汽車滑動門側圍外板后門洞上部波浪調試研究
2022-07-27 03:07:54蘇傳義萬剛輝
模具工業 2022年7期
0 引 言
帶有滑動門的側圍外板后門洞設計中,由于后門洞需要為滑動門滑軌的安裝預留位置,后門洞上部相對寬度較小,拐角處強度變化較大,導致該部位在沖壓過程中難以保證成形均勻性及平整度,在CAE分析中出現成形聚料狀態。現介紹一種對拉深工序及整形工序進行工藝修改及提升模具零件型面功能性的調試方法,以緩解滑動門側圍外板后門洞上部波浪狀態。
1 零件狀態
1.1 零件特征及缺陷狀態
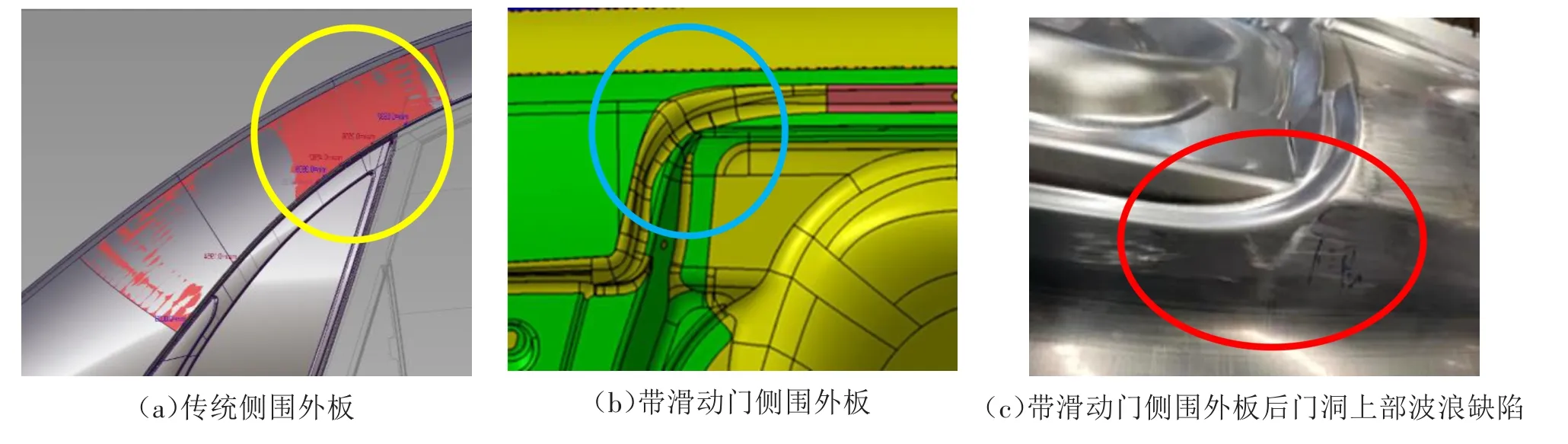
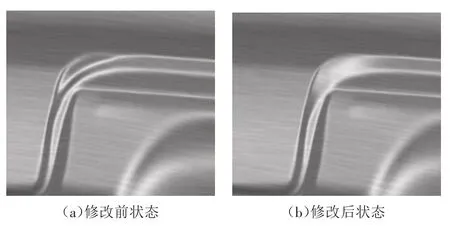
傳統側圍外板后門洞上部拐角區域A面較寬,并且門洞主棱線曲率半徑較大,如圖1(a)圓圈位置所示,沖壓成形聚料趨勢較小,可以更好地保證成形均勻性;帶有滑動門的側圍外板后門洞上部拐角區域A面較窄,同時主棱線曲率半徑較小,如圖1(b)圓圈位置所示,沖壓成形聚料趨勢較大,不能保證成形的均勻性,該造型在拉深成形后會產生聚料波浪,并在后工序整形時,受“幾”字梁形狀的限制而無法將板料完全展開,最終形成波浪缺陷,如圖1(c)圓圈位置所示。
1.2 CAE分析中零件缺陷狀態
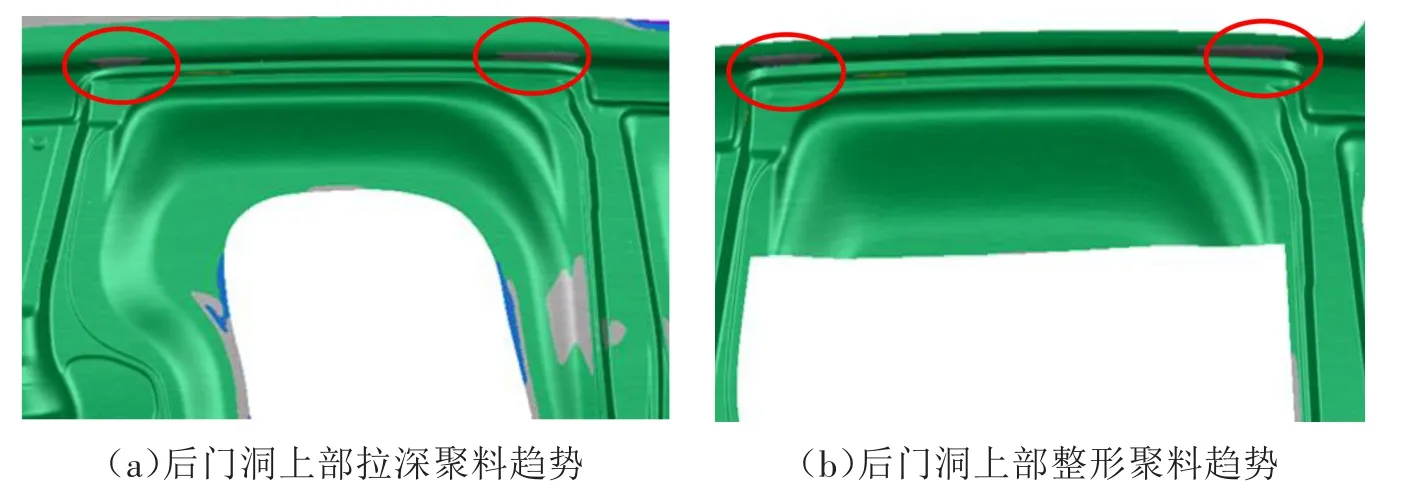
根據滑動門側圍外板后門洞上部CAE分析,B、C柱上部區域在拉深和整形工序中存在表面聚料,與實際出件狀態一致,如圖2所示。
2 案例技術路線及其原理
以往調試都是圍繞控制拉深料流,但最終效果均不理想,現提出新的調試方法。首先對拉深進料線進行優化以控制成形所需的材料,其次降低拉深棱線過拉深從而優化聚料狀態,再次拉深反成形工藝吸塑造型以控制均衡成形,最后針對整形工序型面進行凸模A面補償,提升整形模零件型面功能性,減小整形的變形。這4個階段的針對性調試能有效解決滑動門側圍外板后門洞上部聚料問題。
2.1 拉深進料線優化
滑動門側圍外板后門洞拉深造型設計時,考慮其上部造型變化急劇,一般設計成過拉深造型,緩解上部位置的波浪狀態,盡可能減輕起皺和開裂的影響。但由于過拉深造型的設置,成形時過拉深型面與工藝補充型面先接觸板料,拉深到底前板料處于繃直的狀態,即板料過早固化成形,板料無法均勻流動,這就是此處拉深面品難以通過常規控制進料方式優化的原因。現通過優化拉深進料線,如圖3所示,進料線位置貼近理論設計狀態,穩定滑動門側圍外板拉深件后門洞上部波浪狀態。

2.2 拉深棱線過拉深修改
2.3 右側基底節區各代謝物比值鑒別HIE組與對照組的ROC曲線分析 結果表明:右側基底節區NAA/Cho與NAA/Cr分別為0.57、1.07時,鑒別HIE組與對照組的靈敏度分別為63.2%、89.5%,特異度分別為81.5%、55.6%,曲線下面積(area under curve, AUC)分別為0.72、0.71(P=0.01)。當右側基底節區Lac/Cr為0.09時,鑒別HIE患兒與對照組的靈敏度為89.5%、特異度為88.9%,AUC為0.88(P<0.01)。
繼代培養過程中2.0 mg/L 6-BA和0.10 mg/L NAA組合培養基上長出了根,對組培苗馴化,將其移栽到自然環境中,有1株和其他香龍血樹明顯不一樣,在葉片上出現了金邊(圖5a),而野生型植株葉色表現全綠(圖5b),可能是體細胞變異,使香龍血樹表現型出現了差異,雖然市場上已經有金邊香龍血樹,但該研究中的金色葉緣變異和現有的金邊性狀還存在很大差異,可能是一種新的變異類型。這種變異產生的原因是否屬于可遺傳的變異,以及后代能否100%保持這種變異還有待進一步研究。
2.融入EOP后原高職公共英語教學生態失調現象引發的影響研究。高職公共英語融入EOP后,由于教學內容的改變,勢必會引起其教學生態中的各因子不再平衡,這種失調現象會引發各種不良影響,分析其不良影響可能帶來的后果,提出消除不良影響的必要性。
2.4.2 二次整形凸模型面補償
根據CAE分析,確認拉深模過拉深降低4 mm,拉深成形后進行整形確認,如圖6所示,過拉深降低4 mm后既可以保證成形預度,又可以消除后門洞上部拐角區域棱線整形時的聚料凸起狀態,緩解后門洞上部拐角A面的不均勻波浪狀態。
2.2.2 過拉深修改分析
后門洞上部波浪已經在拉深工序優化至極限且狀態穩定,此時需要考慮后工序進行表面質量的繼續優化。后工序一次整形中,后門洞上部拐角首先整形到最終狀態,根據拉深件波浪狀態進行一次整形凸模型面補償,保證模具零件型面功能性,更好地控制一次整形對后門洞上部拐角部位表面的影響。首先確認一次整形凸模型面的基準狀態,然后確定需要補償的位置、范圍及補償量,選擇精密冷焊的方式對型面進行0.15 mm補償,再進行整形壓料型面研磨調試并出件驗證,如圖10所示。
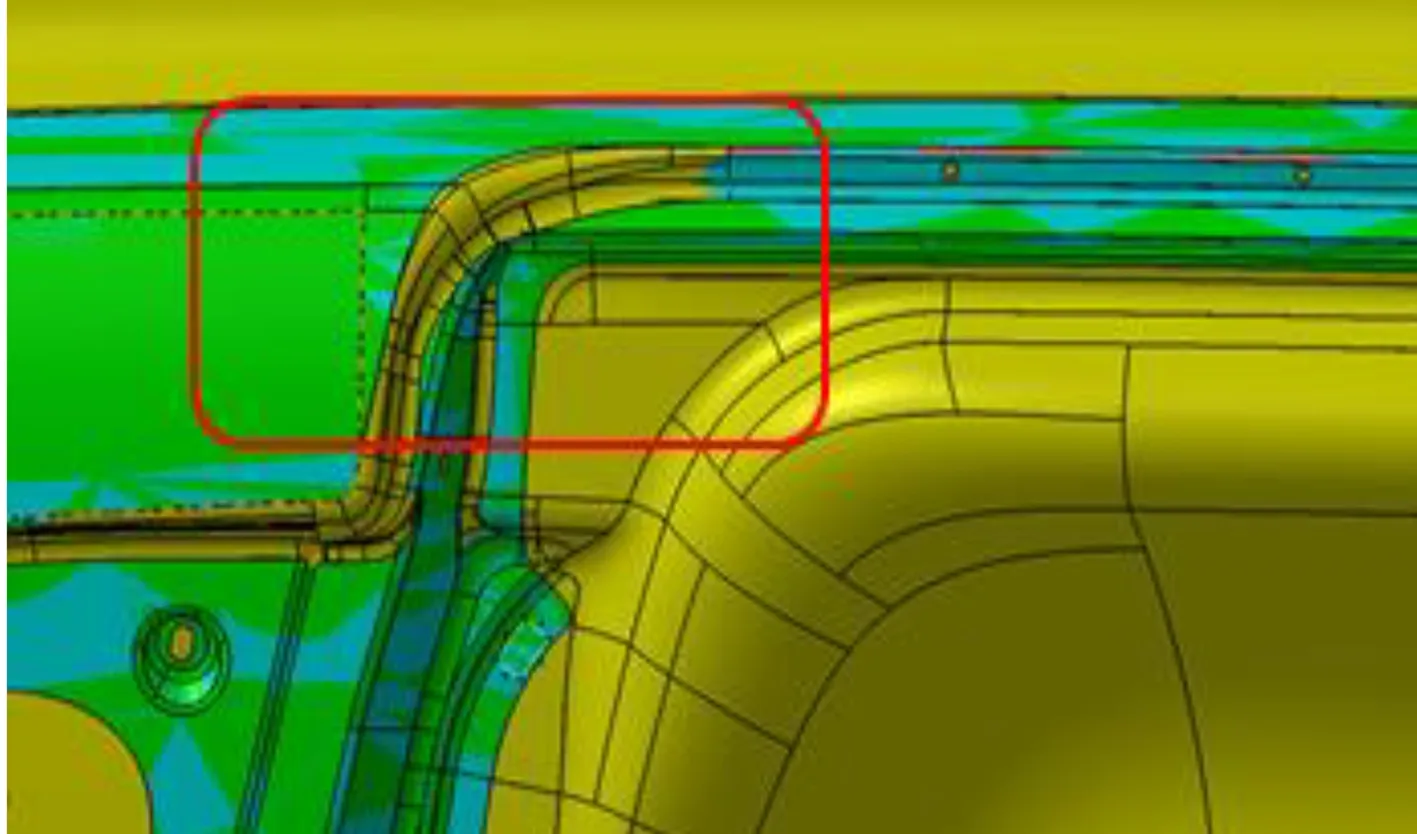
滑動門側圍后門洞上部拐角部位設置了較大的過拉深造型,如圖4所示,過拉深造型雖然可以減緩零件形狀急劇變化趨勢,但是其導致的優先觸料及聚料問題無法得到解決,因此需要進行合理的過拉深造型修改。

2.3 增加拉深反成形工藝吸塑造型
后門洞上部波浪缺陷緩解后,根據拉深進料分析以及現場驗證,確認后門洞上部A面的成形均衡狀態需要外部拉深筋進料控制和門洞內部進料控制,兩者缺一不可,繼續優化此缺陷須在內外2個進料方向上同時控制,才能有效控制聚料趨勢,如圖8所示,在拉深件工藝補充較為平整的區域增加一個 反成形造型,進行成形吸塑。
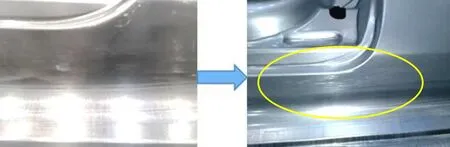
側圍外板成形時,后門洞上部區域的成形狀態受后門洞內部進料及外部拉深筋進料的雙重影響,外部拉深筋起到較好的控制進料作用,內部增加工藝吸塑造型后,有效均衡了后門洞上部A面成形均勻狀態,優化了滑動門側圍外板拉深件后門洞上部波浪狀態,實際生產的樣件如圖9所示。
2.4 整形工序型面補償
2.4.1 一次整形凸模型面補償
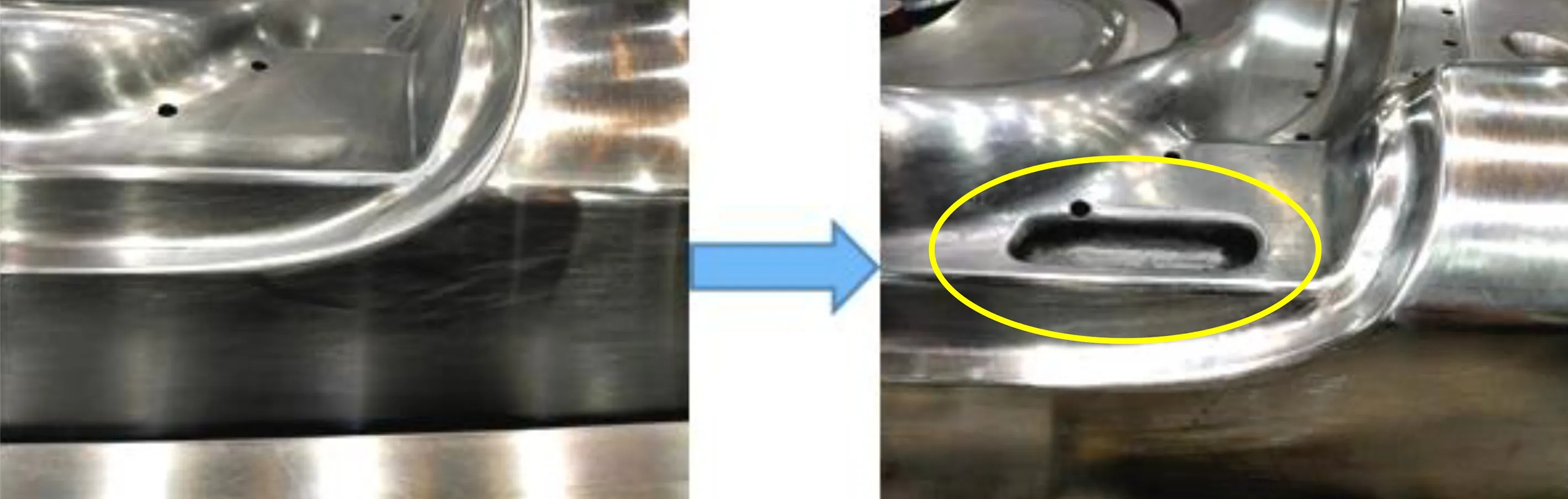
滑動門側圍外板后門洞上部拐角拉深造型降低4 mm的實際驗證如圖7所示,減輕了過拉深型面與工藝補充面優先接觸板料后導致的板料在拉深到底前的繃直狀態,滑動門側圍外板拉深件后門洞上部波浪狀態減輕。
2.2.1 過拉深分析

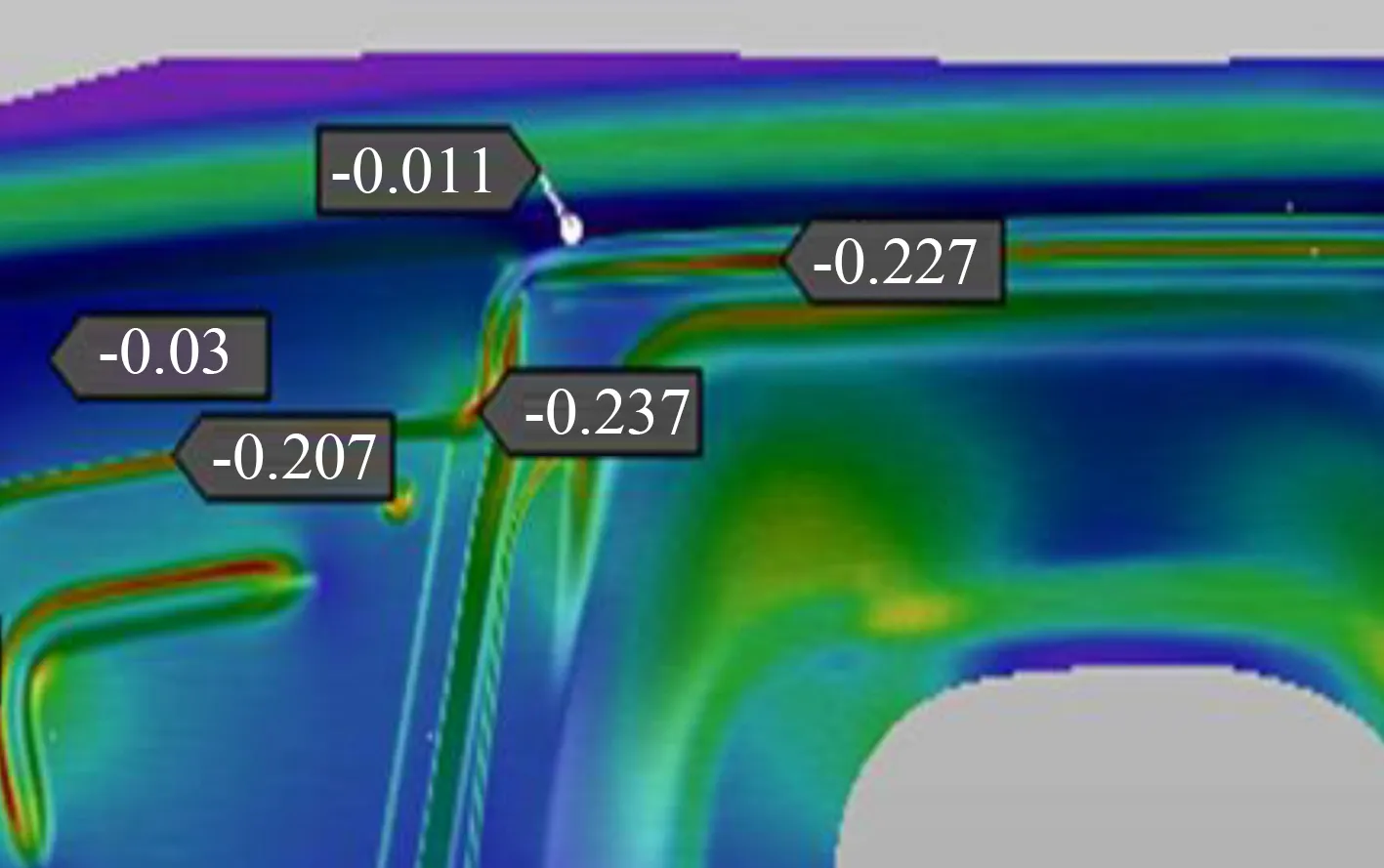
通過CAE減薄率分析(見圖5),此處圓角造型區域減薄率僅為-0.011,沒有開裂趨勢,通過減小該位置的過拉深高度以減緩板料拉深到底前的繃緊狀態,使板料在成形到底前具備可控的流動性,同時過拉深造型的修改可以有效減緩此處拉深時的聚料狀態。
課前,教師可以通過網絡平臺進行預習任務的發布,學生可以通過手機、電腦進行接收,完成課前任務,可以在論壇上和老師、同學展開討論,提前了解課程內容。課中,課程所需信息化資源如課件、視頻等都可以在網站上獲得,教師發布任務,通過學生對各個環節的掌握情況決定課程進度,還可以對掌握程度不同的學生進行分層教學,為學有余力的同學提供更多的資源,對學習有困難的學生提供幫助。課后,教師發布任務,學生從網站提交作業,完成相關測試,在論壇展開討論,從老師、同學處獲得幫助。
后工序二次整形中,后門洞上部直線部位整形到最終狀態,根據一次整形件波浪狀態進行二次整形凸模型面補償,保證模具零件型面功能性,更好地控制二次整形對后門洞上部表面的影響。確認二次整形凸模型面的基準狀態后,確定需要補償的位置、范圍及補償量,選擇精密冷焊的方式對型面進行0.20 mm補償,再進行整形壓料型面研磨調試并出件驗證,如圖11所示。
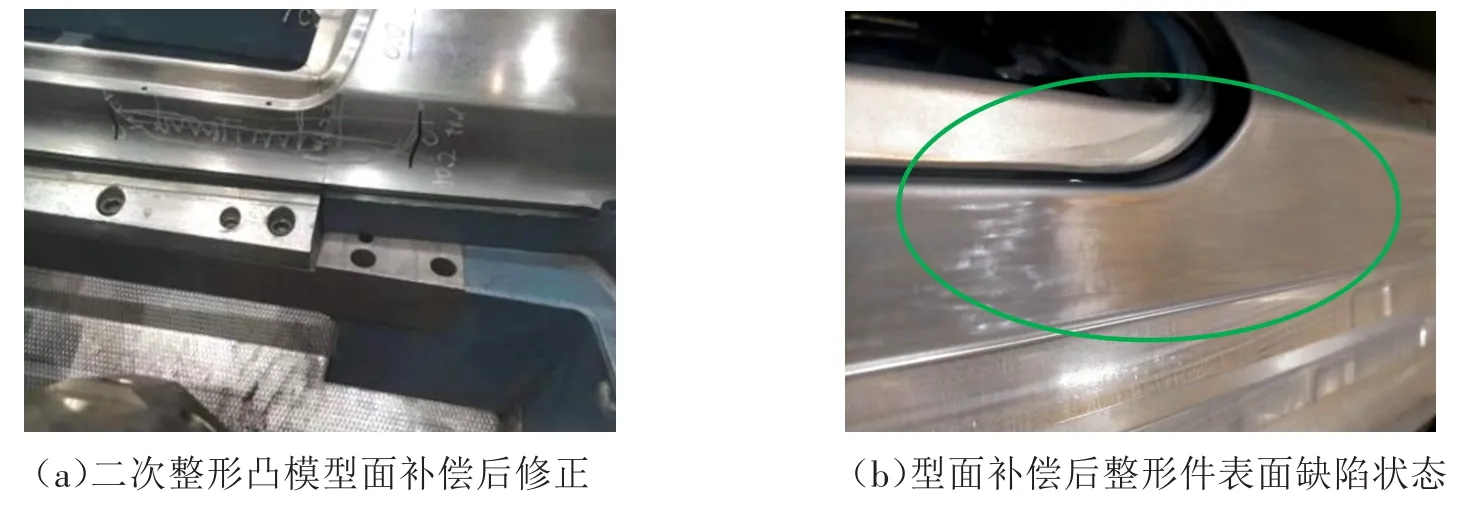
由圖11(b)可知,零件波浪起伏較輕微,打磨連線效果較好,表面質量得到提升。后門洞上部漆后如圖12所示,表面質量良好,無波浪缺陷,經質保部門確認已達到理想裝車狀態。
尾氣分析儀對于我們診斷汽車故障,只能指明一個方向,只能把故障確定或者縮小到一個范圍,最終還需要我們進一步精確診斷。換句話講,利用尾氣分析儀,只能作為精確診斷的補充或助手,只能定性,不能定量。
3 結束語
通過以上方案解決了滑動門側圍外板后門洞上部表面波浪問題,提高了沖壓單件表面質量,可廣泛應用于行業內各車型滑動門側圍外板后門洞上部波浪的調試,同時為其他外覆蓋件面品缺陷的調試整改提供一定的參考。
[1]孟凡榮,潘遠安,楊慶波,等.側圍外板成形工藝分析及改進[J].模具工業,2022,48(4):16-21.
[2]李俊峰,董 佳,王建永,等.汽車側圍A柱凹坑缺陷的處理方法[J].模具工業,2016,42(3):37-39.
[3]王樂勇,王 鵬,劉大壯.側圍外板沖壓成形分析及產品優化[J].汽車工藝與材料,2019(5):35-38.
[4]代 麗,朱 勇.汽車側圍外板表面缺陷分析及沖壓工藝優化[J].鍛壓技術,2021,46(6):91-98.
