CFRP微孔鉆削主軸速度參數實驗優化及孔壁質量研究
2022-08-18 08:30:26雷瑛李達
機械制造與自動化 2022年4期
雷瑛,李達
(1. 西安交通工程學院 機械工程學院,陜西 西安 710300;2. 西南交通大學 材料科學與工程學院,四川 成都 614202)
0 引言
碳纖維增強塑料(carbon fiber reinforced plastics, CFRP)是一種具備高比強度、高韌性的耐疲勞復合材料。現階段大部分飛行器都是選擇電傳控制模式,為設置電線傳引結構,需對CFRP復合材料進行加工,以形成直徑約2mm的小孔[1-3]。微孔加工已經成為一項重要加工方法。對CFRP進行制孔處理時,會引起纖維斷裂以及形成分層現象,從而對電線結構造成破壞,嚴重時還會引起飛機運行失控的故障[4-5]。由于微孔鉆削過程形成的徑深比很小,因此當鉆削時鉆頭深度逐漸增大后,會導致排屑過程的散熱難度提高,削弱鉆頭的切削加工能力,還會形成毛刺結構并產生分層,明顯影響孔壁的質量[6-7]。
王共冬等[8]對引起撕裂和毛刺的因素開展深入探討,比較了不同鉆削工藝參數引起的鉆削質量變化,為優化制孔性能提供了參考依據。劉梟鵬等[9]重點對碳纖維增強復合材料進行大孔徑切削測試,分析了不同鉆孔工藝下刀具發生磨損的作用機制。單晨偉等[10]在研究CFRP層合板加工大直徑孔的過程中分別從銑削與鉆削兩個層面分析了切削力、加工條件、螺旋銑參數產生的特性,對改善CFRP層合板大直徑孔質量的相關方法進行了總結。ROMOLI L等[11]以CFRP層合板作為測試材料,對其開展8mm直徑的鉆削實驗。結果顯示:逐漸提高進給量偶,可增大對分層效果產生影響的軸向推力。XU J Y等[12]以6mm外徑的鉆頭開展鉆孔測試,并建立了相應的損害判斷標準,有效解決了碳纖維增強復合材料層合板在鉆削階段形成的毛刺、撕裂與分層的問題。
針對微孔結構徑深比較小、無法快速排出熱量的情況,聶倩倩等[13]引入了超聲方法進行鉆削測試,重點分析了不銹鋼微孔鉆削期間容易引起過高鉆削應力以及造成排屑不暢的情況,結果發現選擇超聲波輔助鉆削方法時,可以明顯降低鉆削力并抑制微孔入口處的毛刺形成,從而獲得更優的微孔形貌。
當前針對CFRP開展的鉆削研究中,大部分都是以傳統材料作為測試對象,只有少數文獻報道了在CFRP層合板中加工1mm微孔的研究內容。本文分析了不同主軸轉速與進給速度下的溫度變化情況,對鉆削后形成的表面微觀形貌進行了SEM表征,進一步提升了鉆孔的質量,為優化復合材料微孔鉆削質量提供了理論參考。
1 實驗
以T300碳纖維/環氧樹脂預浸料作為本實驗測試材料,按照[0°/90°]的方式完成鋪層過程,時間為6s,形成3.5mm厚的鋪層結構。表1給出了材料的各項參數。

表1 碳纖維增強復合材料基本力學性能
本實驗采用1mm外徑麻花鉆對CFRP進行鉆孔。總共設置了3組實驗,設定各組進給速度依次為5mm/min、10mm/min與15mm/min;同時設定刀具轉速依次為500 r /min、1 500 r /min與2 500 r /min。
圖1是鉆孔測試的試驗平臺結構示意圖。通過紅外探測儀測試鉆頭溫度并將數據傳輸至計算機中。
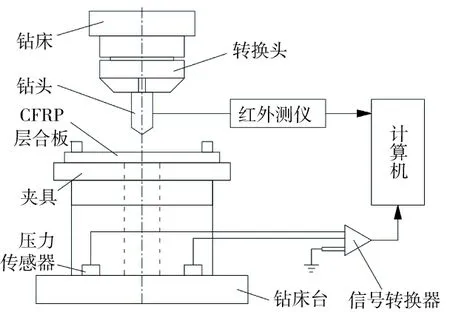
圖1 鉆削試驗平臺圖
2 結果分析
2.1 層間溫度分析
對圖2進行分析可知,在保持2500r/min的恒定主軸轉速條件下,提高進給速度或增加孔深時,形成了更高的鉆削溫度。控制進給速度為15mm/min時,獲得了75℃的最高鉆削溫度,相對5mm/min進給速度下的溫度發生了顯著提高,這主要是由于提高進給量后,將會形成更大的軸向力,從而引起做功的增加,最終形成了更高的溫度。根據以上分析可知,可以通過控制進給速度的方式來控制鉆削溫度的上升,避免鉆削熱引起刀具與孔壁受到破壞。因此,為獲得較低鉆頭溫度,將進給速度設定為5mm/min。
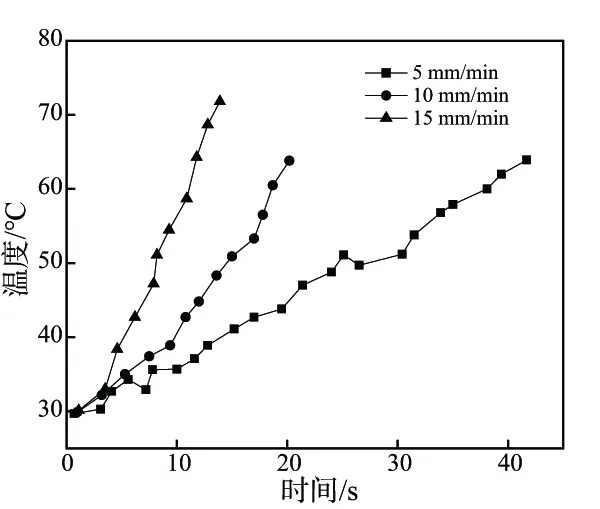
圖2 不同進給速度下層間溫度分布
圖3顯示,保持恒定的進給速度時,增大主軸轉速或在鉆頭進入更深位置時,發生了鉆孔溫度的持續上升。當轉速達到500r/min時,形成了49℃的最高鉆孔溫度;轉速為1500r/min時溫度升高至57℃;轉速為2500r/min時產生74℃的最高溫度。產生上述溫度變化特征的原因在于提高主軸轉速后,在微孔鉆削期間無法快速排除切屑,引起切屑與刀面之間的更多次數摩擦,因此做功也隨之增加并形成了更多熱量。鉆頭深度增加后,熱量更難以散發出來,形成了局部區域熱量積累現象,引起鉆削溫度的顯著上升。
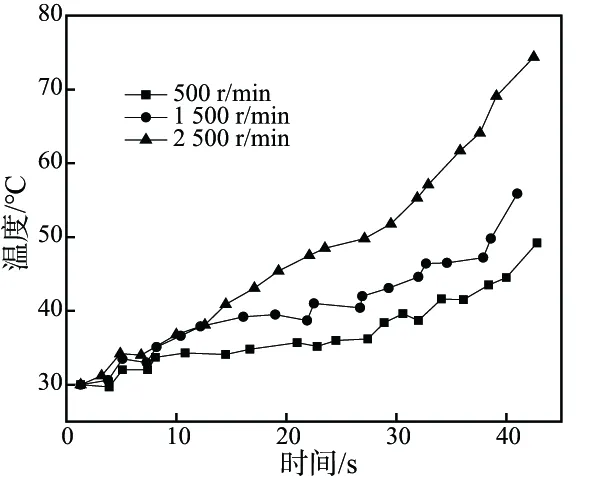
圖3 不同轉速下層間切削溫度分布
2.2 軸向力分析
從圖4中可以看到,當進給速度保持5mm/min的恒定值時,提高主軸轉速后,發生了軸向力減小現象,并在500r/min轉速下獲得了7.2N的平均軸向力,轉速為1500r/min時形成了5.1N左右的平均軸向力,轉速為2500r/min時形成了2.1N的平均軸向力。這是因為提高轉速后,單位時間中形成了更多次鉆削,使切削量降低。對CFRP孔出口進行鉆削時,鉆頭頂角與CFRP板底部相距較近,鉆頭只受到層合板的少量剛性支撐,由此導致鉆削力持續降低。因此,當轉速為2500r/min時,層合板受到最小的軸向力作用。
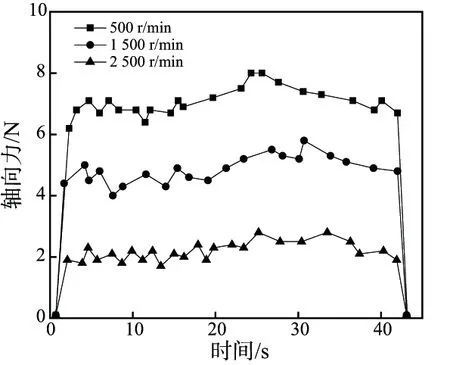
圖4 不同轉速下軸向力分布
根據圖5可知,當主軸轉速為2500r/min以及進給速度為5mm/min的條件下形成了最低的主軸軸向力,接近2.5N,當進給速度為10mm/min時獲得了3.1N的較低軸向力,到達15mm/min時形成了最大的軸向力,達到4.7N。由此可以推斷:提高進給速度后,可以引起層合板軸向力的提高。
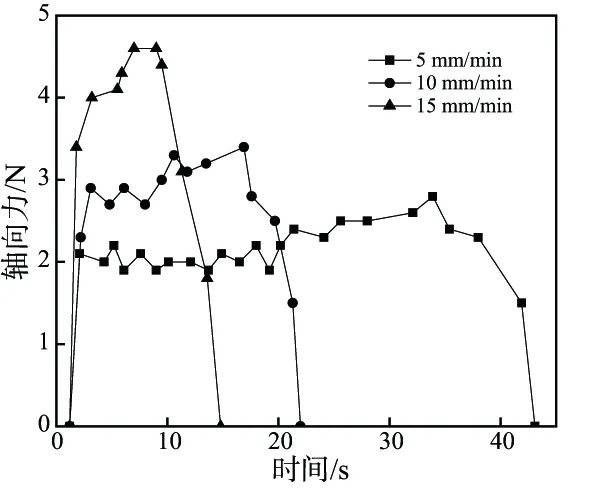
圖5 不同進給速度下軸向力分布
3 制孔質量分析
在保持轉速為2500 r/min的條件下,由不同進給速度下微孔鉆削得到圖6和圖7所示出口及孔壁形貌。此時在較小進給速度下幾乎沒有形成毛刺,逐漸提高進給速度后,形成了更高的刀具切削量,因沒有達到充分切削的效果,從而形成了粗糙的表面,并生成毛刺。由于鉆頭前角刃口大部分都是作用于CFRP表面,可以將切削作用力分成平行與垂直速度方向共兩種分力。提高進給量后,孔上側纖維層更易發生剝離。
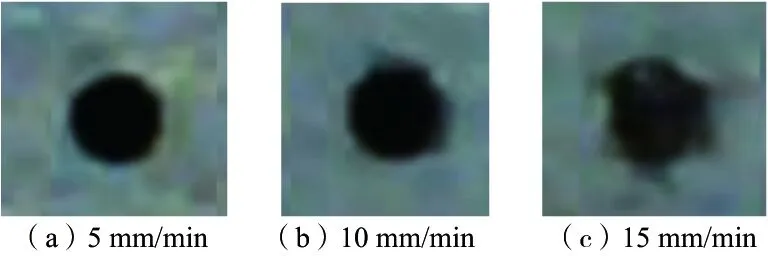
圖6 不同進給轉速下出口形貌
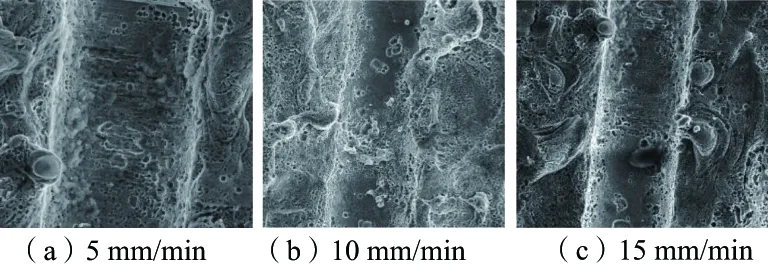
圖7 不同進給轉速下出口和孔壁形貌
對出口部位進行SEM表征可以發現,該區域形貌較差,層間結合強度很弱,未切削層剩余剛度無法為軸向力提供足夠支撐,引起層合板發生彎曲變形以及部分區域分層的情況,大幅度降低了鉆削質量。
4 結語
1)為獲得較低鉆頭溫度,將進給速度設定在5mm/min。增大主軸轉速或在鉆頭進入更深位置時,發生了鉆孔溫度持續上升的現象。
2)提高主軸轉速后,發生了軸向力減小,并在500r/min轉速下獲得了7.2N的平均軸向力。提高進給速度后,可以引起層合板軸向力的增大。
3)在較小進給速度下幾乎沒有形成毛刺,逐漸提高進給速度后,形成了更高的刀具切削量,會使微孔表面粗糙,并生成毛刺。提高進給量后,孔上側纖維層更易發生剝離。