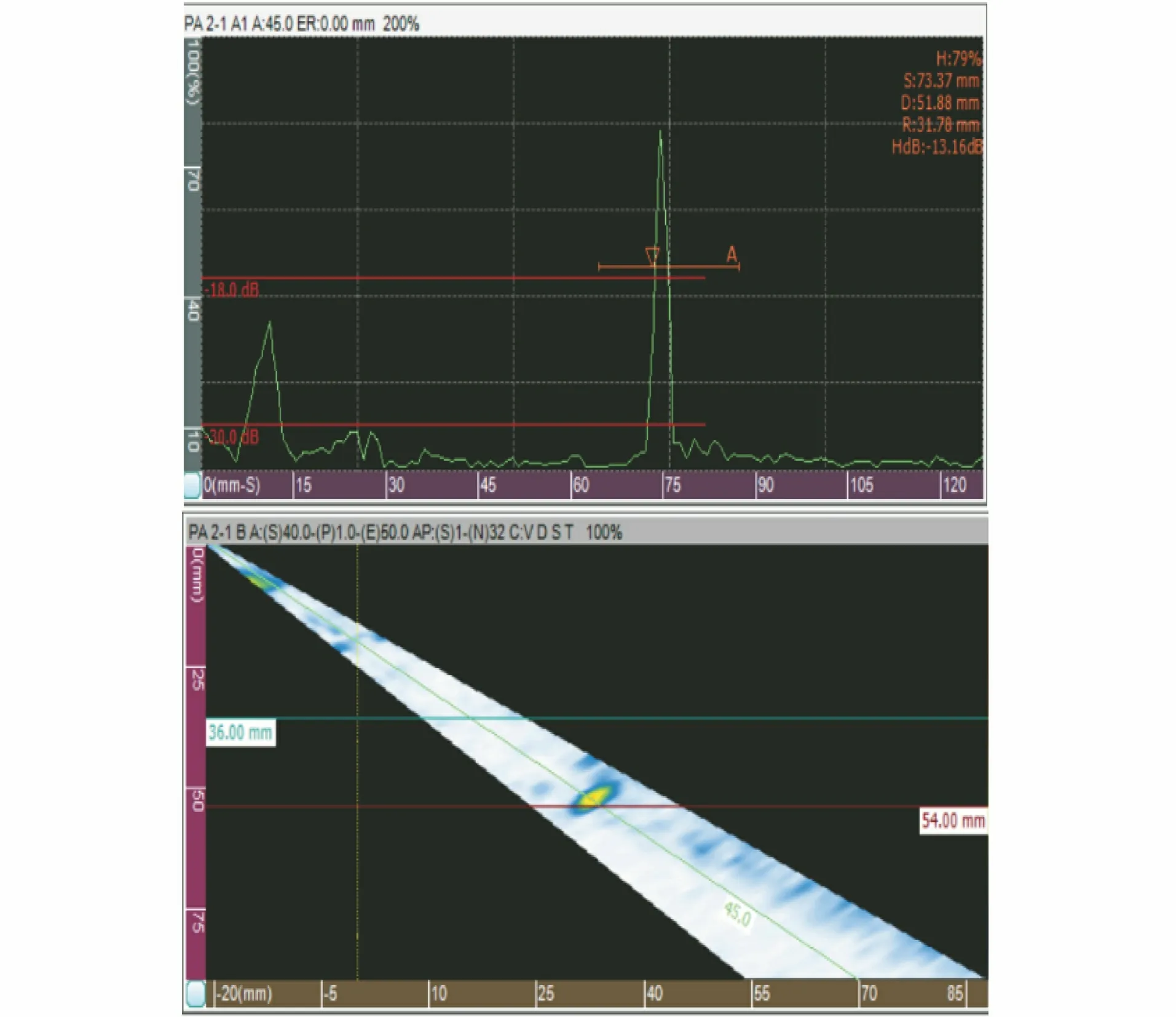
圖5 根部余高過高缺陷的相控陣檢測圖譜
2.4 軸向檢測驗證
相比于周向檢測,軸向檢測不需要修正信號的深度和水平距離,通常情況下根部余高過高的反射波深度大于一倍板厚Tmm,小于T+Xmm。需注意X一般為1~3 mm,要依據(jù)根部余高過高部分的厚度來確定。另外,當(dāng)X的值超過標(biāo)準(zhǔn)要求時,目視檢驗階段已判廢,無需超聲檢測。針對周向檢測中發(fā)現(xiàn)的異常信號,在軸向檢測圖譜(見圖6)中亦發(fā)現(xiàn)此顯示,其水平距離為80.50 mm,深度為42.91 mm,軸向掃查中心距為79 mm(探頭前沿至焊縫中心的距離),該異常信號最高波位于焊縫中心線的對側(cè)(偏離焊縫中心線1.5 mm);探頭位置改變到另一側(cè)掃查,分析圖譜發(fā)現(xiàn)異常信號也是位于焊縫中心對側(cè)。從而驗證該異常信號是焊縫余高過高引起的反射回波信號,且根部余高過高部分厚度為2.42 mm,因此,該根部余高過高產(chǎn)生的超標(biāo)信號不作為判廢的依據(jù)。

圖6 異常信號軸向掃查圖譜
2.5 射線拍片驗證
為確定該異常信號是否為根部余高過高造成的反射信號,還可以通過內(nèi)窺鏡觀察該異常信號位置的根部成型情況,其內(nèi)窺鏡照片如圖7所示,發(fā)現(xiàn)該位置的根部余高相對于周邊余高過高,且有類似打磨的痕跡,經(jīng)過與焊工交流得知,焊接時焊工發(fā)現(xiàn)根部余高過高并用砂輪機進(jìn)行了修磨處理。對該焊口進(jìn)行射線檢測,采用內(nèi)透偏心單壁透照工藝,發(fā)現(xiàn)該處焊縫余高明顯高于周圍余高。異常信號處射線檢測底片如圖8所示,證實該異常信號為焊縫根部余高過高引起,依據(jù)RCC-M-2007射線驗收標(biāo)準(zhǔn)判定該顯示為合格。
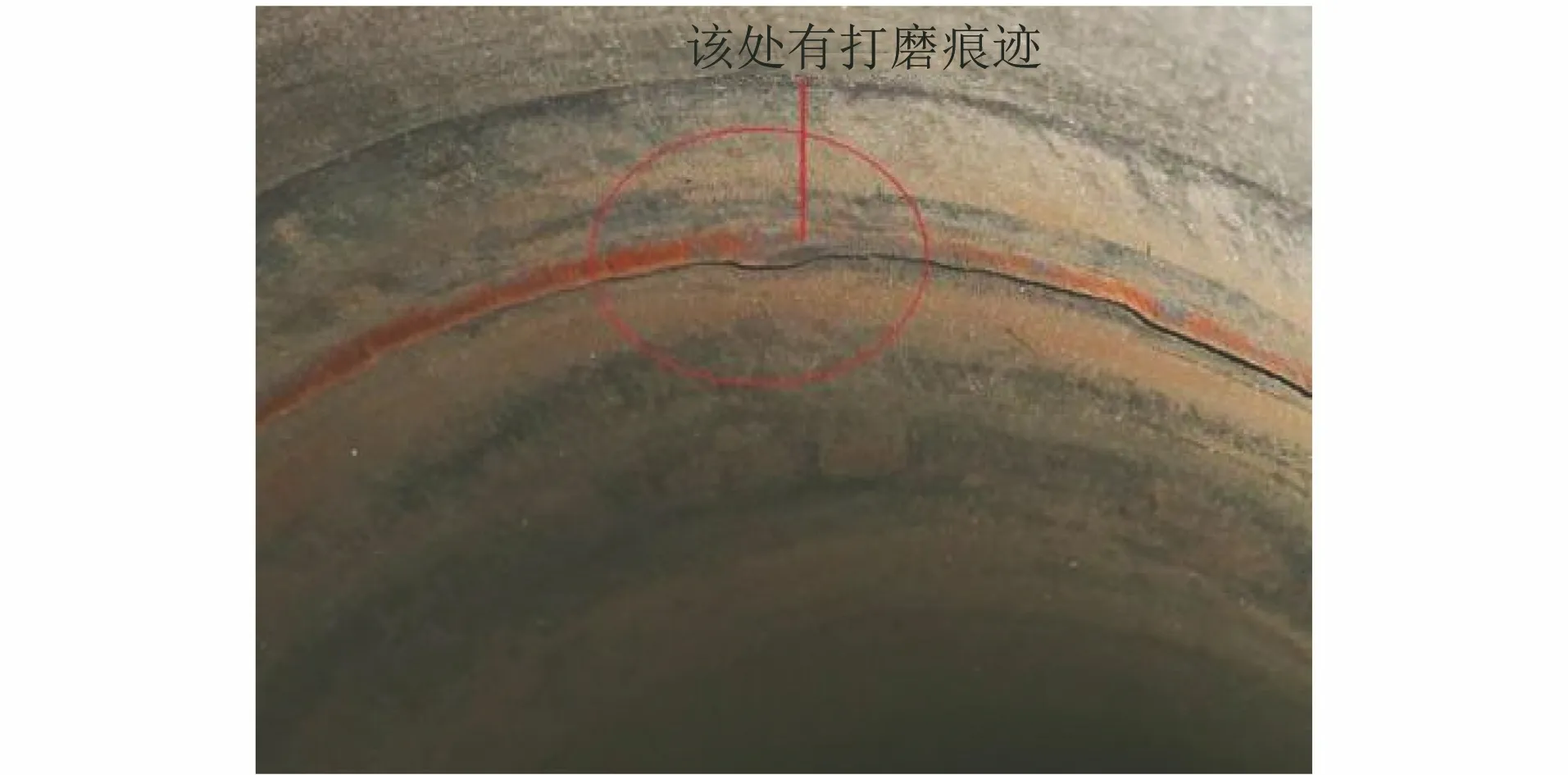
圖7 異常信號處內(nèi)窺鏡照片
圖8 異常信號處射線檢測底片
3 結(jié)語
對于外表面余高磨平的高鉻合金鋼厚壁管道對接焊縫,當(dāng)采用相控陣周向檢測,掃查方式為縱向平行掃查時,如發(fā)現(xiàn)超標(biāo)信號顯示正好在1~2倍板厚之間,不能按照軸向檢測缺陷定位方式去理解、分析和判定,而須考慮曲面對信號深度和水平距離的修正,才能準(zhǔn)確確定該信號的真實深度和水平距離。由于相關(guān)超聲檢測標(biāo)準(zhǔn)未對根部余高過高作要求,所以筆者通過公式計算法、畫圖法、模擬試塊法、軸向掃查法和拍片法來輔助評定,并采用RCC-M-2007目視標(biāo)準(zhǔn)來驗收,判定文章中的異常信號顯示是合格的,避免了誤判情況的發(fā)生。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
鴨綠江(2021年35期)2021-04-19 12:24:18
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
電子制作(2018年11期)2018-08-04 03:25:42
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
