不同氬弧焊焊絲對2205雙相不銹鋼環焊縫組織與性能的影響
2022-08-03 08:59:10王福善李軒鵬白真權
理化檢驗(物理分冊) 2022年7期
王福善, 李 磊, 馮 泉, 童 根, 鮮 俊, 李軒鵬, 白真權
(1.中國石油塔里木油田公司 油氣工程研究院, 庫爾勒 841000;2.中國石油集團石油管工程技術研究院 石油管材及裝備材料服役行為與結構安全國家重點實驗室, 西安 710077;3.中國石油塔里木油田公司 設備物資處, 庫爾勒 841000;4.中國石油塔里木油田公司 地面工程處, 庫爾勒 841000)
2205雙相不銹鋼是超低碳的中合金奧氏體-鐵素體不銹鋼,屬于第二代雙相不銹鋼,其顯微組織是由各占50%體積分數的鐵素體和奧氏體兩相組成,兼有鐵素體不銹鋼和奧氏體不銹鋼的優點,具有較高的強度、良好的韌性、優良的焊接性能和耐腐蝕性能,已廣泛應用于化工、石油天然氣和化肥生產等領域[1]。
焊接作為2205雙相不銹鋼管的主要連接方式,焊縫性能的優劣將直接影響管線的服役安全。焊接過程固有的非平衡短時局部冶金使焊縫的組織和性能比母材更差[2-3]。研究表明[4],合金元素、焊接工藝參數和固溶處理是影響焊縫組織和性能的主要因素。李為衛等[2]研究了線能量對2205雙相不銹鋼焊接接頭耐腐蝕性和韌性的影響;石巨巖等[3]研究了固溶處理溫度對2205雙相不銹鋼焊縫組織與韌性的影響。通過優化焊接工藝參數和焊后固溶處理,2205雙相不銹鋼環焊縫的力學性能已達到甚至高于母材的力學性能,但其耐腐蝕性仍較母材更差。僅通過優化焊接工藝參數和焊后固溶處理難以進一步提高焊縫的耐腐蝕性,因此改變合金元素含量成為了提高焊縫耐腐蝕性的必然選擇。
筆者通過選擇合金元素含量更高的ER2594焊絲進行焊接試驗,并與ER2209焊絲進行對比,研究了焊接接頭化學成分、顯微組織、力學性能和耐腐蝕性能的變化,以解決焊縫耐腐蝕性較差的問題。
1 試驗材料和方法
1.1 試驗材料
試驗管材為2205雙相不銹鋼管,規格為φ114 mm×5 mm(外徑×壁厚),其力學性能如表1所示,顯微組織為α(鐵素體)+γ(奧氏體),α相體積分數約為50%,無析出相。試驗所用焊材分別為ER2209焊絲(直徑為2.4 mm)和ER2594焊絲(直徑為1.6 mm),其化學成分如表2所示,符合AWS A5.9—2017WeldingConsumables-WireElectrodes,StripElectrodes,Wires,andRodsforArcWeldingofStainlesandHeatResistingSteels-Classification的要求。
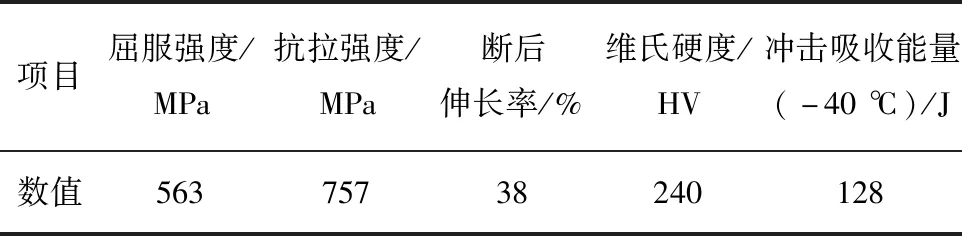
表1 2205雙相不銹鋼管母材力學性能

表2 試驗焊材化學成分 %
1.2 焊接工藝
焊接采用鎢極惰性氣體保護焊(GTAW)工藝,其中全程選擇ER2209焊絲的焊接接頭編號為1號,根焊選擇ER2594焊絲、熱焊和蓋面焊選擇ER2209焊絲的焊接接頭編號為2號,具體焊接工藝參數如表3所示。兩組焊接接頭均采用V形坡口,鈍邊長為1 mm,雙邊坡口角度為60°,根部裝配間隙為3 mm,錯邊量不超過0.5 mm,全程采用99.99%氬氣保護。

表3 焊接工藝參數
1.3 試驗方法
采用OLS 4100型激光共聚焦顯微鏡對焊接接頭的顯微組織、α相含量和析出相進行檢測;采用TESCAN VEGA型掃描電子顯微鏡(SEM)及其自帶的INCA-350型X射線能譜分析儀(EDS)對焊接接頭化學成分進行分析;采用UTM5305型材料試驗機進行刻槽錘斷試驗,試樣長為230 mm、寬為25 mm,保留原始焊縫余高,用鋼鋸在試樣兩側焊縫端面的中心鋸槽,槽深為3 mm;采用WZW-1000型彎曲試驗機進行背彎試驗,試樣長為230 mm、寬為25 mm,去除焊縫余高;采用KB30BVZ-FA型維氏硬度計進行維氏硬度(HV10)測試;根據ASTM A923-2014StandardTestMethodsforDetectingDetrimentalIntermetallicPhaseinDuplexAustenitic/FerriticStainlessSteels中的方法C對焊接接頭進行6%(質量分數,下同)的FeCl3點蝕試驗,試驗溫度為(22±1) ℃,試驗周期為24 h;根據ASTM G36—2013StandardPracticeforEvaluatingStress-Corrosion-CrackingResistanceofMetalsandAlloysinaBoilingMagnesiumChlorideSolution,采用四點彎曲法對焊接接頭進行25%沸騰MgCl2應力腐蝕開裂試驗,拉應力為標準規定最低屈服強度的50%,試驗周期為96 h;采用KITE-R型掃描電化學工作站對焊接接頭的根焊進行掃描振動電極技術(SVET)測量,試驗溶液為3.5%NaCl,針尖為10 μm的Pt/Ir探針電極,位于試樣上方100 μm處,沿垂直于試樣表面二維運動,電極振動頻率為70 Hz,測量間隙為10 ms。
2 試驗結果與分析
2.1 化學成分及顯微組織形貌
1號和2號試樣焊接接頭根焊縱截面的EDS分析區域如圖1所示,其分析結果如表4所示。從表4可知:與1號試樣根焊相比,2號試樣根焊的鉻含量提高約10%,根焊熱影響區的鉻含量提高約6%,根焊鉬含量提高約71%,鎳含量未見明顯變化。圖2和圖3分別為1號和2號試樣不同區域的顯微組織形貌,金相檢驗結果如表5所示。從表5可知:與11號試樣根焊及其熱影響區(熔合線至0.2 mm內)相比,2號試樣根焊及其熱影響區(熔合線至0.2 mm內)γ相含量增多,γ相分布更均勻,析出更充分;但與母材相比,2號試樣根焊和熱影響區的γ相含量仍然偏低、組織偏大且分布較為不均。

圖1 兩組試樣焊接接頭根焊縱截面的EDS分析區域

表4 化學成分分析結果 %
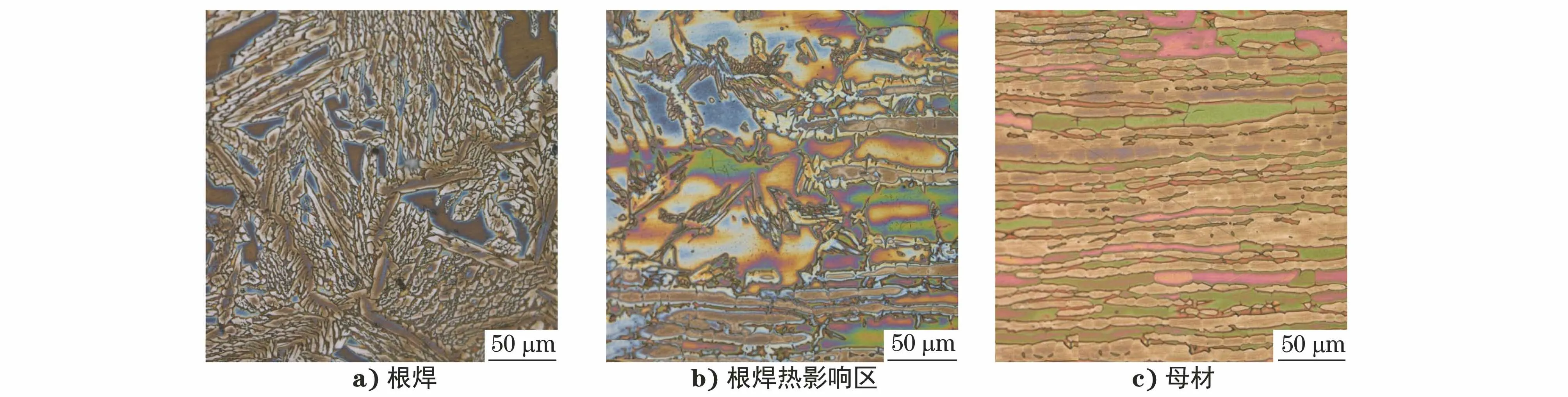
圖2 1號試樣不同區域的顯微組織形貌

圖3 2號試樣不同區域的顯微組織形貌

表5 兩組試樣的金相檢驗結果
2.2 力學性能
1號和2號試樣的力學性能測試結果如表6所示。從表6可知:刻槽錘斷試驗后斷口未見超標缺陷,背彎試驗后未出現裂紋,維氏硬度均低于300 HV,接近母材硬度,但2號試樣較1號試樣根焊硬度略高(見圖4),這是因為2號試樣合金元素的質量分數更高。
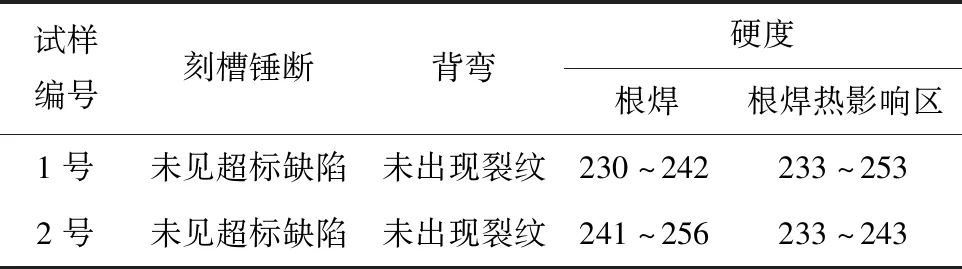
表6 兩組試樣的力學性能測試結果 HV
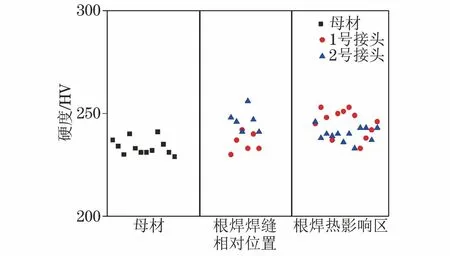
圖4 兩組試樣焊接接頭根焊不同區域的硬度分布
2.3 耐腐蝕性能
從1號和2號試樣焊接接頭根焊處取樣,分別進行25%沸騰MgCl2應力腐蝕開裂和6%FeCl3點蝕試驗,結果見表7。從表7可知:與1號試樣相比,2號試樣的耐應力腐蝕開裂性能未見差異,試驗后兩組試樣均未斷裂;點蝕試驗后放大20倍觀察兩組試樣仍無點蝕(見圖5),但2號試樣的腐蝕速率較1號試樣顯著降低,降幅約為95%(見圖6)。利用SVET(掃描振動電極測試)分別沿1號和2號試樣焊接接頭根焊進行縱向掃描,試驗結果分別如圖7,8所示,其中:X軸表示焊接接頭縱向,0代表熔合線,負值表示向焊縫方向掃描,正值表示向母材方向掃描;Y軸表示焊接接頭橫向,0代表根焊中部,負值表示向內壁側掃描,正值表示向外壁側掃描,振動范圍不超出根焊;Z軸表示腐蝕電流,正值表示陽極電流,負值表示陰極電流。從圖7,8可知,1號試樣從2 h開始,其熱影響區腐蝕電流顯著增大,到10 h后焊縫和母材腐蝕電流逐步提高,這說明熱影響區首先發生腐蝕,然后焊縫和母材逐步發生腐蝕;而2號試樣從6 h開始,其熱影響區腐蝕電流顯著增大,到12 h后母材腐蝕電流顯著增大,而焊縫腐蝕電流仍較低,這說明熱影響區首先發生腐蝕,隨后母材和焊縫依次發生腐蝕。與1號試樣對比可見,2號試樣根焊和熱影響區的耐腐蝕性明顯提高,特別是根焊的耐腐蝕性已超過母材。
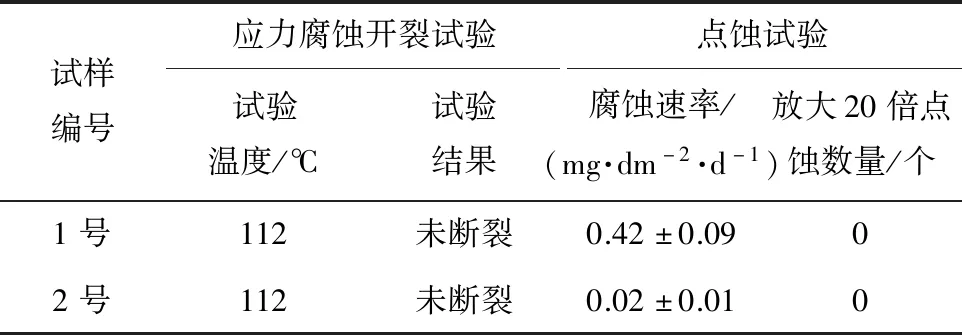
表7 兩組試樣的腐蝕試驗結果
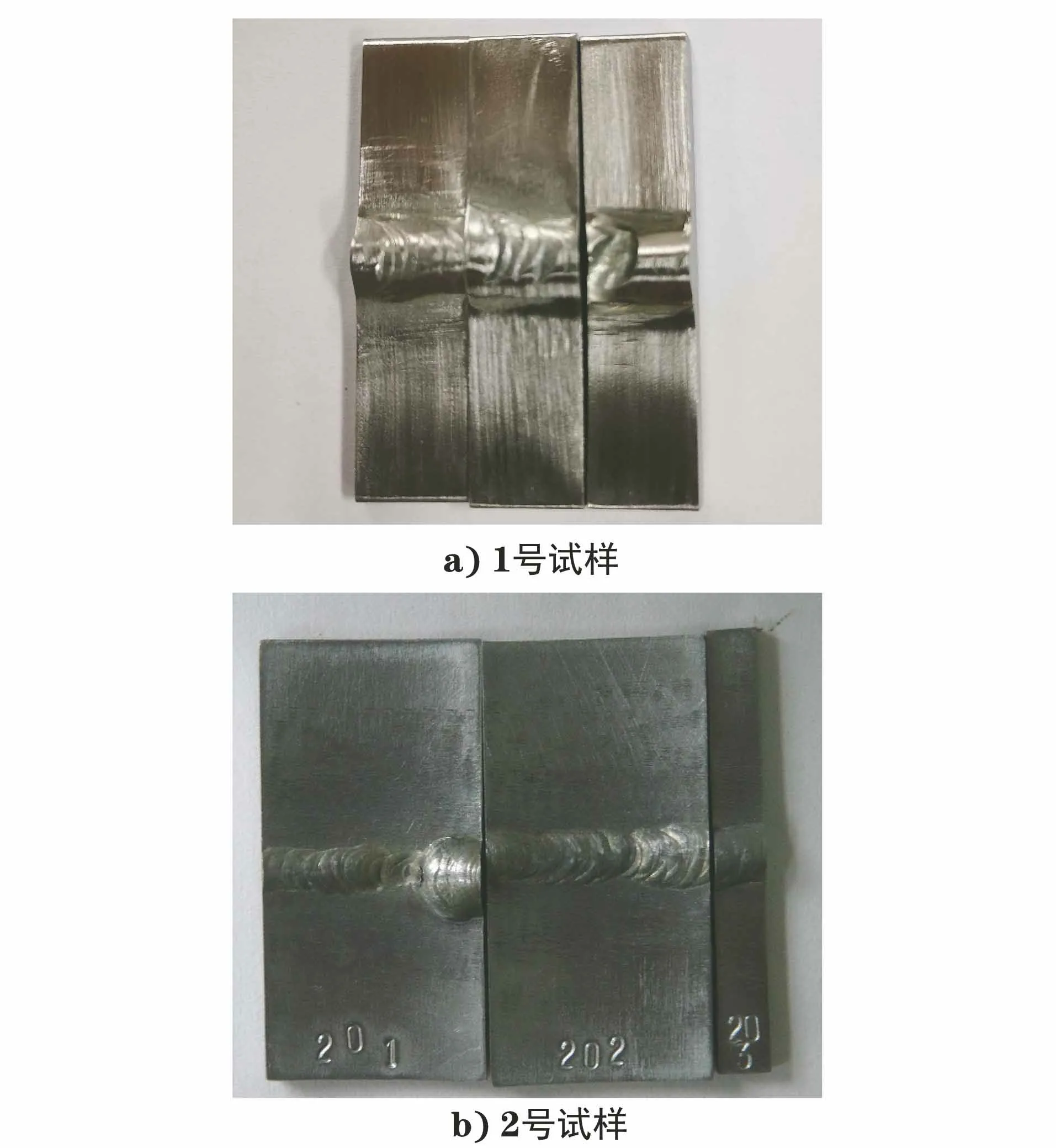
圖5 兩組試樣焊接接頭根焊點蝕試驗后宏觀形貌
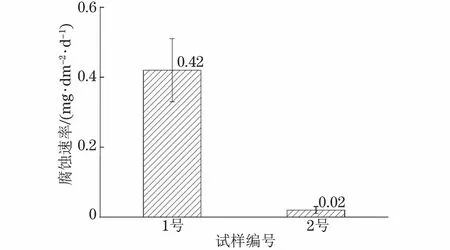
圖6 兩組試樣焊接接頭根焊腐蝕速率

圖7 1號試樣焊接接頭根焊不同時間的SVET圖

圖8 2號試樣焊接接頭根焊不同時間的SVET圖
2.4 綜合分析
從試驗結果分析可知,與全程采用ER2209焊絲進行焊接相比,采用ER2594焊絲(根焊)+ER2209焊絲(熱焊和蓋面焊)進行組合焊得到焊接接頭的根焊及熱影響區的化學成分和顯微組織有明顯變化,鉻含量提高6%~10%,γ相含量增多、兩相組織分布更均勻;力學性能未見明顯差異,刻槽錘斷、背彎和硬度試驗結果無異常;其根焊及其熱影響區的耐應力腐蝕開裂性能良好,腐蝕速率降低約95%,耐腐蝕能力極佳,且焊縫較母材的耐腐蝕性更優。
2205雙相不銹鋼優良的力學性能和耐腐蝕性能是由其特殊的相結構和相比例決定的[5]。焊接是一個短時復雜的冶金過程,其對2205雙相不銹鋼焊縫的組織和性能轉變的影響也十分復雜。從合金元素的角度分析,鉻當量(wCreq)和鎳當量(wNieq)表征了鐵素體和奧氏體結構的穩定性,兩者的計算方法分別如式(1)和式(2)所示[5]
wCreq=wCr+wMo+0.7wNb
(1)
wNieq=wNi+35wC+20wN+0.25wCu
(2)
研究表明[5],wCreq/wNieq的比值越低,則α相越少,γ相越多。ER2209和ER2594焊絲的wCreq/wNieq比值分別為1.90和1.93。由此可見,ER2594焊絲的wCreq/wNieq比值更高。此外,從兩種焊絲的化學成分對比可知,除合金元素有明顯差異外,ER2594焊絲的氮元素含量更高。氮元素可以顯著促進γ相的形成,對改善不銹鋼的力學性能和耐腐蝕性非常有效,并改善兩相中鉻、鎳、鉬元素的分布。因此,在這兩方面的共同作用下,氮元素的強化作用更加突出,使得ER2594根焊的γ相含量更多、分布更加均勻,因此ER2594焊接接頭也獲得了良好的力學性能,力學性能試驗結果也證明了這一點。
雙相比及合金元素含量是影響雙相不銹鋼耐腐蝕性的關鍵因素,在雙相比接近的情況下,合金元素的含量決定了其耐腐蝕性。鉻元素能促進雙相不銹鋼發生鈍化,保持鈍化膜穩定,增強鈍化膜修復能力。ER2594根焊及其熱影響區因具有接近50%的α相含量及較母材更高的鉻含量,所以根焊較母材耐腐蝕性更優,這有效地解決了焊縫耐腐蝕性較母材差的問題。
3 結論及建議
與全程采用ER2209焊絲所得的焊接接頭相比,根焊采用ER2594焊絲所得的焊接接頭,根焊及其熱影響區鉻含量提高了6%~10%,γ相含量增多、兩相組織分布更均勻,力學性能和耐應力腐蝕性能良好,腐蝕速率降低約95%,耐腐蝕性極佳。ER2594根焊及其熱影響區具有接近50%的α相含量及較母材更高的鉻含量,因此ER2594根焊較母材的耐腐蝕性更優。
2205雙相不銹鋼管焊接采用ER2594焊絲進行根焊,可有效地解決焊縫耐腐蝕性較母材差的問題。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53