漆包線產業智能制造展望
2022-08-18 03:17:26黃代忠馬紅杰
銅業工程 2022年3期
徐 波,黃代忠,馬紅杰
(1. 珠海格力電器股份有限公司,廣東 珠海 519110;2. 珠海格力電工有限公司,廣東 珠海 519110)
1 引言
漆包線由導體和絕緣層兩部分組成[1],屬于電線電纜產品中的繞組線類別。漆包線一般用于繞制電磁線圈,廣泛應用于電磁轉化部件中,包括航空航天裝備、海洋工程裝備及高技術船舶、先進軌道交通裝備、新能源汽車、家用電器等領域,是重要的工業配套原材料之一。中國是漆包線生產大國,歷經數十年的發展,無論是產能規模、品類數量,還是產業自動化、信息化、智能化應用水平,均走在全球行業的發展前列。
漆包線生產主要分為拉絲、漆包[2]兩大工序,具有流程短、工序少的特點。漆包線原材料和半成品物料的標準化,以及承載物的通用化,為智能制造的實施打下了良好的基礎。未來20~30年內,漆包線仍是金屬導體+聚合物絕緣漆膜結構,而絕緣漆涂覆的基本原理也不會發生根本性變化。因此,漆包線行業推行數字化工廠建設,具有廣闊前景。隨著互聯網以及信息技術產業的發展,結合漆包線行業對人才需求、人員管理、設備管控、工藝設計、材料開發、生產數據匯總分析、檢測技術、倉儲物流等多方面的需求,通過專業觀察和系統分析,認為漆包線行業極有可能率先實現全行業信息化,進而帶動整個產業鏈的數字化、網絡化和智能化發展。本文結合智能制造的目標,從生產設備、倉儲物流、檢測分析、質量管理四個方面,對漆包線制造行業已經取得的成果進行匯總研究,并對未來發展趨勢進行了展望。
2 漆包線行業發展歷程
2.1 漆包線生產設備
2000年以后,隨著信息技術的發展和設備制造技術的提升,漆包線生產設備已經實現了儀器儀表控制向PLC控制的轉變,自動化程度和生產效率越來越高。特別是在“十三五”期間,實現了諸如拉絲過程小拉機自動換盤,毛氈機成品線自動換盤,漆包線自動上下盤、線盤自動清洗等自動化升級。諸多企業通過開放數據端口、地址、通訊協議,實現了生產工藝參數的本地實時存儲和設備遠程控制。
2.2 倉儲物流
2.2.1 物流工具
漆包線生產企業早期的內部物流均使用手動叉車或柴油叉車,安全、時效、環保以及標準化管理都存在一定的漏洞,進入“十三五”后,部分龍頭企業已經完全啟用了電動叉車,為生產協同控制創造了條件。
2.2.2 物流配送
物料需求采用模糊推送方式,需求準確度不高,容易產生過多的中間物料。成品倉儲普遍采用系統輔助管控,地面分區域多層擺放,出貨時需要在現場配貨,難以做到物料100%先進先出。鑒于以上問題,部分漆包線龍頭企業提出利用信息技術實現物料按需自動配送,如珠海格力電工有限公司、廣東精達里亞特種漆包線有限公司,采用拉絲裸銅線智能物流方式,實現了從傳統物流向自動物流方式的跨越轉變。然而,行業內大部分企業配送模式剛剛完成從原始機械入庫向全(半)自動打包入庫轉變。
2.3 檢測
工業化產品的檢測一般分為過程檢測和出廠檢測。
2.3.1 過程檢測
漆包線過程檢測的發展變化見表1。2015年-2020年,檢測技術在漆包線行業得到快速發展,主要體現在模具機在線檢測設備和毛氈機在線檢測設備的應用和推廣,可實現如下檢測功能:

表1 漆包線過程檢測的發展變化
(1)有效檢測針孔(微缺陷),同時能檢測出漆包線表面突起粒子(漆瘤);
(2)實現本地存儲,能夠存儲每盤線的檢測結果;
(3)通過設定報警參數,可實現在線報警,提醒操作工及時應對異常情況;
(4)建立報警數據與入庫質量控制之間的攔截聯動,確保入庫產品質量合格;
(5)開放檢測設備端口,實現過程檢測數據的截取,為后期數據應用及分析打下基礎。
國內模具機在線檢測產品的功能,已經趕超國外同類產品。國內設備廠家通過與漆包線廠家開展聯合攻關,大大推進了漆包線產業的智能化步伐。生產廠家和檢測設備廠家通過聯合開發,設計出適合毛氈機用的微細線在線檢測儀,采用接觸或非接觸兩種方式,成功實現了對微細線針孔、漆瘤的成功檢測。
2.3.2 出廠檢測
“十三五”前,出廠檢測主要是按比例抽檢,以抽測結果來確定盤線質量,不可避免地存在錯漏情況。使用的檢驗儀器基本上為獨立測試設備,很多設備只顯示數據,不能存儲測試結果,更不能對海量數據進行分析、處理、應用和輸出。“十三五”期間,部分檢測儀器廠家聯合漆包線生產企業進行聯合開發,實現了檢測數據自動錄入和分析處理,但由于系統相對封閉,應用推廣受阻,特別是數據端口不開放直接限制了檢測儀器的通用化。
2.4 質量管理
進入21世紀,國內漆包線企業開始引入軟件系統進行生產質量的管控,經過20多年的探索,質量管理技術取得了很大的進步。其中,質量管理軟件化分為四個發展階段,如表2所示。
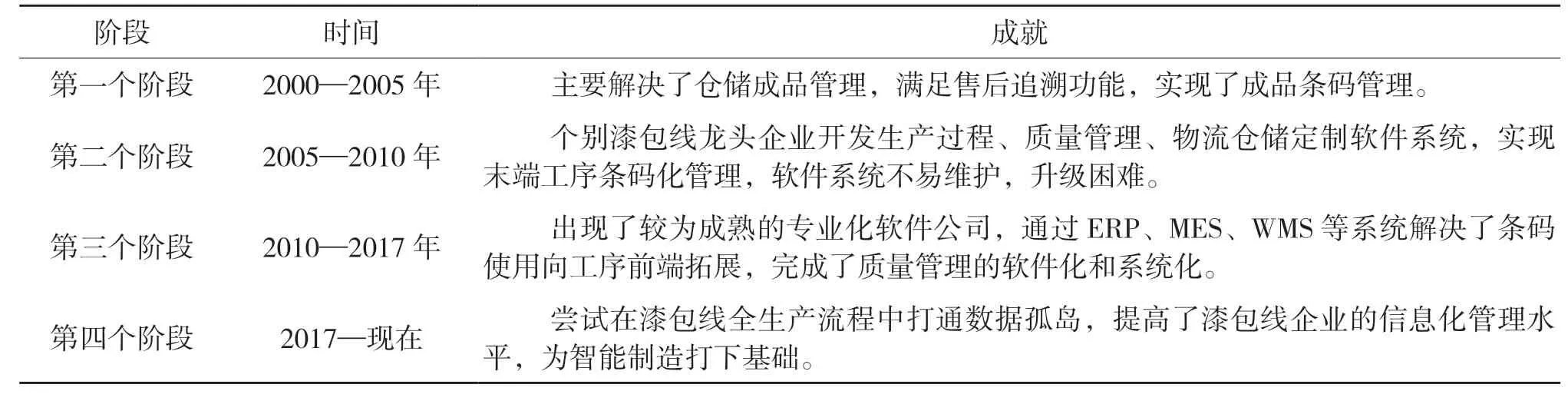
表2 質量管理軟件發展階段
3 漆包線智能制造展望
3.1 生產設備的自動化、信息化以及智能化
“十三五”期間,漆包線生產及檢測設備實現了自動化升級[5-6],但是離智能制造還有很大的差距。后續通過產業鏈企業的聯合攻關和協同創新,有望在“十四五”期間實現生產設備的信息化和智能化。
3.2 倉儲物流智能化
對物料按需自動配送,實現逆向承載物自動物流[7],保證物料先進先出,完善無人智能運輸工具的協同作業,同時利用區塊鏈技術提高物料跨車間自動交接數據的準確性,最終實現物流過程的智能化和無人化。
倉儲入庫采用全自動包裝、按需入庫、預排(測)入庫方式。存儲采用智能貨架,可實現成品打包后自動上架,出庫可實現按訂單自動配貨、智能取貨,自動對倉庫進行盤點,有效建立生產過程中對物料、計劃的管控。通過以上手段最終實現倉儲、物流的智能化以及倉儲資料的信息化。
3.3 檢測技術的信息化
隨著檢測技術的發展, “十四五”期間有望實現漆包線100%在線檢測。通過諸如SCADA等系統讀取在線檢測過程數據,對異常數據可以實時監控、快速響應,并通過數據分析實現整體質量變化趨勢的預測。生產檢測儀器廠家開放數據接口,實驗室抽檢測試數據實現自動錄入,測試數據條碼及測試結果被讀取到企業MES系統內進行處理和應用,在線檢測數據和抽檢數據深度“融合”,可以大幅度降低實驗室檢測的抽檢比例,下游客戶還可以讀取漆包線條碼,讀取開放的基本信息并與生產過程進行匹配。
3.4 質量管理的信息化
質量管理信息化主要是打通孤立系統的數據鏈,多方位、多層次、多節點形成數據網絡,數據信息可隨時調用,提升管理效率。基于龍頭企業均已使用ERP、MES、WMS、SCADA、OA、CCL、CRM等系統[8],將這些孤立系統實現數據雙向及多向打通,可大大提升企業的管理水平,借助技術手段實現管理方式的變革,主要體現在以下方面:
(1)質量控制手段實現重大創新。質量異常參數由查詢式的被動管控變為分步推送的主動管控,質量異常的響應環節也被大大前移,且能夠有效監控。同時可對海量質量數據進行統計分析,有效預測每條生產線或每個企業產品質量的變化趨勢,并且能夠實時監控到重大質量問題及處理過程,杜絕批質量異常漆包線流出,逐步實現生產過程中相關因素的正向及逆向追溯。
(2)實現能耗及設備管控。通過SCADA系統,可實時掌握生產機臺能耗的變化,異常時快速發現,主動干預。通過對設備參數的采集處理,能有效掌握設備狀態的變化趨勢,實現對設備的主動性維護。
(3)實現生產計劃管控。通過ERP、MES、APS、CRM、WMS幾個系統數據的交互,可實現訂單、計劃、采購、過程物料、倉儲數量、交付等相互關聯,有效提升全過程管控水平,實現降本增效。
(4) 實現工藝過程無紙化。通過以上幾個系統,可實現作業指導書、重要工藝參數的在線點檢,設備重要參數點檢實現無紙化。
(5)實現對分析結果統計的應用。各數據鏈打通,能夠大幅度減少統計數據的重復錄入和加工,減少相關人員工作量,優化人力資源配置,同時可以深度開展基于自動采集的質量統計工作,開展自動采集設備效率OEE的應用。
(6)實現企業之間的數據互聯。在實現本地智能化建設的基礎上,可考慮打通產業鏈企業之間的數據交互和整體管控,提升各生產基地之間物料的綜合使用效率。
(7)基于“5G”的應用,可開展“VR虛擬現實”培訓,同時可推廣各生產基地之間的遠程診斷應用,加強生產協同,提升整體反應處理能力。
漆包線行業正走向以定制化、自動化、集成化為特征的智能化生產方向,生產過程的智能化程度將越來越高,與物聯網產業的接軌融合也越來越緊密;管理將由信息系統相互獨立向信息資源整合和業務協同方向發展,隨著開放信息向上下游延伸,企業經營管理方面的決策智能化程度將越來越高。圖1為某公司已經采用的信息業務架構圖。
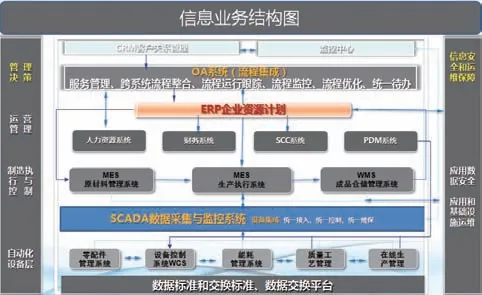
圖1 某漆包線企業信息業務架構圖
4 結束語
綜合以上信息,結合漆包線產業的工藝特點、工序特點、裝備水平、基礎水平和技術發展方向來看,漆包線行業最有希望率先建成“黑燈工廠”。
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
印刷工業(2020年4期)2020-10-27 02:45:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
中國交通信息化(2017年4期)2017-06-06 07:21:52
工業設計(2016年12期)2016-04-16 02:52:00
能源(2015年8期)2015-05-26 09:15:56