高速銑削45鋼銑刀磨損動態銑削力與磨損規律研究
2022-08-18 08:12:04田禹張濤郭龍
機械制造與自動化 2022年4期
田禹,張濤,郭龍
(天津職業技術師范大學 汽車模具智能制造技術國家地方聯合工程實驗室,天津 300222)
0 引言
高速銑削與傳統銑削的區別在于高速銑削在銑削速度和進給速度方面都有所提升,同時還能得到很高的加工精度。高速銑削憑借這兩個特點已成為一種重要的先進制造技術,并迅速崛起成為國內外熱門研究領域及機械加工技術的重要發展方向。高速銑削不僅可用于加工普通常規材料如鑄鐵、鋼等,還可以加工難加工材料,如鈦合金、高溫合金等。因而,高速銑削可以滿足航空航天、發電裝備等行業復雜精密零部件的高品質、高效率、低成本和綠色制造的加工需求[1]。
銑刀作為銑削加工的重要組成部分,隨著銑削的進行,銑刀與切屑和工件產生強烈的擠壓和摩擦,進而產生磨損。銑刀在磨損或破損后,銑刀材料的損耗會增多,刀具的使用壽命會縮短,工件表面質量會降低。同時也會造成銑削力的增大,進而會導致機床發生振動,直接影響機床的精度以及壽命。銑刀嚴重磨損時,會產生崩刃,甚至斷裂的現象,在導致工件報廢的同時還可能對機床造成一定程度的損傷[2]。而在高速銑削時,銑刀與工件有著更短的接觸時間、更高的接觸頻率,使得高速銑削過程中工件被加工表面與銑刀的接觸表面處于比傳統銑削更嚴峻的高速、高溫、高壓環境中,在擠壓和剪切滑移的作用下,銑刀磨損形態和磨損機理與傳統銑削時相比都存在一定差異[3]。因而,研究高速銑削銑刀磨損及其變化規律,對于分析和優化高速銑削工藝參數、提高銑削效率、降低生產成本等有著重要的指導意義。
在實際生產過程中,刀具磨損是無法避免、不容忽視的,因此需要對刀具磨損狀態進行監測。可是復雜的刀具磨損又是一個十分緩慢的過程,影響因素多種、磨損形式多樣,這給刀具磨損狀態的監測帶來了很大的困難[4]。本文結合多種刀具狀態監測方法,在高速銑削刀具磨損實驗過程中,使用測力儀及熱像儀實時采集銑削力及銑削溫度的變化情況,間接地監測刀具磨損狀態[5]。銑削結束后,在超景深三維立體顯微鏡下直接觀察刀具磨損情況[6]。
1 刀具磨損規律實驗研究
1.1 工件材料及刀具
工件材料選用45鋼,其屬于機械制造中最常用的中碳結構鋼,其冷熱加工性能和機械性能較好,強度高、塑性和韌性好、資源豐富、價格低廉,廣泛應用在許多工業領域中。實驗中工件尺寸為115mm×100mm×20mm。為了將工件安裝在測力儀上,按照測力儀安裝要求設計如圖1所示安裝孔,并于實驗開始前依據示意圖鉆好安裝孔。
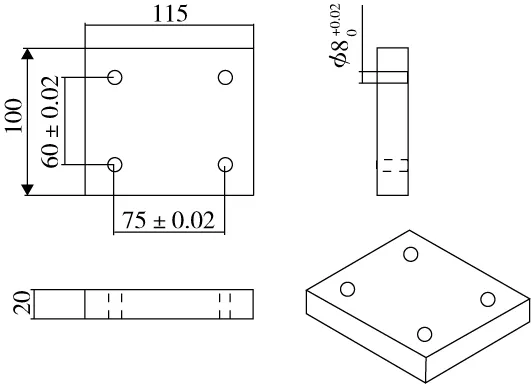
圖1 工件示意圖
1.2 實驗條件
實驗機床選用715D立式數控加工中心,測力儀選用Kistler 9257B三向動態壓電式測力儀[5]。銑削力檢測系統由測力儀、電荷放大器、數據采集器和計算機組成,如圖2所示。Kistler 9257B三向動態壓電式測力儀主要是由4個壓電式三維力傳感器組成,每個傳感器包含3對石英板,分別響應x、y、z3個方向的壓力,實現力的3個正交分量的測量。溫度檢測系統選用Fluke TiX640 紅外熱像儀,其能夠精確、快速地以非接觸方式測量物體的表面溫度。為更好地觀察刀具磨損情況,選用VHX-1000C超景深三維立體顯微鏡,在高倍觀察細節的前提下實現大視場高景深全面觀察,能更好地實現對刀具磨損區域圖像進行精確觀察和測量。
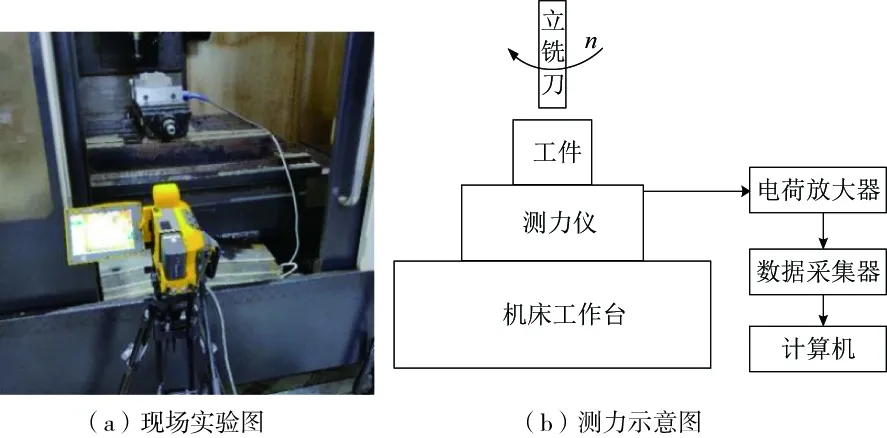
圖2 銑削力檢測系統示意圖
實驗刀具使用整體式直柄圓柱立銑刀,實驗中選用2刃的右旋直柄圓柱立銑刀,刀具直徑為4mm,螺旋角為35°。刀具裝在刀柄上,通過刀柄與機床主軸鏈接(圖3)。

圖3 工件示意圖
1.3 實驗方案
為達到用較少試驗次數得到理想實驗結果的目的,避免實驗的浪費和盲目性,選擇具有代表性的機組銑削參數進行試驗。
2 實驗結果分析
2.1 切削力及切削溫度分析
在高速銑削加工過程中,切削力直接決定了切削熱的產生,進而影響刀具的磨損、破損。高速銑削刀具磨損實驗時,通過銑削力檢測系統和紅外熱像儀,可以得到如圖4、圖5所示的一系列銑削力和銑削溫度的原始數據。其中Fx為進給方向銑削力,Fy為徑向切深方向銑削力,Fz為軸向切深方向銑削力。
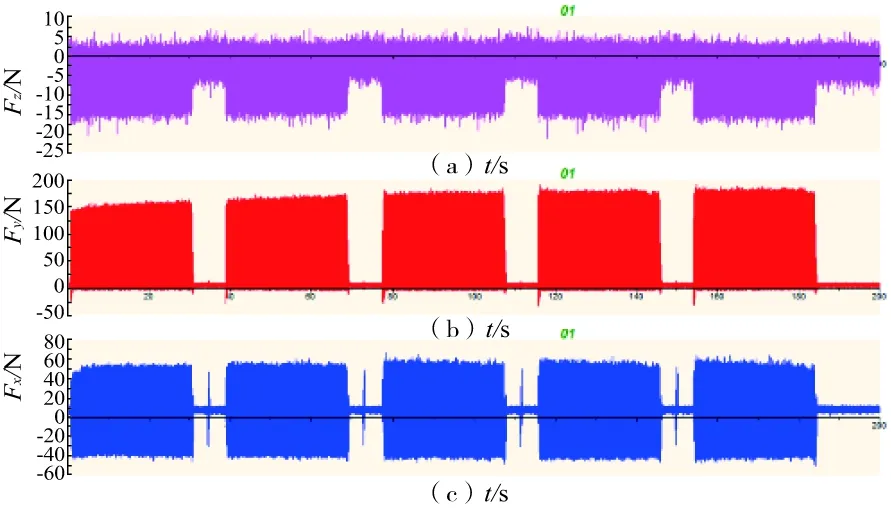
圖4 銑削力原始數據

圖5 銑削溫度原始數據
銑削實驗中,每銑削100mm的長度,記為一次銑削,分析采集到的每次銑削銑削力和銑削溫度信號,選擇銑削周期內具有代表性的銑削力和銑削溫度的數據點。當力增大到初始切削力的30%時就停止加工,將實驗中的銑削力和銑削溫度最大值的平均值作為研究對象,制成如圖6所示的銑削力和銑削溫度變化趨勢圖。

圖6 銑削力和銑削溫度與刀具典型磨損曲線變化趨勢圖
通過分析各組銑削力和銑削溫度變化趨勢圖可以發現:隨著銑削次數增加,進給方向的銑削力Fx、徑向切深方向的銑削力Fy及軸向切深方向的銑削力Fz都呈現逐漸增大的趨勢。其中,徑向切深方向的銑削力Fy變化趨勢最為明顯,軸向切深方向的銑削力Fz變化趨勢較小。銑削溫度雖然出現小幅度波動,但在整體趨勢上仍是逐漸增大。高去除率時刀具的一次接觸去除體積較大,單位體積磨損較小,刀具的切削長度較長。
2.2 刀具磨損分析
1)刀具磨損機理分析
根據超景深三維顯微鏡對實驗中銑刀的觀測情況,可以得到如圖7所示的刀具磨損形態圖,進而分析硬質合金立銑刀高速銑削45鋼磨損機理。
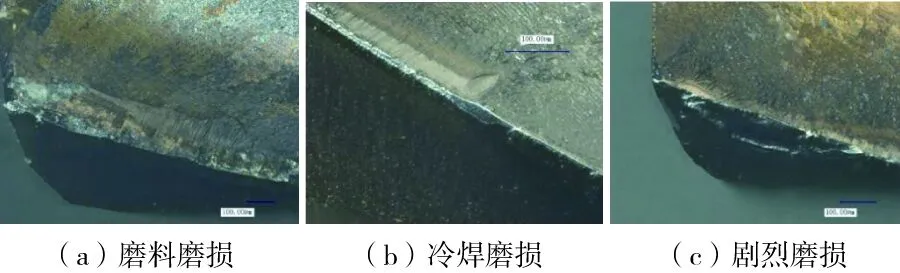
圖7 刀具磨損形態圖
利用超景深三維顯微鏡對銑刀進行實時觀測,得到如表1所示的立銑刀磨損量直觀分析結果。刀具磨損是多種磨損形式同時發生,多種成因相互作用的結果。正常磨損是連續的、逐漸形成的,主要有磨粒磨損、冷焊磨損、擴散磨損和氧化磨損[6]。實驗結果表明,在銑削過程中,工件表面和切屑與立銑刀前刀面、后刀面及切削刃發生摩擦,涂層材料一層層被磨損掉,然后磨損蔓延到基底材料中,發生正常的磨料磨損,如圖7(a)所示。隨著銑削溫度的升高,在強烈的壓力、劇烈的摩擦力以及分子吸附力的作用下,因相對運動刀具基底材料的微顆粒被工件或切屑帶走,形成如圖7(b)所示的冷焊磨損,銑削溫度是影響冷焊磨損的主要因素,銑削溫度越高,冷焊磨損越嚴重。圖7(c)為斷續切削綜合影響的結果,切削刃會有層狀剝落。
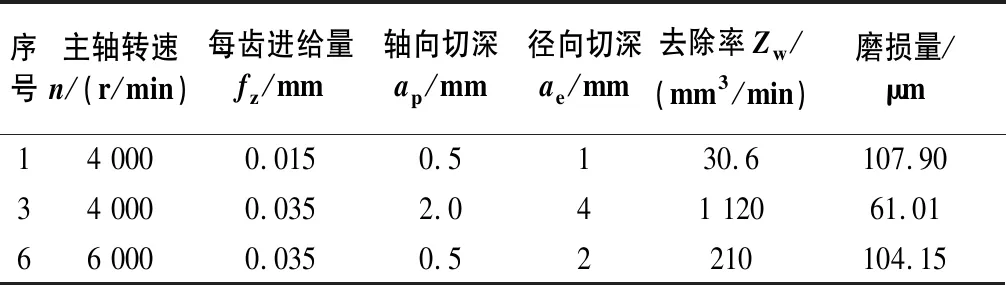
表1 立銑刀磨損量直觀分析表
3 結語
本文對硬質合金立銑刀高速銑削45鋼刀具磨損規律展開了研究。首先建立高速銑削磨損實驗平臺,以45鋼為銑削材料,采用正交實驗方案,進行高速銑削刀具磨損實驗,通過測力儀和紅外熱像儀實時采集銑削力和銑削溫度數據。銑削實驗結束后,在超景深三維顯微鏡下觀測刀具磨損情況。通過對實驗結果的分析,研究在不同銑削參數下,銑削力、銑削溫度以及硬質合金立銑刀磨損量的變化規律。得到以下結論:
1)硬質合金立銑刀在不同銑削參數下銑削45鋼時,隨著銑削次數增加,進給方向、徑向切深方向和軸向切深方向上的銑削力都呈現逐漸增大的趨勢,和刀具磨損曲線表現形式相同,可以用于判斷刀具的磨損過程。徑向切深方向銑削力變化趨勢最為明顯,軸向切深方向銑削力變化最小。銑削溫度雖然出現小幅度波動,但在整體仍是逐漸增大趨勢。
2)通過超景深三維顯微鏡觀察硬質合金立銑刀前刀面、后刀面以及切削刃的磨損形貌,在銑削過程中,工件表面和切屑與前刀面、后刀面以及切削刃發生摩擦,隨著涂層材料一層層被磨損掉,磨損逐漸蔓延到基底材料中。
3)縱向對比不同銑削條件下,硬質合金立銑刀的磨損形貌。發現不同的銑削加工參數下,刀具磨損形貌大體相似,磨損量的大小隨銑削參數的變化有所不同。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55