鋁箔負壓吸風輸送輥結構的改進與應用
2022-08-24 09:08:42易文超雷國星喻樹洪吳永新王文鼎
現代制造技術與裝備 2022年7期
易文超 雷國星 喻樹洪 吳永新 王文鼎
(湖南中煙工業有限責任公司長沙卷煙廠,長沙 410014)
FOCKE701型包裝機組是德國FOCKE公司生產的硬盒硬條包裝機組,采用雙路直包包裝方式,包裝速度為每包1 000 min[1]。ZB48型包裝機組是中國煙草總公司引進德國FOCKE公司的技術,由中煙機械技術中心有限責任公司和上海煙草機械制造有限責任公司制造的高速雙軌包裝機組,額定速度為每包800 min[2]。因為設備結構復雜,維修作業操作空間狹小,所以技術人員需要檢修并改造卷煙高速包裝設備鋁箔紙負壓吸風輸送輥負壓吸風盤的齒形帶部位,以簡化其拆卸過程,降低維修保養難度。
1 卷煙高速包裝機鋁箔紙負壓吸風輸送輥部分的結構及改造原因分析
1.1 鋁箔紙負壓吸風輸送輥外形結構
鋁箔紙負壓吸風輸送輥的結構,如圖1所示。動力由右端機箱內傳動齒輪1輸入,通過兩根剛性連接的齒輪軸2和輸送輥軸3傳送至主動帶輪4,再通過齒形帶帶動從動帶輪5和負壓吸風盤6一起運動。
1.2 鋁箔紙負壓吸風輸送輥中間負壓吸風盤齒形帶的更換步驟
1.2.1 脫離組件
利用專用吊裝工具,先拆卸鋁箔紙負壓吸風輸送輥組件,之后在墻板上緊固螺釘,脫開箱體內傳動齒輪間的配合,將整個組件從墻板上卸下。
1.2.2 拆卸組件端部齒輪
鋁箔剪切頭/鋁箔紙負壓吸風輸送組件傳動部位示意圖,如圖2所示。松開螺栓1,拆下銷釘2;松開螺栓6,拆下齒輪5;松開螺栓4,使用拉拔器將齒輪3拉出約15 mm,松開并取出法蘭固定螺栓和齒輪8中間螺栓;擰入牽引錘,將齒輪8與法蘭9一起拉出約15 mm。
1.2.3 拆卸輸送輥
如圖3所示,從負壓吸風盤3拆下負壓吸風軟管1,松開螺栓2和螺栓4,取出軸9,松開螺栓6,拆卸導軌7,松開螺栓5,拆下負壓吸風盤10和控制圓盤3。
1.2.4 更換齒形帶
鋁箔紙負壓吸風輸送輥中間負壓吸風盤示意圖,如圖4所示。松開螺栓1,拆下外殼2的一半,旋轉外殼3的另一半,直至齒形帶4松弛;更換齒形帶4,旋轉外殼3的另一半,直至齒形帶4張緊;裝上外殼2的一半,擰緊螺栓1。至此,完成齒形帶更換。
1.3 鋁箔紙負壓吸風輸送輥改造原因分析
(1)鋁箔紙負壓吸風輸送輥組件拆卸和安裝難度較大、耗時長,易損傷零部件。一方面,鋁箔紙負壓吸風輸送輥組件質量大,拆卸該組件需動用專用吊裝工具。另一方面,該組件端部齒輪在機箱內部與其他齒輪配合緊密,可操作空間狹小,導致在拆卸過程中存在較大困難。拆卸與安裝過程易造成齒輪之間的磕碰,降低零部件使用壽命。
(2)拆卸和安裝鋁箔紙負壓吸風輸送輥組件的端部齒輪耗時過長。例如,第1.2.2章節所述,拆卸過程中需要拆卸齒輪5,使用拔拉器將齒輪3拉出15 mm,使用牽引錘將齒輪8與法蘭9一起拉出約15 mm,操作復雜,耗時長。另外,重新安裝該組件時,需要重新調校箱體內齒輪和該組件齒輪配合的相位,精度要求較高,一般需要2個以上維修人員配合,操作耗時較長。研究人員統計了2020年1—7月的6組設備檢查及更換負壓吸風盤齒形帶耗時情況,如表1所示。
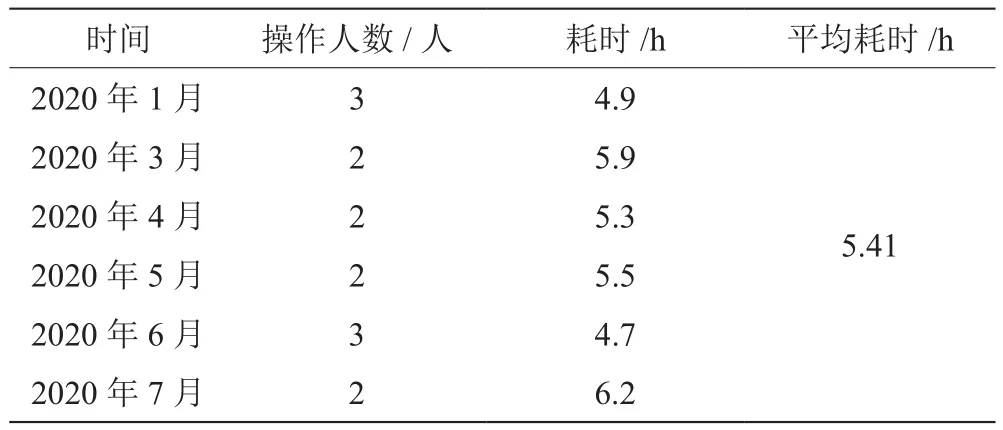
表1 6組設備檢查及更換負壓吸風盤齒形帶耗時統計表
2 鋁箔紙負壓吸風輸送輥結構的改進方案
拆卸傳動齒輪主要是為了將齒輪軸與輸送輥軸脫開。因為輸送輥軸在右端是依靠齒輪軸進行同心定位,所以必須將齒輪軸從輸送輥軸軸心抽出才能進行下一步拆除輸送輥軸的操作。
檢修過程中,如果不將齒輪軸從輸送輥軸的軸心完全脫開,則即使拆除輸送輥兩端固定螺釘,也會因輸送輥軸端部螺母的存在導致齒輪軸卡在輸送輥軸與左側墻板之間無法取下,而輸送滾軸因齒輪軸的存在會卡在傳動與右側墻板之間無法順利取下。因此,需要先拆除傳動齒輪,再拉出齒輪軸才能拆除輸送輥軸,順利完成輸送輥中間負壓吸風盤內齒形帶的更換[3]。
為縮短齒形帶的更換時間,需要改進其結構。通過分析組件結構與其設計原理可知,鋁箔紙負壓吸風輸送輥軸的安裝精度要求不高。對其拆卸的阻礙在于鎖緊螺母的存在,但研究發現,鎖緊螺母不宜再更換更薄的型號。因此,重新設計鋁箔紙負壓吸風輸送輥軸結構。經研究,在現有安裝空間范圍內,可以將鋁箔紙負壓吸風輸送輥軸改造成可在軸向進行長度調節的組合形式,以簡化中間負壓吸風盤齒形帶的更換步驟。
3 鋁箔紙負壓吸風輸送輥結構的改進
這里的材料選擇具有良好綜合力學性能的40Cr。在保證原輸送輥軸工作尺寸的基礎上,將鋁箔紙負壓吸風輸送輥軸改造為兩個可組合部分。在實現該部件功能方面,改進前后的鋁箔紙負壓吸風輸送輥軸并無任何差別[4-5]。
改進后的鋁箔紙負壓吸風輸送輥軸,如圖5所示。與原結構相比,改進后的輥軸將兩部分組合即可實現原輸送輥軸的功能。軸在徑向的整體長度可以通過松開、緊固螺釘來調節和固定。
當需要更換鋁箔紙輸送輥中間負壓吸風盤齒形帶時,只需要執行如下操作。直接松開銷釘,拆除鋁箔導軌和鋁箔紙輸送輥軸,即可參考本文1.2章節所述中間負壓吸風盤齒形帶的更換工作,不需要從機體上拆除與安裝鋁箔紙負壓吸風輸送組件和傳動齒輪。
如圖6所示,當需要更換鋁箔紙輸送輥中間負壓吸風盤齒形帶時,只需執行如下操作:直接松開銷釘1、螺釘2、螺釘3和螺釘4,拆除鋁箔導軌5和鋁箔紙輸送輥軸6,即可參考1.2章節進行中間負壓吸風盤齒形帶的更換工作,不需要進行鋁箔紙負壓吸風輸送組件從機體上的拆除與安裝,以及傳動齒輪的拆除與安裝工作。
4 效果驗證
該結構改造在卷煙高速包裝設備上進行試運用。2020年8月,2組機改造后檢修負壓吸風盤齒形帶耗時統計,如表2所示。結果表明,改造后在檢修鋁箔紙負壓吸風輸送輥中間負壓吸風盤齒形帶的過程中,耗費時間約為40 min,平均節省約4.7 h,且只需要一個維修人員即可完成該工作。

表2 2組機改造后檢修負壓吸風盤齒形帶耗時統計表
5 結語
文章主要改進卷煙高速包裝機鋁箔紙負壓吸風輸送輥結構。結果表明,此次改造可以有效降低設備維修難度,提高該部位易損件檢修效率,保障生產率,是可行且有利的。本次改進在實踐工作中能更好地維護設備,使設備在生產中充分發揮其功能。
