JW-4G型車構架液壓減振器座組焊工裝的設計
2022-07-29 07:58:42田洪偉
軌道交通裝備與技術
2022年3期
關鍵詞:設計
李 璽 田洪偉
(中車洛陽機車有限公司 河南 洛陽 471002)
1 問題的提出
在制作JW-4G型車構架(以下簡稱“JW-4G型構架”)時,液壓減振器座使用卷尺、直角尺等簡易工具手工組對、點固后焊接,焊接完成后每件產品均會發生不同程度的焊接變形,超出工藝和圖紙設計要求,需要在焊接后進行機械調校,往往調校后仍然滿足不了技術要求,且費時、費力[1]。為了避免上述情況的發生,保證液壓減振器座的制作質量,有必要設計JW-4G型構架液壓減振器座組焊工裝,以提高JW-4G型構架液壓減振器座的組焊質量,降低勞動強度,提升工作效率。
2 JW-4G型構架液壓減振器座結構分析
2.1 JW-4G型構架液壓減振器座圖紙分析
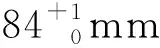
如圖1所示,JW-4G型構架液壓減振器座是由蓋板(見圖2)和2塊座板(見圖3)組成的非對稱式開放結構,座板的板厚為16 mm,材質為Q345B的低碳鋼,蓋板的板厚為10 mm,材質為Q345B的低碳鋼,蓋板下部分開C5坡口與座板焊接,蓋板上部與座板焊角為8 mm,焊縫分布在液壓減振器座的底部,焊接后兩座板的內檔尺寸底部可以滿足要求,上側內檔尺寸超差。液壓減振器座圖紙設計要求平面度、垂直度都在1 mm以內,線性公差都在1 mm以內,內檔尺寸0~1 mm,組對誤差滿足不了技術要求。

圖1 液壓減振器座 圖2 蓋板
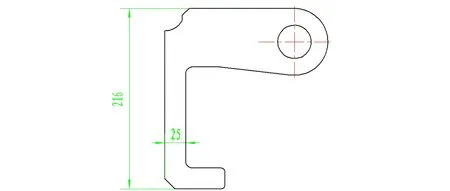
圖3 座板
2.2 液壓減振器座焊接工藝分析


圖4 液壓減振器座焊接工藝附圖
2.3 設計思路
2.4 設計方案
液壓減振器座組焊工裝,整體外形結構為L型,考慮鋼板本身的塑性,為了保證工裝的強度和裝配的便利性,工裝底板和立板采用了20 mm厚的 Q235B鋼板,在其表面銑出寬度為16 mm、長度為216 mm的座板裝配槽和84 mm×95 mm的蓋板裝配槽,用于控制液壓減振器座的形位公差。……
登錄APP查看全文
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04