某發射筒端蓋開蓋性能異常原因
2022-08-04 10:04:06武麗麗柯賢朝
理化檢驗(物理分冊) 2022年7期
蔡 澤, 武麗麗, 柯賢朝
(1.上海航天精密機械研究所, 上海 201600;2.上海材料研究所 上海市工程材料應用與評價重點實驗室, 上海 200437)
某發射筒端蓋由模塑料和金屬增強材料壓制而成,其內表面有6條溝槽,正常情況下,在進行開蓋性能測試時,端蓋會沿溝槽破裂為6塊(見圖1)。端蓋中金屬增強材料的作用是使試驗后的碎塊不脫落。

圖1 端蓋正常開蓋宏觀形貌
采用靜態開蓋試驗方法(緩慢加壓直至端蓋被破壞)對端蓋進行開蓋性能測試時,僅有4塊碎塊翻轉,另外2塊碎塊連在一起,未沿應力溝槽擴展,表面有裂紋但未裂開,且連在一起的碎塊未翻轉,開蓋形態異常(見圖2)。

圖2 端蓋異常開蓋宏觀形貌
對端蓋進行檢查,在未翻轉碎塊上的裂紋處可隱約看到金屬增強材料,初步推斷金屬增強材料發生了偏移。物理破壞方法是通過將端蓋中的金屬增強材料暴露出來,來驗證金屬增強材料是否偏移的。由于模塑料和金屬增強材料之間結合力較好,采用該方法會不準確,因此筆者采用無損檢測方法來確定端蓋中金屬增強材料的偏移狀態。復合材料無損檢測的方法有超聲檢測、X射線檢測、紅外熱成像檢測等[1]。X射線檢測技術具有不受被檢測復合材料種類的影響,檢測結果直觀、可靠[2], 被廣泛應用于復合材料的檢測中[3-5]。筆者采用X射線檢測方法對端蓋進行無損檢測。
1 X射線檢測
對開蓋形態異常的端蓋進行X射線檢測。根據X射線膠片的清晰程度,確定檢測條件為:單壁單影,焦距為1 200 mm,電壓為80 kV,電流為5 mA,曝光時間為3 min,顯影時在20 ℃下處理5 min,膠片沖洗時間為30 min。開蓋形態異常端蓋的X射線檢測結果如圖3所示,由圖3可知:連在一起的碎塊中的1塊的金屬增強材料發生了偏移,由此推斷開蓋形態異常與金屬增強材料偏移至溝槽有關。
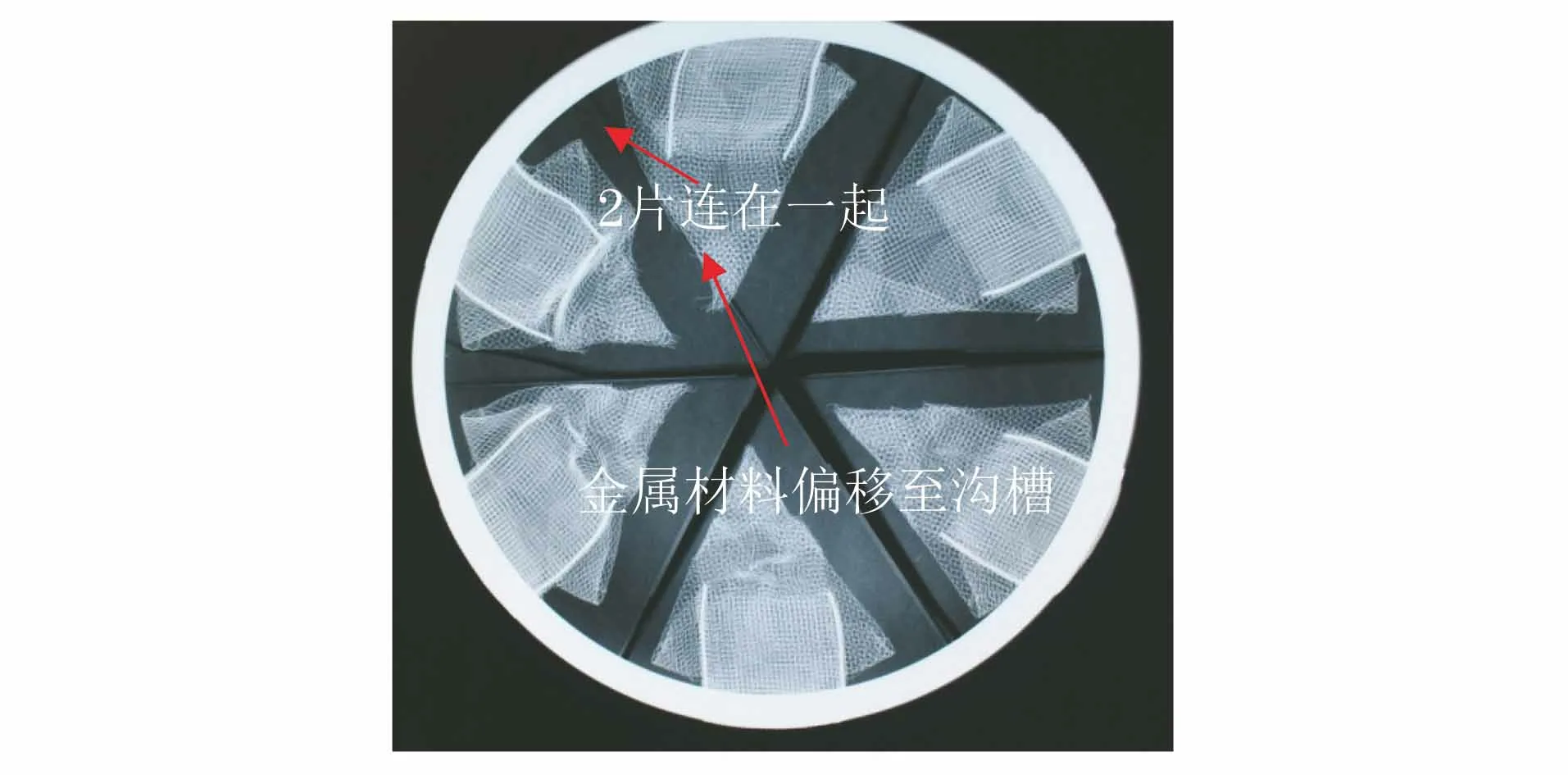
圖3 開蓋形態異常端蓋的X射線檢測結果
2 仿真分析
為分析金屬增強材料偏移至溝槽對開蓋形態的影響,對端蓋進行了仿真分析。正常端蓋模型如圖4所示。

圖4 正常端蓋模型
金屬增強材料偏移至溝槽的極限情況為2片金屬增強材料連接為一個整體,為了簡化計算,采用極限情況進行仿真分析,金屬增強材料偏移至溝槽的端蓋仿真模型如圖5所示。

圖5 金屬增強材料偏移至溝槽的端蓋仿真模型
根據端蓋進行開蓋性能測試時的實際工況,對蓋環施加全約束,在蓋體內表面施加均布載荷0.1 MPa(載荷方向指向外表面為正)。圖6為正常狀態下開蓋性能測試時最大應力區域分布,圖7為金屬增強材料偏移至溝槽后開蓋性能測試時最大應力區域分布。由圖6,7可知:正常狀態下,6條應力溝槽的應力分布基本相同,在開蓋時同步打開;金屬材料偏移至溝槽,2片金屬葉片連在一起時應力分布發生變化,金屬材料發生偏移的溝槽應力明顯變小,6條應力溝槽不再同步打開,開蓋性能測試時開蓋形態會發生變化。采用靜態開蓋試驗方法時,一旦蓋體破裂會導致泄壓,其中應力較小的溝槽可能不開裂,發生偏移的溝槽因無法開裂而連在一起,同時泄壓導致碎塊翻轉動力下降,極限情況會出現碎塊不翻轉。

圖6 正常狀態下開蓋性能測試時最大應力區域分布

圖7 金屬增強材料偏移至溝槽后開蓋性能測試時最大應力區域分布
3 試驗模擬
采用飛行試驗方法對端蓋進行開蓋性能測試時,發現金屬增強材料發生偏移的端蓋仍會正常開蓋。對采用飛行試驗方法測試的端蓋進行X射線檢測,發現端蓋中的金屬增強材料偏移至溝槽,但開蓋形態正常(見圖8)。

圖8 飛行試驗方法測試端蓋的X射線檢測結果
同樣是金屬增強材料發生偏移,采用靜態開蓋試驗方法時出現了開蓋形態異常,而采用飛行試驗方法時開蓋形態正常,飛行試驗方法中端蓋會瞬間開蓋,兩種試驗方法明顯不同,由此推斷試驗方法也是導致端蓋開蓋形態異常的原因之一。
為驗證試驗方法對開蓋形態的影響,需模擬發射試驗環境,而動態開蓋是一種可以模擬發射試驗環境的試驗方法,該方法可瞬間釋放大量氣體,在很短時間內對端蓋產生壓力使端蓋被破壞,動態開蓋試驗方法如圖9所示。對金屬增強材料偏移至溝槽的端蓋進行動態開蓋性能試驗,試驗結果如圖10所示,端蓋的X射線檢測結果如圖11所示,由圖10,11可知:采用動態開蓋試驗方法時,金屬增強材料跨過應力溝槽不影響開蓋形態,端蓋依然破裂為6塊。試驗模擬結果表明,開蓋試驗方法選擇不當是開蓋形態異常的原因之一,動態開蓋試驗方法更接近端蓋的實際使用工況。
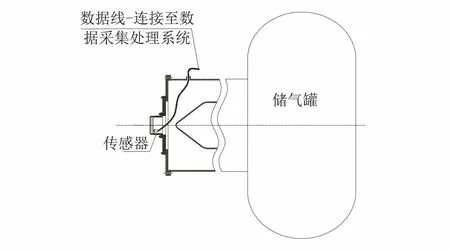
圖9 動態開蓋試驗方法示意

圖10 金屬增強材料偏移至溝槽端蓋的動態開蓋試驗結果

圖11 動態開蓋試驗方法測試端蓋的X射線檢測結果
4 結論與建議
X射線檢測和仿真分析結果表明:金屬增強材料偏移至溝槽會導致端蓋開蓋形態異常。對比金屬增強材料偏移至溝槽的端蓋,在靜態開蓋試驗方法和動態開蓋試驗方法時的開蓋形態,發現靜態開蓋試驗方法會導致開蓋形態異常,動態開蓋試驗方法的開蓋形態正常,表明試驗方法選擇不當會導致開蓋形態異常,應選用動態開蓋試驗方法。綜上分析,金屬增強材料偏移至溝槽和開蓋試驗方法選擇不當是端蓋開蓋形態異常的原因。
為避免開蓋形態異常,在后續端蓋的生產過程中用X射線檢測端蓋中金屬增強材料的狀態,將金屬增強材料偏移至應力溝槽的端蓋去除,同時采用動態開蓋方式進行開蓋性能測試。
猜你喜歡
輪胎工業(2021年10期)2021-12-24 17:23:35
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
輪胎工業(2020年9期)2020-03-01 18:58:44
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
江西理工大學學報(2015年3期)2015-12-22 05:26:21
機床與液壓(2015年3期)2015-11-03 07:02:03
Coco薇(2015年1期)2015-08-13 02:47:34