封閉式芯盒頂出機構設計與應用
2022-07-31 02:51:14張世武王光偉師文琴袁際章高培虎
中國鑄造裝備與技術 2022年4期
關鍵詞:設計
張世武,王 偉,王光偉,師文琴,袁際章,高培虎
(1.山西柴油機工業有限責任公司,山西大同 037036;2.山西中兵鑄造有限公司,山西大同 037036;3.西安工業大學 材料與化工學院,陜西西安 710021)
目前鑄造行業最主要的工藝方法仍然是砂型鑄造,而以樹脂砂、水玻璃砂造型、制芯應用最為廣泛[1],采用手工造型、制芯生產鑄件的廠家仍然很多,特別是一些新產品的試制也以手工造型制芯為主。
模具、芯盒的設計正確與否是能否生產出合格的高質量鑄件的關鍵,手工制芯的芯盒種類很多,封閉式結構的芯盒占比最大,最常用的是水平分型結構和垂直分型結構[2]。
水平分型芯盒分為敞開式和封閉式,水平分型芯盒的填砂口及刮砂面平行于芯盒的分型面。
敞開式芯盒的分型面、填砂口、刮砂面在同一個面上,出型時沿著分型面的方向脫出即可。封閉式芯盒由上下兩半芯盒組成且上下兩半芯盒都有形狀,封閉式芯盒型芯的出型和敞開式芯盒的出型主要差別是,封閉式芯盒出型時首先要完成兩半芯盒的分離,然后進行型芯的頂出,因此封閉式芯盒的出型設計既要考慮芯盒的頂出,同時也要考慮型芯的頂出,而且芯盒的頂出和型芯的頂出是連續完成的。
垂直分型芯盒的填砂口及刮砂面垂直于芯盒的分型面,垂直分型芯盒由左右兩半芯盒組成,兩半芯盒都有形狀,由于樹脂砂、水玻璃砂制芯對固化時間的控制有較高的要求,固化時間短出型相對容易但型芯強度偏低,容易造成型芯的變形或開裂,固化時間長型芯強度增高造成出型困難[3],傳統的芯盒設計方法難以解決這類問題,封閉式芯盒的出型創新設計能很好地解決了上述問題,既能保證型芯的順利出型也不會造成芯盒損壞。
1 鑄件結構分析
多年來封閉式金屬芯盒的設計一直延用傳統的設計方法,以某型號鑄件殼體設計為例(見圖1),殼體芯盒為水平分型結構。
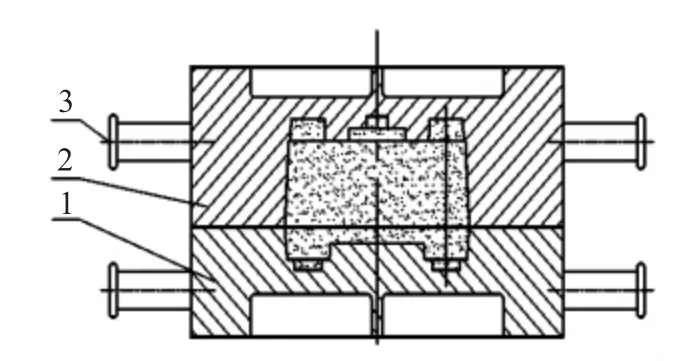
圖1 某型號鑄件殼體設計圖
砂口布置在芯盒的上平面,與芯盒的分型面平行,制芯時將芯盒合在一起并且鎖緊,將混制好的樹脂砂通過填砂口填入芯盒內,震實后刮平填砂口,待型芯固化后出型。由于樹脂砂固化后已經有較高的強度,出型時需將芯盒垂直放置,分別打擊上下芯盒的底板產生振動,使型芯和芯盒之間出現間隙,然后打擊芯盒一側的吊軸使其和另一半芯盒分離,當一側芯盒完全脫離后,再打擊另一側芯盒的吊軸使型芯和芯盒分離。由于打擊力是通過芯盒底部和吊軸向型芯傳遞的,因此需要較長時間的打擊才能出型,這種出型方法不僅降低了生產效率,也容易造成芯盒和型芯的損壞。在生產過程中不當的打擊造成芯盒變形、開裂、吊軸斷裂等問題時有發生,不僅增加模具的維修費用也縮短了模具的使用壽命,增加制造成本。
2 帶頂出機構芯盒的設計難點
根據鑄件結構分析該芯盒仍采用上下分型結構,由于型芯上下平面都有形狀,填砂口留在上芯盒的芯頭部位,出型時利用頂出板作用在芯盒和型芯上的力使上下芯盒分離及型芯頂出。
2.1 設計難點
首先要在芯盒上增加一套芯盒和型芯頂出機構,出芯時通過打擊頂出板產生的力傳遞到芯盒頂出桿,頂出桿的力直接作用在下芯盒上使上下芯盒分離,但是在下芯盒還沒有脫離的情況下頂出桿的力是不能作用在型芯上的,因此必須保證在下芯盒脫離后型芯頂出桿才能作用在型芯上,同時要考慮的是芯盒頂出桿反復作用在下芯盒上,會對下芯盒造成損壞,因此要采取一定的預防措施,在下芯盒脫離上芯盒后芯子留在上芯盒內,此時下芯盒形成的型芯高度已超出芯盒的分型面,因此在上芯盒的分型面上必須有一個用來支撐芯盒高度的墊塊,墊塊的高度要同時滿足下芯盒型芯的高度和上芯盒頂出型芯所需的高度,才能保證型芯的順利頂出,在型芯頂出之前在上芯盒的下方放入芯板承接型芯,繼續打擊頂出板上芯盒內的型芯脫離,完成出型。
2.2 設計方案
殼體封閉式芯盒頂出機構的設計方案見圖2。芯盒頂出桿安裝在上芯盒上,每一個芯盒安裝兩個頂出桿,一般布置在芯盒的中間位置,芯盒頂出桿的主要用途是芯盒的頂出,同時也起合型時型芯頂出桿的復位作用。芯盒頂出桿的長度既要滿足芯盒的頂出同時也要滿足型芯的頂出。型芯頂出桿均勻布置在型芯的四周及中間部位,通常情況下頂出桿直徑的大小和數量以滿足型芯所需出型力的大小來確定。頂出桿的位置應能保證頂出時整個型芯受力均勻,以保證型芯能同時平穩脫落。頂出桿和型芯的接觸面盡量選擇平面,頂出桿頂出部位盡量選擇型芯的厚大部位,盡量避免在有形狀的部位布置頂出桿,防止由于頂出桿出現轉動時影響型芯的形狀。型芯頂出桿的長度以滿足型芯出型的高度為準。芯盒頂出桿及型芯頂出桿和頂出板聯接,頂出板的形狀根據芯盒頂出桿和型芯頂出桿分布的形狀確定。支撐塊固定在上芯盒上,均勻分布在上芯盒分型面的四周,支撐塊的高度以滿足型芯脫離上芯盒所需高度為準,在下芯盒對應支撐塊的位置處留出支撐塊讓位空間。頂出桿墊塊布置在下芯盒上,位置和芯盒頂出桿對應,目的是減輕芯盒頂出桿對下芯盒的打擊力度,避免芯盒的損壞。
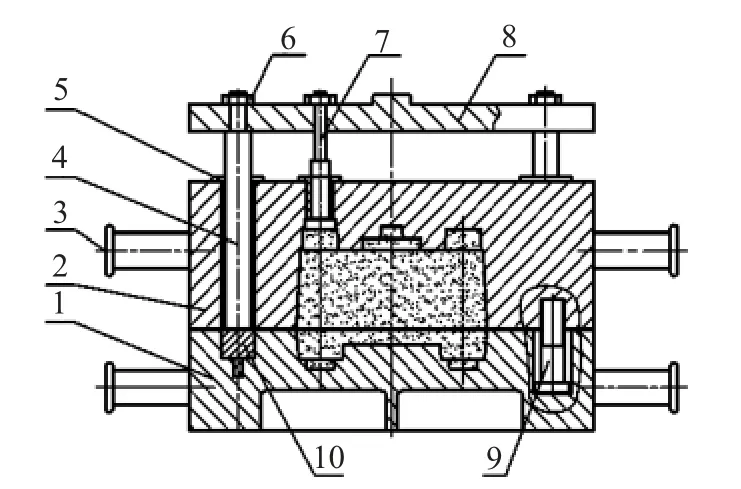
圖2 殼體封閉式芯盒頂出機構的設計圖
制芯時將混制好的樹脂砂充填到芯盒內,待樹脂砂固化后達到出型強度開始出型,首先打擊頂出板,芯盒頂出桿在受力狀態下,作用在下芯盒頂出桿墊塊上,使下芯盒和上芯盒分離,此時頂出板在型芯頂出桿上滑動,此時頂出桿沒有受力,頂出力也沒有作用在型芯上,此時下芯盒和上芯盒已經分離,型芯保留在上芯盒上,取出下芯盒放入芯板,上芯盒支撐塊和芯板接觸,繼續打擊頂出板,頂出板和型芯頂出桿接觸,打擊力開始作用在型芯上,繼續打擊頂出板直到型芯脫落為止。在進行芯盒設計時,通過選擇分型面位置或出型斜度的方法保證芯盒頂出時型芯能保留在上芯盒上。
3 效果驗證
使用帶頂出機構的封閉式芯盒制芯,通過打擊頂出板產生的力先作用在芯盒頂出桿上完成下芯盒的分離,繼續打擊頂出板,頂出板產生的力開始作用在型芯頂出桿上,頂出桿的力直接作用在型芯上,連續打擊頂出板直至型芯脫落。
由于在芯盒頂出桿部位安裝了支撐墊塊,在頂出過程中沒有造成對芯盒本體的損壞,在上芯盒上安裝了支撐塊和在下芯盒上留出支撐塊讓位空間,避免了出型時型芯直接接觸到地面損壞型芯,采用頂出機構的芯盒設計不僅能保證型芯的質量,同時提高了生產效率,大大降低了芯盒的損壞程度,也有效地延長了芯盒的使用壽命。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04