小孔徑Hot-bar工藝管理及失效模式探究
2022-07-28 06:05:50合肥鑫晟光電科技有限公司彭媛媛吳學咿熊鵬輝宋飛飛趙凱旋王曉磊
機械工業標準化與質量 2022年1期
關鍵詞:工藝
合肥鑫晟光電科技有限公司□彭媛媛 陳 紅 吳學咿 王 鑫 趙 濤 熊鵬輝 宋飛飛 趙凱旋 王曉磊
1 緒論
(1)背景
Hot-bar工藝即通過錫膏焊接技術將FPC和PCB相互連接,從而達到輕、薄、短、小的目的。Hot-bar工藝錫膏溫度最高達到265℃以上;Hot-bar工藝為錫膏二次加熱,適合于以下情況,如助焊劑、壓力、溫度和時間等條件無法滿足,很容易出現冷焊、冒錫不均勻等現象,從而大大降低了焊接強度,急需優化工藝條件,此時即可引入Hot-bar。
(2)Hot-bar焊接的原理
PCB焊點印刷錫膏后過回流焊形成錫膏焊點,在焊點上涂覆助焊劑,將FPC對位到PCB上面進行加熱壓合,見圖1。區別于傳統使用發熱棒的人工焊接,Hot-bar是設備提供脈沖電源,利用電流經過壓頭治具產生電阻熱加熱壓頭實施焊接,在整個加熱回流和冷卻周期內施加壓力,使得焊錫二次充分熔化,冷卻固化后形成永久的電氣連接。

圖1 Hot-bar工藝及實物圖示
(3)Hot-bar焊接工藝
Hot-bar焊接是通過控制通電加熱時間控制接入的能量,保證接頭可靠連接。那些不能使用SMT回流爐進行焊接的器件,原本可以使用恒溫烙鐵進行手工焊接,但是手工焊接容易出現焊接外觀不一致、不平整,甚至虛焊或焊壞產品等缺陷,且效率低下,而全自動設備價格高昂,此時即可使用Hot-bar,其升溫、降溫快,對焊接物旁元器件無損害。
本文引入半自動Hot-bar機臺適合于單個熱壓區壓頭連接,成本低廉、加熱加壓穩定且人員易操作,便于日常維護,通過常規的測試監控,可確保品質穩定,提高生產效率。見圖2。
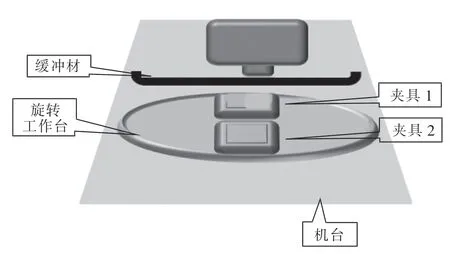
圖2 雙夾具半自動Hot-bar機
2 Hot-bar 工藝條件探究
(1)印刷工藝及監控規范
本設計方案適用于焊接焊點數多達70個,焊點冒錫孔徑多見于0.05mm~0.3mm等常見小孔徑。Hot-bar焊點PAD涂覆錫膏量多少決定冒錫高度。要求鋼網開孔1:1設計,常規厚度0.08mm。傳統監控模式為SPI監控范圍為70%~180%。可通過管控印刷工藝穩定性,將SPI體積、面積和高度監控范圍縮小至90%~130%。通過100%SPI監控錫膏爐前印刷狀態,錫膏體積波動小,焊接時冒錫均勻。
(2)助焊劑涂覆
1)助焊劑特性:PCB與flex熱壓之前錫膏已經經歷過一次回流焊,印刷在PCB板上的錫膏已經失去了原有的去氧化能力,所以在Hotbar之前要加入助焊劑去除回流焊后Hot-bar PAD上的氧化物,同時增加錫膏的熱焊接流動活性。
2)助焊劑涂覆方式:傳統的涂覆方式為助焊劑手動涂抹或者半自動氣動針閥式,助焊劑量大且擴散不均勻。本方案為提高效率首次使用全自動撞針涂覆,通過雙向兩次多點線性涂覆,助使焊劑潤濕擴散均勻,所有焊點被全部覆蓋,涂覆狀況最佳。
(3)Hot-bar焊接條件探究
1)Hot-bar材料設計和壓頭選擇
一般來說,壓力的要求并不是特別高,在壓合過程中,壓頭下壓是為了將熔融的焊錫把FPC與PCB互相貼緊,所以設定的壓力主要看FPC是否在壓合面上有下壓的痕跡,壓合后軟板和硬板之間有錫膏充滿,軟硬板之間間隙略大于10μm即可。若PCB設計將Hot-bar Pad低于PCB阻焊面時或FPC設計將FPC表面Pad低于FPC阻焊層,則需適當增加壓力。PCB阻焊層與PAD高度差不要超過20μm設計,一般水準為5μm~15μm左右。FPC表面阻焊層與PAD高度差要求更加嚴格,一般要小于12μm。GAP越小越有利于冒錫均一性,這就要求FPC和PCB原材廠商調整制程,做常規切片進行數據監控。
Hot-bar壓頭選擇同樣重要,既要完全覆蓋焊接面PAD且上下左右要預留出0.2mm以上空間,保證壓頭避開焊接面附近軟板多層區域,防止壓頭被墊起,進而阻焊面出現冷焊或空焊問題。壓合前要考慮Hot-bar機臺的穩定性,如氣缸輸出壓力下限是0.9kgf,則實驗條件設定至少為1.1kgf以上,防止氣缸臨界點重復性較差問題,需提前做機臺Hardware關鍵參數驗證。
2)Hot-bar溫度、時間條件選擇
為了壓合過程中溫度更均一,升溫更快,需給機臺一個backup恒定溫度,作為溫度補償,起到保溫效果。理想二次回流焊曲線分為兩段三個溫區,但加熱、恒溫和回流時間相對較短,見圖3。
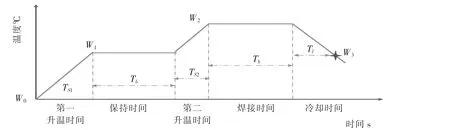
圖3 理想回流焊曲線
預熱區:將PCB的溫度從周圍環境溫度提升到所需的活性溫度。升溫過快會產生熱沖擊,升溫過慢錫膏會感溫過度,溶劑揮發不充分,影響效率。Ts1:2s~6s。
恒溫區:助焊劑活化區域,去除表面的金屬氧化層,二次熔錫。W1:180℃~190℃,Tb:4s~6s。
回流區:焊錫充分熔融,峰值溫度主要與焊錫的種類相關,一般無鉛焊錫最低溫PAD需>240℃,Ts2:2s~6s,W2:240℃~250℃,Th:4s~6s。
冷卻區:盡可能快的速度冷卻,有助于得到明亮的焊點并形成好外形。緩慢冷卻會產生灰暗毛糙的焊點,引起焊點結合力減弱。W3:140℃~150℃,Tt:3s~6s。
3)Hot-bar溫差要求
由于線路設計的影響,Hot-bar區域每一個PAD的實測溫度都不同,接地PAD實測溫度較低,無效PAD溫度較高,溫度直接影響熔錫效果,要想保證低溫PAD的達到熔錫效果,同時高溫PAD溫度又不能過高,應不以超過300℃為限,以免燙傷FPC。理想的溫差控制在60℃以內。本案例35個PAD中實測最低溫度為246℃,最高溫度305℃,溫差為59℃,這就要求FPC材料的耐熱溫度在305℃以上,同時SMT廠日常監控高低溫PAD溫度變化。
4)Hot-bar條件DOE方案設計
為了找出最佳Hot-bar條件,需設計DOE實驗。如首次試做可進行全因子設計,輸入變量X選擇助焊劑質量、焊接壓力、焊接溫度和焊接時間,相應變量Y選擇Hot-bar焊接后拉力值,拉力越大焊接效果越好,見表1。
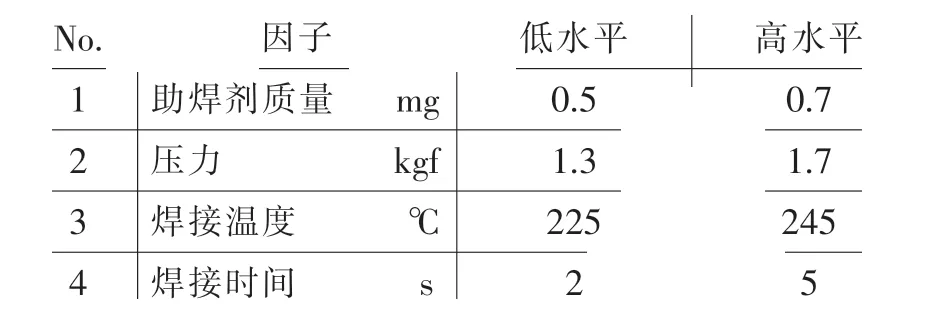
表1 全因子DOE設計方案
本案例實驗結論,壓力、焊接溫度、焊接時間是影響拉力的顯著因子,助焊劑質量的影響不顯著;壓力、焊接溫度、焊接時間主效應顯著,且焊接時間與焊接溫度存在明顯交互作用。得出Hot-bar焊接的最佳工藝條件為助焊劑0.5mg,壓力1.3kgf,焊接溫度245℃,焊接時間5s。
3 Hot-bar 焊接質量分析
(1)Hot-bar制程品質管理
為了確保量產品質穩定,對設備穩定性點檢非常重要,如班別進行設備溫度曲線量測、壓力測試、平整度、位置度測試并記錄,以便異常時追溯。IPQC增加關鍵CTQ過程品質監控項目,見表2。
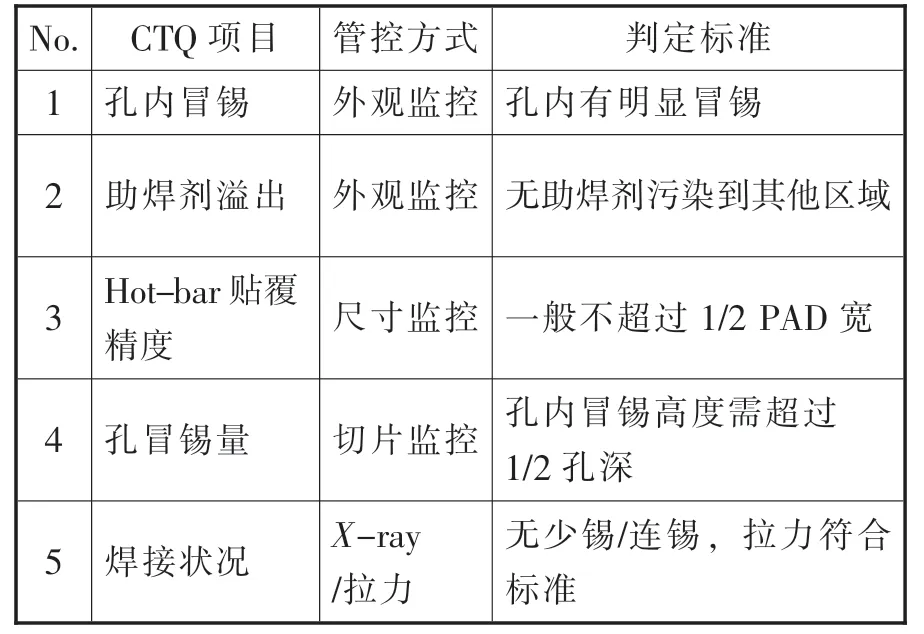
表2 過CTQ管控項目
(2)Hot-bar失效類型及原因探究
1)橋接:當錫膏量過多,FPC材料油墨厚度出現波動時,焊錫溢出不均一,會流出PAD區域導致PAD之間連錫,形成短路不良。需排查錫膏量和FPC材料油墨厚度。
2)空焊:錫膏過少或壓力過小導致孔內錫膏未完全熔融在一起,形成開路,見圖4。主要排查錫膏印刷量和是否有有效壓力。

圖4 空焊無冒錫
3)冷焊:焊點表面呈現灰暗色,表面不圓潤呈顆粒狀,橫向切片可見孔內錫膏為凸起倒U形;正常品為錫膏四周掛壁呈現凹陷正U形,見圖5。溫度過低、恒溫和回流時間過短、助焊劑過少等易造成冷焊。
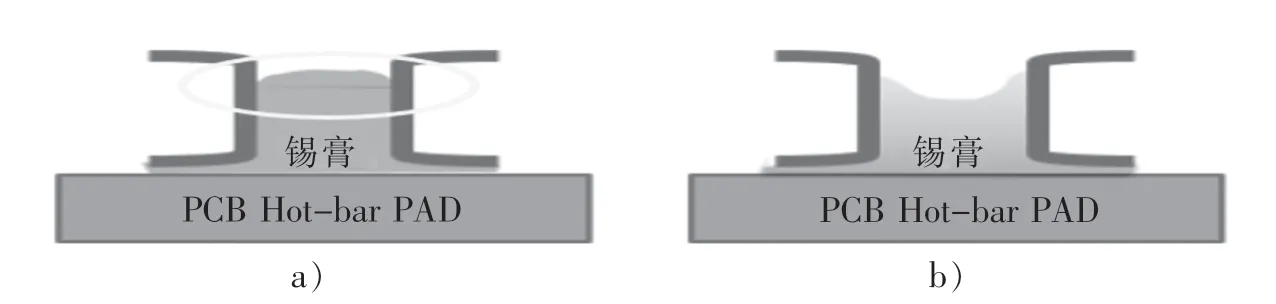
圖5 孔內錫膏凸起vs凹陷掛壁
4)少錫:孔內冒錫不足,冒錫高度不夠,需排查錫膏量、有效壓力、FPC&PCB材料阻焊油墨厚度是否均勻。
5)錫裂開路:軟硬結合底部GAP過大,易造成錫裂,形成類似虛焊的Open不良。需做充分DOE實驗。
6)FPC表面燙傷:FPC表面有明顯的發白氣泡,需排查FPC材料是否受潮或者高溫PAD溫度是否超標。
4 總結與展望
本論文詳細闡述Hot-bar基本工藝原理,結合半自動設備應用特點,對熱焊接工藝中的設備治具、材料設計和工藝條件等多方面影響因素進行詳細梳理。輸出DOE實驗方案和品質精益管理經驗,較易形成標準化文件。對Hotbar常見不良失效模式研究,可有效預防批量性不良,具有較強的水平展開性,大幅提升產品競爭力。
Hot-bar工藝具有生產效率高、成本低、節省材料、易于自動化等特點,是重要的焊接工藝之一。對工藝管理和失效模式的探究,為之后相關制程提供了經驗與方向,有著普適性和前沿性。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52