四門兩蓋滾邊分析
2022-08-05 11:11:32王賀炳
汽車工藝師 2022年7期
王賀炳
埃夫特智能裝備股份有限公司 蕪湖 241060
汽車主機(jī)廠生產(chǎn)線目前應(yīng)用的主流包邊形式有專機(jī)包邊(table top)、壓機(jī)包邊(液壓機(jī)+包邊模)和機(jī)器人滾邊三種。為適應(yīng)市場變化,實(shí)現(xiàn)多車型小批量生產(chǎn),增加生產(chǎn)線柔性,降低生產(chǎn)線投資,采用機(jī)器人進(jìn)行“四門兩蓋”滾邊方案的用戶越來越多。
三種包邊形式優(yōu)缺點(diǎn)的比較見表1[1,2]。

表1 包邊方式優(yōu)缺點(diǎn)對比
滾邊分析過程
機(jī)器人滾邊設(shè)備一般由滾邊機(jī)器人、滾邊頭、滾邊胎模、電氣控制系統(tǒng)和安全防護(hù)設(shè)備等組成。
滾邊胎模由上模和下模組成,上模壓緊零件的方式一般有三種:
1)上模從下模上方滑移至下模,壓緊零件,如圖1a所示。
2)上模由機(jī)器人放置在下模上,壓緊零件,如圖1b所示。
3)上模從下模上方或側(cè)方翻轉(zhuǎn)至下模,壓緊零件,如圖1c所示。

圖1 上模壓緊方式
壓緊零件后,機(jī)器人進(jìn)行滾邊。為獲得較好的滾邊質(zhì)量,需對門蓋內(nèi)板總成與外板的合拼方式進(jìn)行分析,對外板法蘭高度、角度及門蓋總成包邊區(qū)域的特征截面進(jìn)行分析,并對滾邊道數(shù)進(jìn)行分析。
1.合拼方式分析
將門蓋內(nèi)板總成與外板扣合時,有線性合拼、旋轉(zhuǎn)合拼和硬性合拼3種方式。
(1)線性合拼 沿著內(nèi)外板之間某一直線,內(nèi)板總成向外板線性靠近并扣合,此時外板法蘭高度、角度對內(nèi)板總成與外板扣合無干涉。例如四門內(nèi)板總成與外板扣合,外板法蘭角度一般大于90°,對扣合無影響。
我國會計(jì)監(jiān)督工作的成效、問題和未來展望——基于財(cái)政部2018年會計(jì)信息質(zhì)量檢查公告的研究劉勝良22-8
(2)旋轉(zhuǎn)合拼 當(dāng)線性合拼扣合干涉時,可采用旋轉(zhuǎn)合拼。首先將內(nèi)板總成傾斜放入外板法蘭某條邊內(nèi),使內(nèi)板總成沿此邊旋轉(zhuǎn)靠近外板,將內(nèi)板總成與外板扣合。例如四門可采用外板法蘭上或下某條邊旋轉(zhuǎn)合拼,前后蓋可采用外板前或后某條邊旋轉(zhuǎn)合拼。
(3)硬性合拼 旋轉(zhuǎn)合拼時,若內(nèi)板總成與外板干涉且干涉量<2mm,建議采用硬性合拼。
1)若采用人工扣合,需要額外增加合拼臺,在外板上與內(nèi)板總成扣合干涉處設(shè)計(jì)吸盤。工人上件外板,并啟動吸盤,外板在吸盤的拉力作用下產(chǎn)生彈性形變。此時工人可將內(nèi)板總成與彈性形變外板扣合,然后關(guān)閉吸盤,外板彈性形變恢復(fù)。由此可見,由于會引起外板彈性變形,所以硬性合拼無法在滾邊胎模上實(shí)現(xiàn)。
2)若采用機(jī)器人抓手扣合,可在機(jī)器人外板抓手上增加吸盤,使外板產(chǎn)生彈性形變,然后將內(nèi)板總成與外板扣合。若內(nèi)外板干涉量大于2mm,建議優(yōu)化外板法蘭高度和角度。
2.截面分析
以某主機(jī)廠門蓋滾邊分析為例,對外板法蘭高度、角度及門蓋總成包邊區(qū)域的特征截面進(jìn)行分析。將門蓋外板沖壓件數(shù)模與門蓋總成數(shù)模置于同一坐標(biāo)系下,并在包邊區(qū)域數(shù)模不同特征處分別建立截面,分析相關(guān)參數(shù)變化情況。
(1)截面中性面及增加值分析 外板滾邊前后截面中性面如圖2所示,分析外板中性面滾邊前長度L1與外板中性面滾邊后長度L2是否相等。包邊前后增加值變化如圖3所示,四門增加值應(yīng)在0~0.3mm,前后蓋增加值應(yīng)在0~0.5mm。
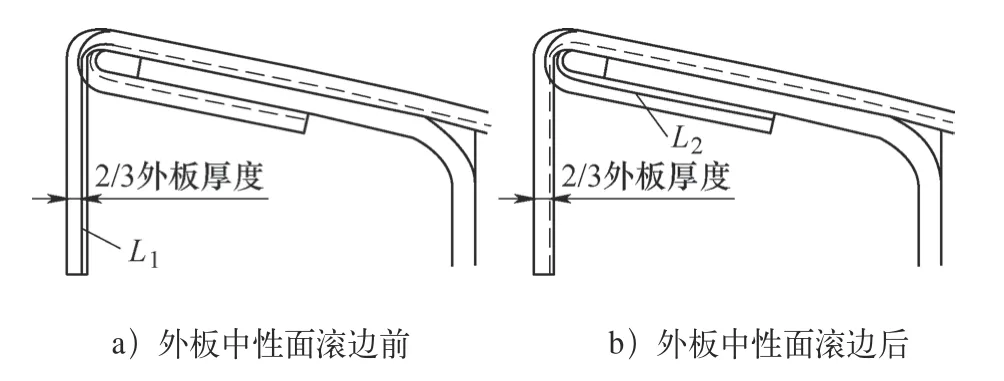
圖2 外板中性面滾邊前后示意
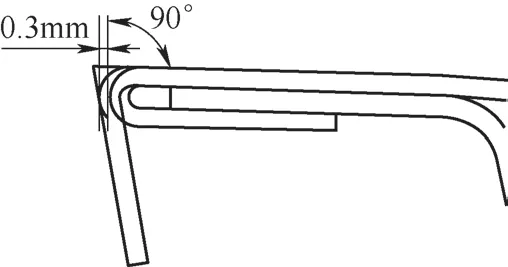
圖3 滾邊前后增加值變化
(2)總成件截面狀態(tài)分析 總成件截面如圖4所示。若為平角滾邊,截面各參數(shù)建議值如圖4a所示;若為水滴滾邊,截面各參數(shù)建議值如圖4b所示。
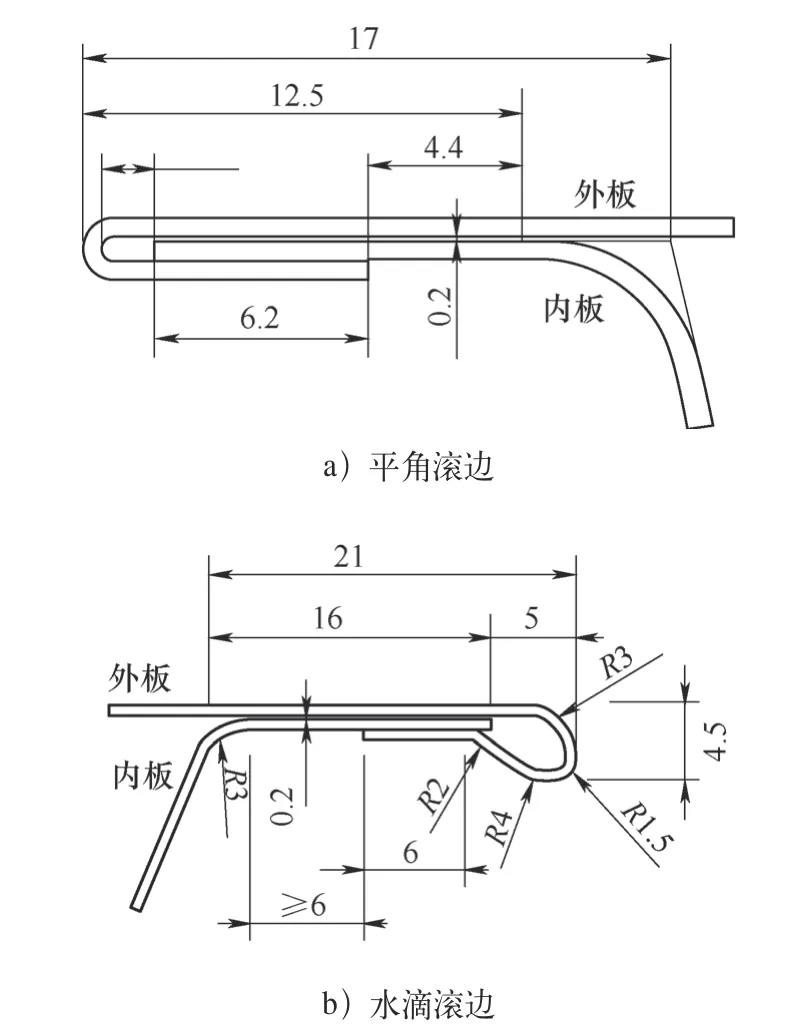
圖4 總成件截面
(3)半包邊全包邊分析 某一區(qū)域?qū)儆诎氚呥€是全包邊,需根據(jù)門蓋產(chǎn)品數(shù)據(jù)具體分析確定。
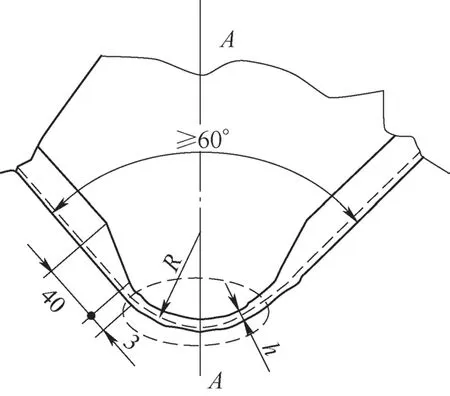
圖5 包邊特征示意
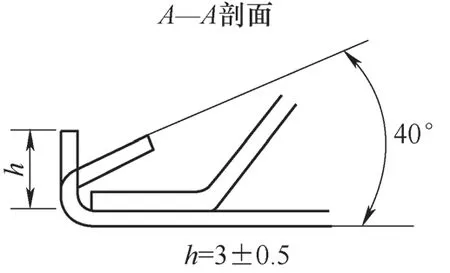
圖6 外板法蘭高度
2)若包邊特征處7mm<R<40mm,建議確定為全包邊。此時,若7mm<R<13mm,建議h=4±0.5mm;若13mm<R<40mm,建議h=5±0.5mm。同樣,外板法蘭高度=h+外板厚度。
3)若包邊處40mm<R<350mm,建議確定為全包邊,但此時建議h=6±0.5mm。同樣,外板法蘭高度=h+外板厚度。
4)半包邊與全包邊過渡區(qū)域的長度建議至少達(dá)到40mm。若長度較短,滾邊后過渡區(qū)域易出現(xiàn)開裂現(xiàn)象。
3.滾邊道數(shù)分析
分析滾邊道數(shù)時,根據(jù)外板法蘭角度考慮是否需要預(yù)滾邊。
1)當(dāng)外板法蘭角度α<105°時,無需預(yù)滾邊。
2)當(dāng)105°<α<125°時,需視具體情況具體分析。當(dāng)105°<α<117°時,建議取消預(yù)滾邊;當(dāng)117°<α<125°,增加預(yù)滾邊。
3)當(dāng)125°<α<145°時,因外板法蘭角度較大,此時外板法蘭r角未形成,需增加預(yù)滾邊形成r角。
結(jié)語
機(jī)器人滾邊現(xiàn)場調(diào)試可采用機(jī)器人離線程序,提高調(diào)試效率。為進(jìn)一步保證滾邊精度,可將機(jī)器人和滾邊胎膜置于同一平臺上,保持機(jī)器人與胎膜相對位置不變,不受地面沉降及伸縮縫等因素影響。總之,經(jīng)四門兩蓋的滾邊理論分析后,需結(jié)合現(xiàn)場滾邊調(diào)試結(jié)果,逐漸積累調(diào)試經(jīng)驗(yàn),經(jīng)驗(yàn)再修正理論。
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
學(xué)生天地(2020年32期)2020-06-09 02:57:54
人大建設(shè)(2018年9期)2018-11-18 21:59:16
電子制作(2018年18期)2018-11-14 01:48:24
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年5期)2017-08-15 00:53:19
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
浙江人大(2014年4期)2014-03-20 16:20:16
終身教育研究(2014年5期)2014-02-28 01:23:06
中國火炬(2010年7期)2010-07-25 10:26:07
