SMT雙面屏蔽罩側(cè)邊焊接工藝精益管理
2022-08-02 07:49:56合肥鑫晟光電科技有限公司陳紅彭媛媛宋飛飛吳學咿王鑫趙濤趙凱旋王曉磊
機械工業(yè)標準化與質(zhì)量 2022年2期
關(guān)鍵詞:工藝
合肥鑫晟光電科技有限公司□陳紅 彭媛媛 宋飛飛 吳學咿 王鑫 趙濤 趙凱旋 王曉磊
SMT(表面貼裝技術(shù))是目前電子組裝行業(yè)里使用最為廣泛的一種技術(shù)和工藝,是指通過一定的工藝、設(shè)備、材料將無引腳或短引線表面組裝元器件貼裝在PCB或其他基板的表面上,通過回流焊等方式進行焊接的電路裝連技術(shù)。SMT的關(guān)鍵工藝流程包括印刷、貼片、回流焊等,其中貼片工藝又可以分為單面貼裝和雙面貼裝,雙面貼裝在實現(xiàn)高集成PCBA產(chǎn)品的同時也給SMT工藝帶來了一定難度。
本文主要介紹的雙面屏蔽罩設(shè)計焊盤位于PCB板邊側(cè)面,這種在實現(xiàn)雙面焊接的同時還要滿足屏蔽罩的側(cè)邊焊接精度的需求,極大拉升了對SMT的高精度工藝要求。由于是初次引進雙面?zhèn)冗吅附樱嚓P(guān)制程經(jīng)驗不足,試產(chǎn)中還存在屏蔽罩空焊等問題亟待改善。

(1)錫膏印刷
在SMT工藝中,印刷錫膏是第一步也是影響最終焊接質(zhì)量的關(guān)鍵工藝流程之一。錫膏印刷流程如圖1所示。其目的主要是通過鋼網(wǎng)將足量的錫膏轉(zhuǎn)移到PCB焊盤上,錫膏在流動過程中受到刮刀的推力作用,經(jīng)過鋼網(wǎng)開孔下落至相應的焊盤上,印刷結(jié)束鋼網(wǎng)與PCB脫離,錫膏完全落在對應的焊盤上。影響錫膏印刷的關(guān)鍵工藝參數(shù)包括刮刀速度、刮刀壓力、鋼網(wǎng)厚度、鋼網(wǎng)開口、脫離速度等。鋼網(wǎng)的厚度一般由PCB焊接最小零件類型及最小元件間距決定,如最小零件是0402,一般鋼網(wǎng)厚度為0.1mm,最小零件為0201時,鋼網(wǎng)厚度一般為0.08mm。當鋼網(wǎng)厚度一定時,開口大小及形狀成為影響錫膏印刷質(zhì)量的關(guān)鍵因素。
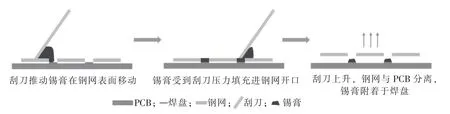
圖1 錫膏印刷流程
(2)專用吸嘴設(shè)計
屏蔽罩尺寸較大,普通吸嘴吸附效果不穩(wěn)定,如圖2所示通過將原有單氣孔吸嘴更改為雙氣孔吸嘴,可以使吸附屏蔽罩更加穩(wěn)定,在高速運轉(zhuǎn)過程中吸著力更強,貼裝下壓時,受力均勻,提高吸著穩(wěn)定性。
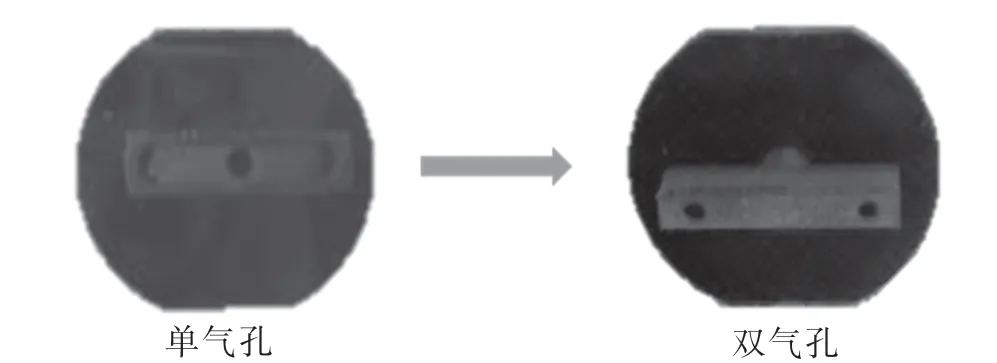
圖2 吸嘴示意圖
(3)屏蔽罩規(guī)格設(shè)計
SMT的貼片工藝可以通過高精度的貼片機實現(xiàn),在貼片前的錫膏印刷是影響SMT焊接質(zhì)量的關(guān)鍵工藝之一。傳統(tǒng)的SMT工藝中焊盤均位于PCB板面,錫膏只需要通過設(shè)計相應的鋼網(wǎng)開口漏印在PCB上即可。印刷流程如圖1所示,錫膏在受到刮刀的推動力作用下,經(jīng)由鋼網(wǎng)開口下落至對應的焊盤上,實現(xiàn)PCB的印刷工藝。
本文中所涉及的產(chǎn)品屏蔽罩要求焊接在PCB側(cè)面,這種焊接方式的優(yōu)勢在于一方面可以降低PCBA厚度,減小SMT焊接空間,另一方面同時還可以增加電磁屏蔽效果。為了實現(xiàn)此種屏蔽罩在PCB側(cè)面焊接,將其焊盤設(shè)計位于PCB板邊兩側(cè),因此需要對鋼網(wǎng)開口的尺寸進行外擴,使得印刷后的錫膏可以下落附著于PCB板側(cè)邊。而外擴的尺寸大小也與屏蔽罩的外寬尺寸緊密相關(guān)。
1)規(guī)格中心值設(shè)定
如圖3所示,屏蔽罩的外寬尺寸需要考慮到印錫厚度,屏蔽罩厚度以及板寬。因此,屏蔽罩的外寬尺寸設(shè)計中心值應為PCB寬度+錫厚×2+CAN厚度×2=8.5+0.05×2+0.15×2=8.9mm。見表1。
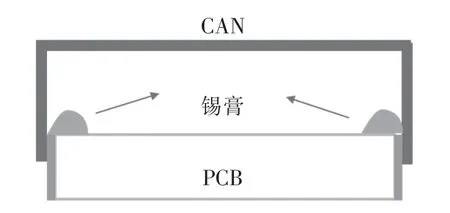
圖3 CAN焊接示意圖
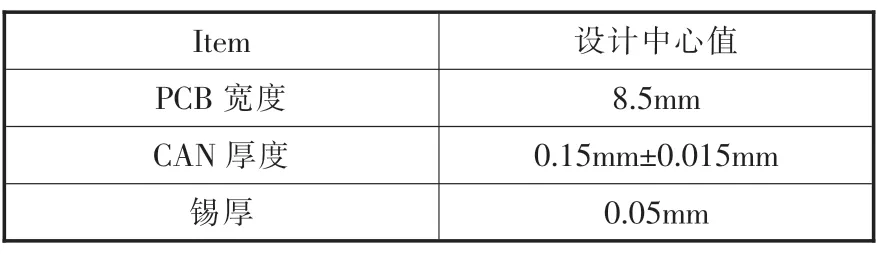
表1 原材設(shè)計中心值
2)規(guī)格公差的設(shè)定
通過對不同外寬尺寸的屏蔽罩進行SMT投入驗證,當尺寸偏小時會產(chǎn)生浮起不良,尺寸偏大時會產(chǎn)生空焊不良,CAN外寬水準在8.84mm~8.96mm之間無不良,因此規(guī)格設(shè)定為8.9mm±0.05mm較為合理,有利于焊接良率的大幅提升。見表2。

表2 CAN外觀水準驗證
(4)鋼網(wǎng)開口的設(shè)定
本機種為雙面CAN工藝,A面為大CAN,B面為小CAN,兩面CAN的長度、pin腳個數(shù)存在差異,SMT工藝優(yōu)先順序為先進行B面SMT,再進行A面SMT。如圖4所示,1~5 pin腳處的鋼網(wǎng)開口為0.45mm且側(cè)面焊盤經(jīng)過兩次印刷上錫,而6~7處焊盤僅經(jīng)過一次印刷上錫,因此對于邊緣6~7的pin腳位置,鋼網(wǎng)開口增加至0.46mm。

圖4 雙面CAN示意圖

(1)CAN外寬尺寸管控——限位器導入
PCB側(cè)邊焊接對于屏蔽罩的外寬尺寸管控要求較為嚴格,公差僅為±0.05mm,為了實現(xiàn)對此尺寸的穩(wěn)定管控,導入了限位器卡槽,對CAN的外徑寬100%卡控,此外增加SPC管控,監(jiān)測頻率2pcs/0.5h,以確保原材的品質(zhì)管控穩(wěn)定。
(2)SMT制程管控
SPI是指錫膏檢測系統(tǒng),主要是用以檢測錫膏印刷的面積、體積、高度、形狀、橋接等,從而實現(xiàn)對錫膏印刷質(zhì)量的品質(zhì)監(jiān)控,SPI能有效確保良好的錫膏印刷質(zhì)量,最大程度地減少可能存在的成品不良率。
爐后的PCBA成品可通過切片狀態(tài)判斷焊接可靠性,如圖5所示,從切片圖片可以看到焊錫與PCB以及CAN之間的焊接狀態(tài)良好,試產(chǎn)階段測試頻率要求1pcs/build,量產(chǎn)初期測試頻率為1pcs/2Weekly。
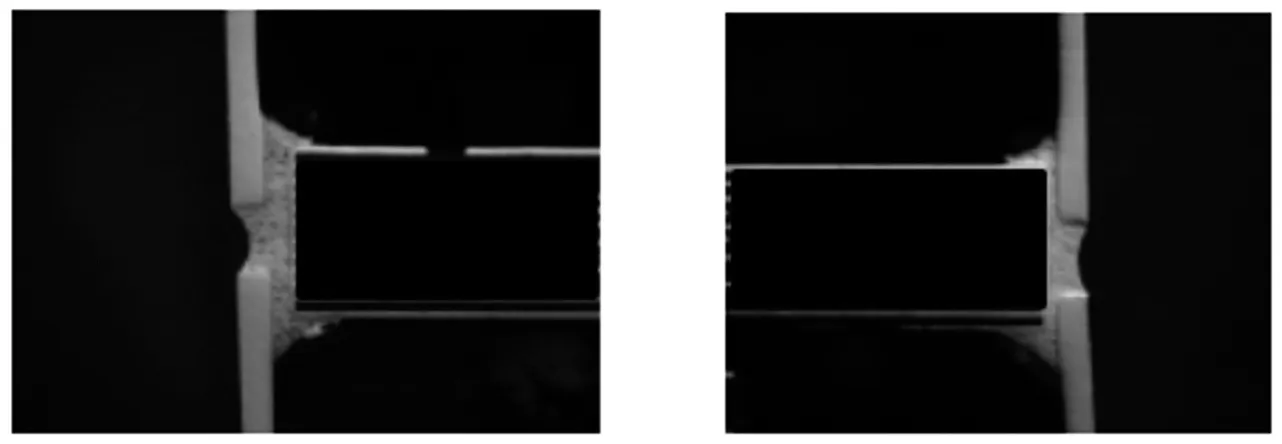
圖5 CAN切片
本文基于SMT焊接原理,根據(jù)PCB原材,CAN原材以及鋼網(wǎng)印錫厚度,通過DOE驗證,確定了屏蔽罩的尺寸管控要求;根據(jù)本機種的雙面屏蔽罩焊接要求,確定了鋼網(wǎng)開口設(shè)計。通過對SPI數(shù)據(jù)的監(jiān)測以及切片監(jiān)控焊接可靠性,保證了雙面屏蔽罩側(cè)邊焊接的量產(chǎn)穩(wěn)定性。為后續(xù)新項目的展開提供了一定的經(jīng)驗積累,輸出了一套完成的精益管理方法。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52