推動塊組件翻鉚工藝及夾具設計
2022-07-27 03:08:02吳良周何云山姚茂吉
模具工業 2022年7期
0 引 言
螺管式接觸器的推動塊組件主要由壓簧、護套、動簧片、傳動桿與推動塊組成,并通過翻鉚2個半空心鉚釘使2個推動塊聯接緊固。推動塊組件作為接觸器的傳動機構,其翻鉚質量對于接觸器的機械老練、振動、使用壽命監測試驗等有直接影響,所以翻鉚是關鍵工序。合理的翻鉚工藝與夾具結構能提高生產效率,降低操作人員的勞動強度,因此對推動塊組件進行分析,總結完整、成熟的翻鉚工藝方案和夾具結構。
1 推動塊組件結構分析及工藝方案確定
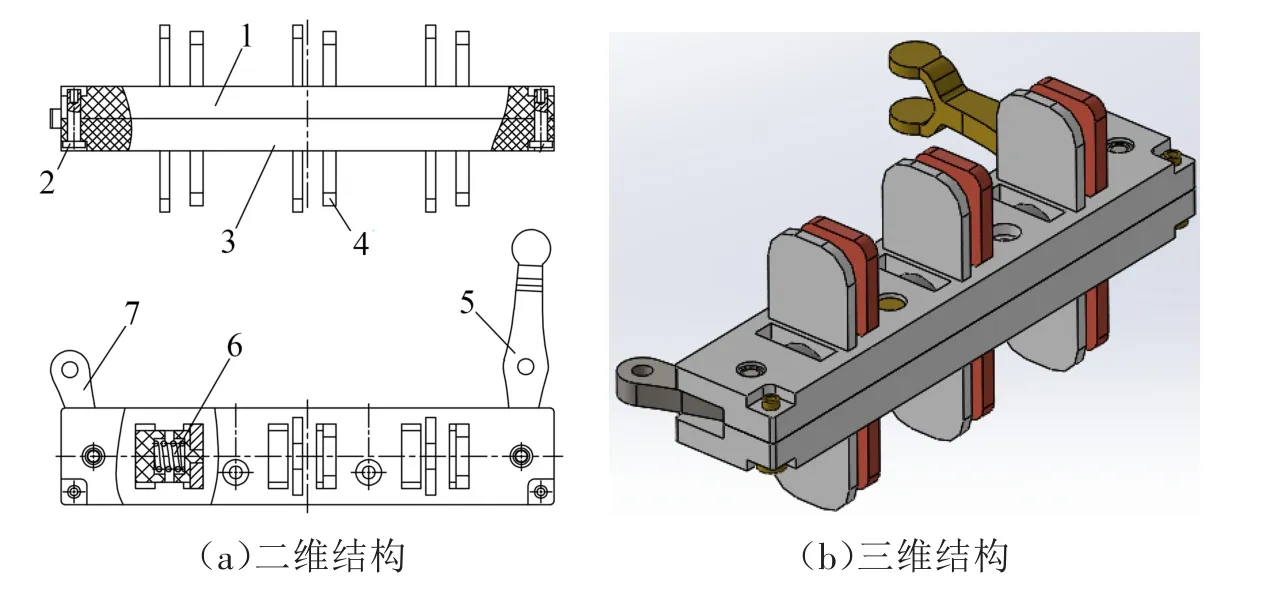
1.1 推動塊組件結構分析
圖1所示為某接觸器推動塊組件,采用2個半空心鉚釘將2個推動塊翻鉚在一起,其中推動塊1與推動塊3材料為塑料,在翻鉚過程中需考慮其所能承受的壓力,一旦超過壓力極限就會產生裂紋而造成報廢。2個半空心鉚釘材料為H62,具有良好的塑性,適合翻鉚成形。鉚后要求推動塊1與推動塊3完整貼合,推動塊鉚點周圍無裂痕,鉚釘翻鉚后成形面圓滑過渡且無鉚裂現象。
1.2 翻鉚工藝方案確定及鉚釘翻鉚材料變化規律
1.2.1 翻鉚工藝方案確定
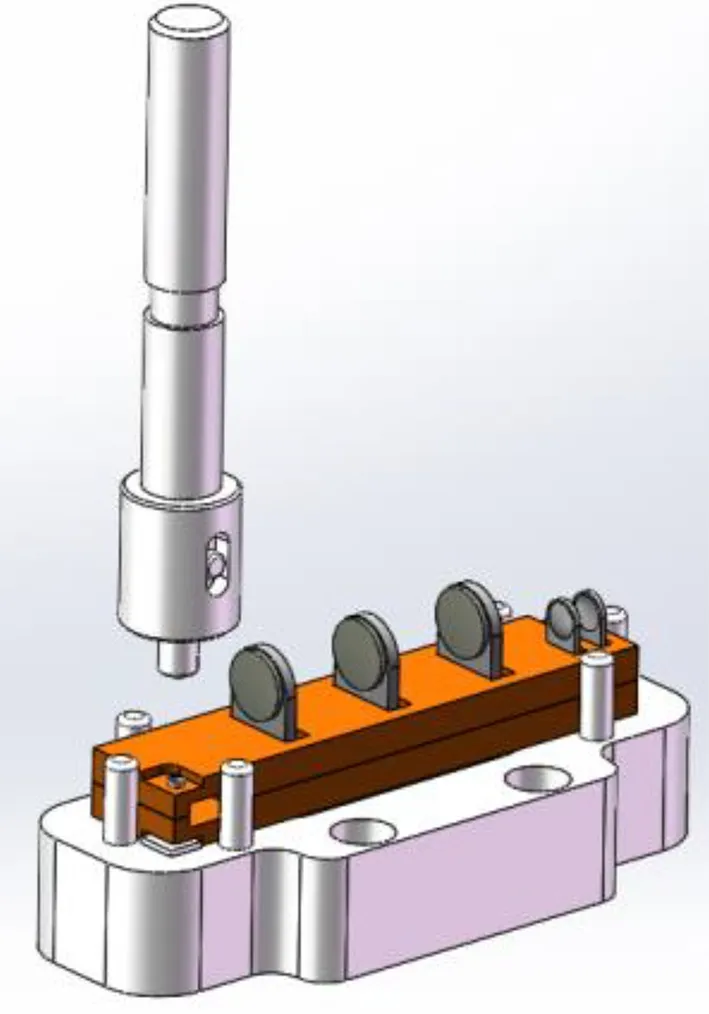
翻鉚前需將推動塊組件的各零件組裝完成并插入鉚釘,由于鉚釘與推動塊孔之間是間隙配合,操作不當易使鉚釘掉落。傳統翻鉚工藝采用翻鉚鉚頭在上、支撐鉚釘結構在下,自上而下對鉚釘進行翻鉚,推動塊組件傳統翻鉚夾具結構如圖2所示。
Applicable Discussion on Air Supported Belt Conveyor in Power Plant ZENG Bing,CHEN Yanlin,LUO Yudong(115)
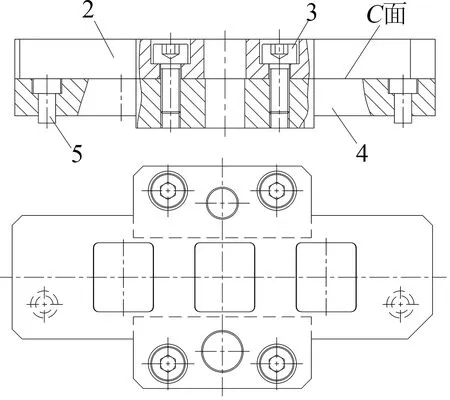
夾具上模組件如圖8所示,由墊板2、螺釘3、固定板4、壓釘5組成,2個壓釘5的大端面需與固定板4的
面平齊,同時2個壓釘5小端端面處于同一水平面,這樣才能保證2個鉚釘在翻鉚過程中受力均勻。壓釘5材料采用Cr12MoV,熱處理硬度為60~62 HRC,保證其有足夠的強度。
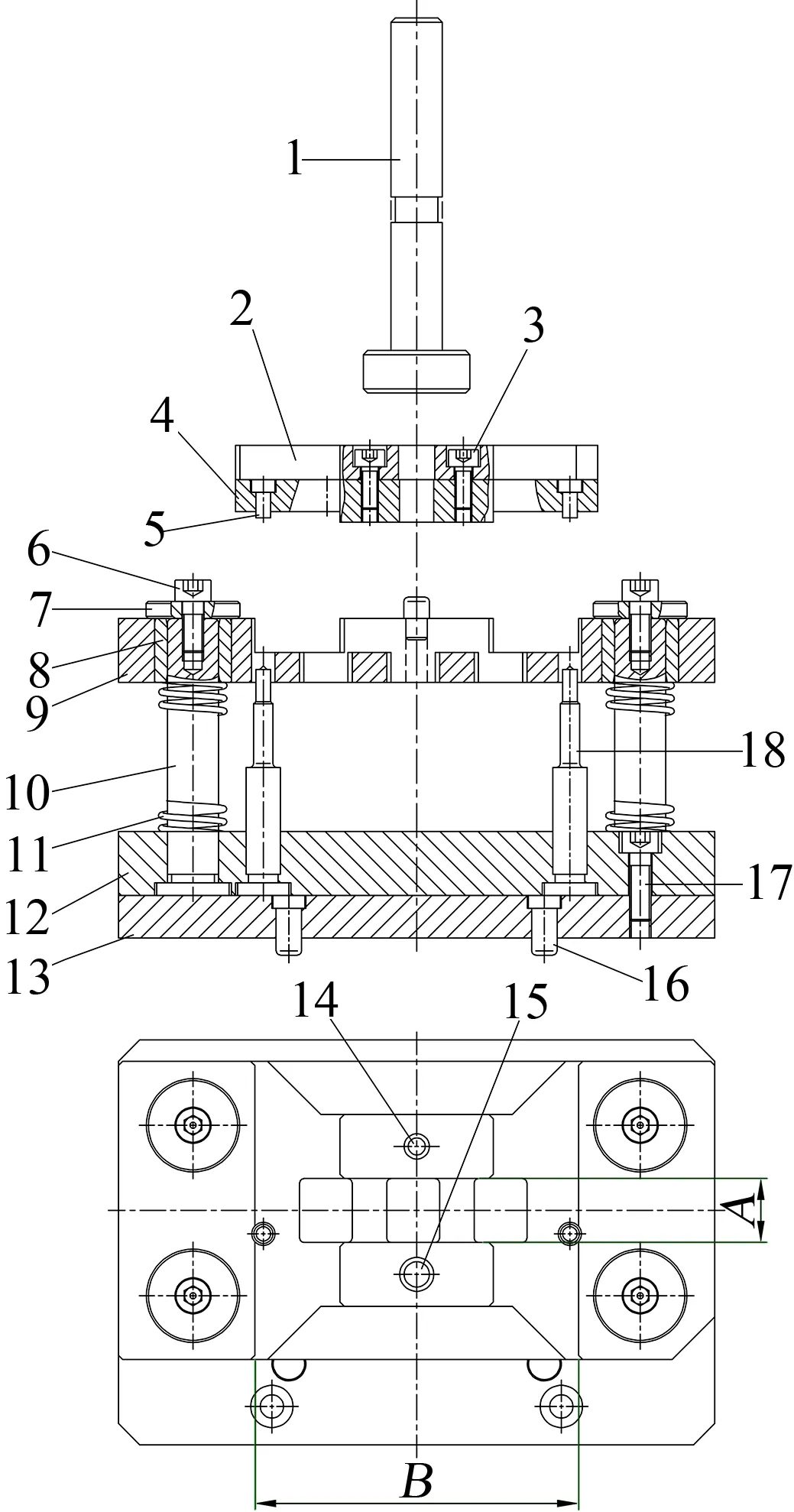
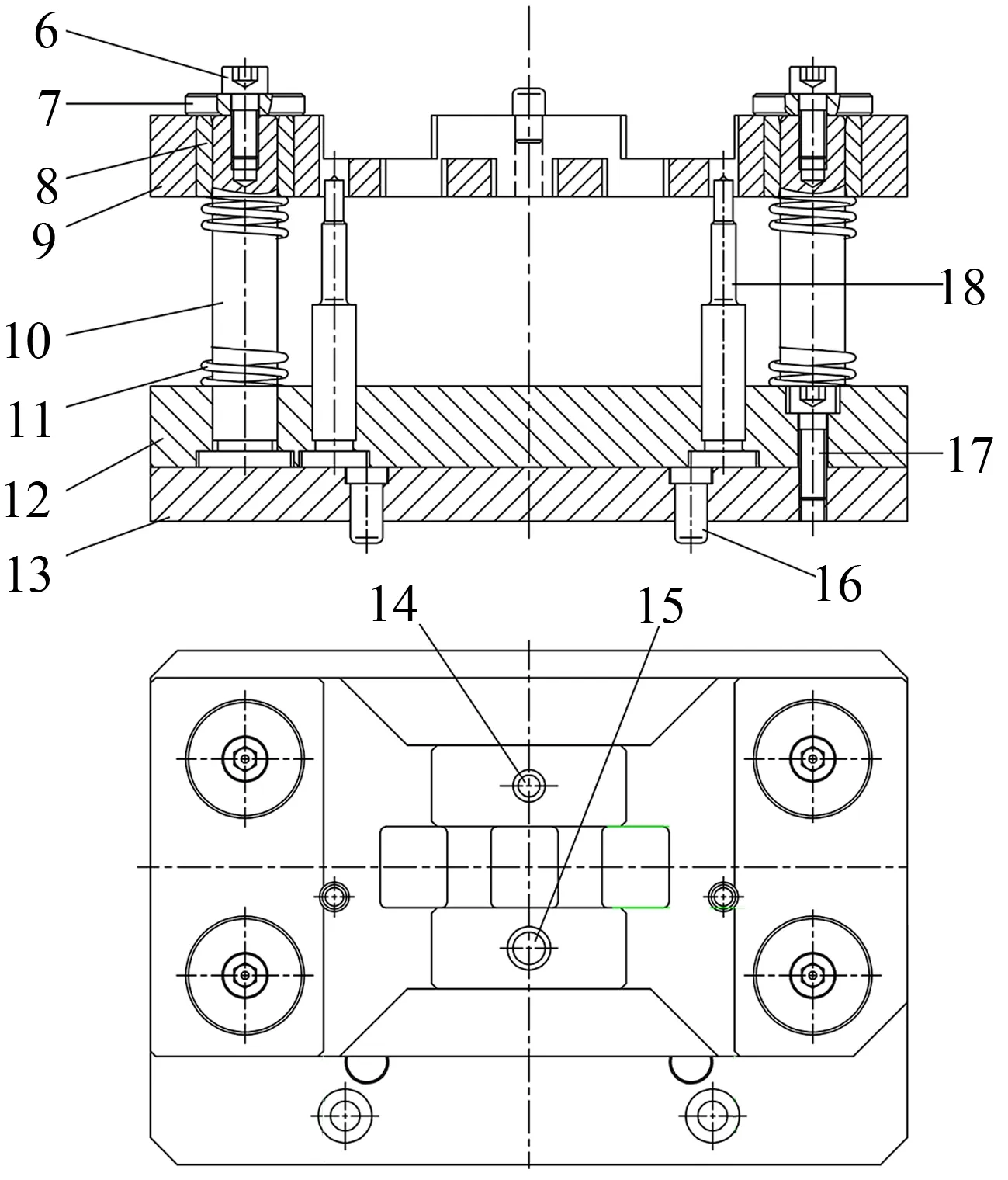
夾具下模組件如圖10所示,由螺釘6、墊片7、襯套8、定位塊9、導柱10、彈簧11、固定板12、底座13、定位銷14、定位銷15、定位柱16、螺釘17和翻鉚鉚頭18組成。2個翻鉚鉚頭18小端端面處于同一高度,定位塊9的型腔需與推動塊組件的外形尺寸采取(0.05~0.1)mm的間隙配合,該間隙既能保證鉚釘與翻鉚鉚頭位置不出現過大偏差,防止鉚歪現象,又能鉚后便于取出推動塊組件。翻鉚鉚頭18需采用Cr12MoV,熱處理硬度為60~62 HRC,保證其有足夠的強度和使用壽命。
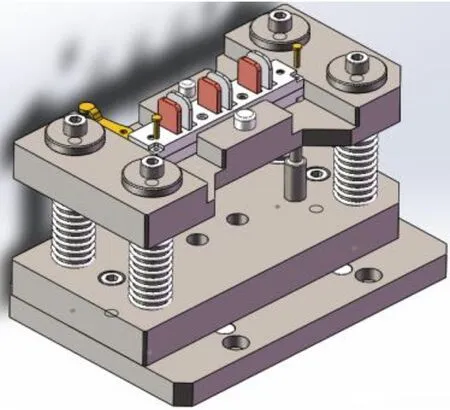
基于傳統翻鉚工藝存在生產效率低、一次只能鉚一個鉚釘、可操作性差的問題,結合人體習慣的操作方式分析,最終確定推動塊組件的新翻鉚工藝為:翻鉚鉚頭設計在下,自上而下地將各零件放入夾具定位,夾具上模通過翻鉚設備提供壓力作用于鉚釘大端面,一次實現2個鉚釘的翻鉚。
為加大部門聯合執法力度,廣東省水利廳和廣東省公安廳聯合印發了《廣東省水行政主管部門與公安機關執法協作規定》,初步形成了水利與公安聯合執法機制,并在省政法委的領導下,積極參與行政執法與刑事司法銜接信息共享平臺建設,作為成員單位錄入了行政執法基礎信息,按規定做好“兩法銜接”工作。此外,廣東省水利廳與廣東省環保廳聯合發文,在東江的惠州、東莞兩市先行先試,逐步推動水利和環保建立聯合執法機制,不斷提高水政執法效能。
對于翻鉚成形,材料變化可以參照拉伸時應力-應變曲線進行研究,金屬材料在外力作用下會經過彈性階段→屈服階段→強化階段→縮頸階段。翻鉚時,鉚釘受力后空心部位材料受拉,外層材料受壓,材料只允許在彈性階段到強化階段進行變形,若出現縮頸現象,表明鉚釘會出現鉚裂現象;翻鉚后,理想狀態下鉚釘材料變化前、后對比如圖4所示。
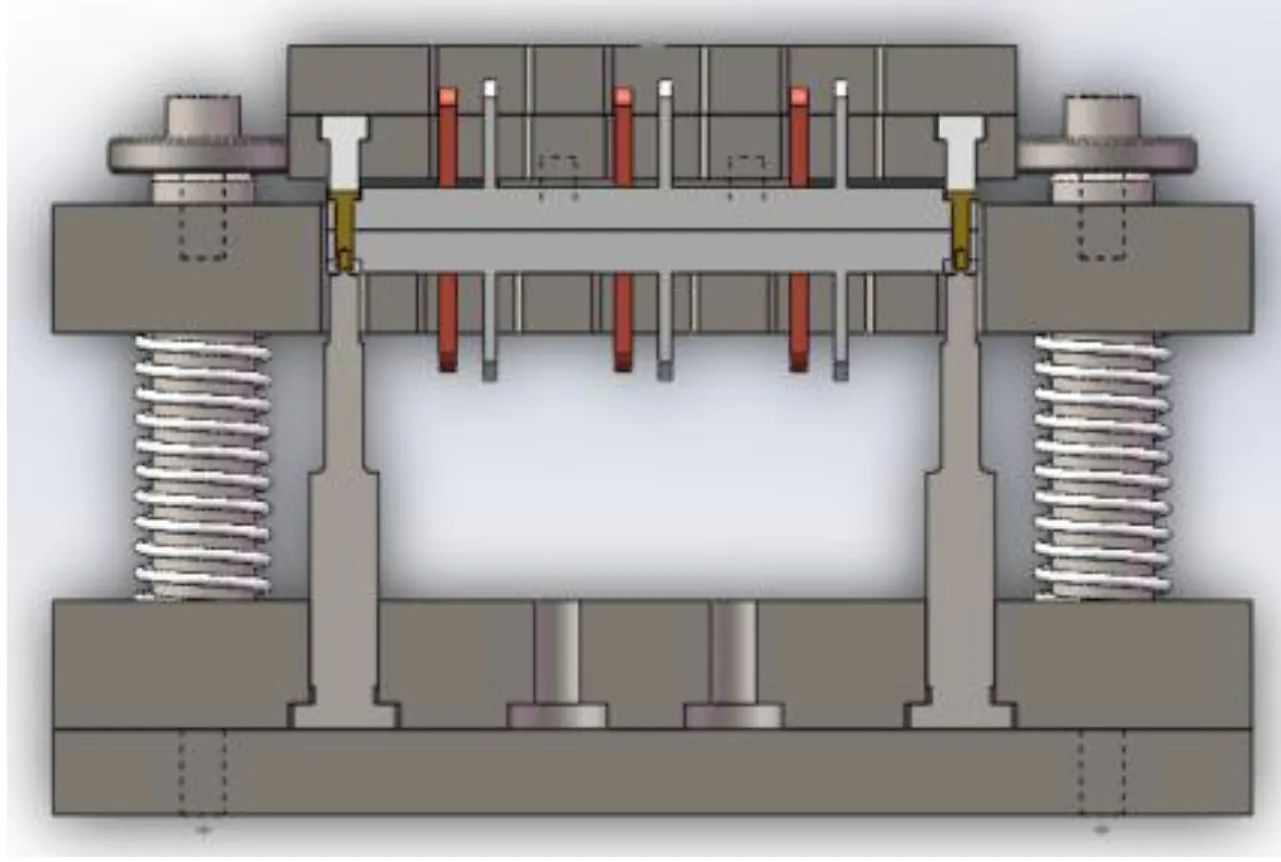
新翻鉚夾具結構如圖5所示,由模柄、上模組件和下模組件組成,其工作過程為:將推動塊組件的各零件裝入定位塊9的型腔中(
×
),再將鉚釘放入推動塊的相應孔中,如圖6所示;上模組件利用定位銷14、15與下模組件合模,如圖7所示,通過模柄1壓住上模組件,使壓釘5頂住鉚釘大端面,進而推動定位塊9沿著導柱10向下運動,直至翻鉚鉚頭18對鉚釘進行翻鉚;翻鉚完成后模柄1向上運動,定位塊9在彈簧11的反作用力下回到原始位置,完成一次翻鉚動作。
現研究的鉚釘材料是H62,Cu含量為62%,其余成分為Zn,普通黃銅的組織和性能與Zn含量相關,黃銅的強度和塑性會隨Zn質量分數的增加而提高。

2 夾具結構設計
2.1 夾具結構分析
有一段時間,我癡迷于研究古今中外歷史上的成功者,結果我發現他們都無一例外的在自己所熱愛的領域里取得了舉世矚目的成就。
但左小龍覺得,他不能接受大城市,大城市雖然大,但容不下一臺摩托車。小地方雖然小,但可以讓你隨意停。他發現路邊新開了一個修車鋪,開進去后緩慢放下支腳,環看四周。左手邊有一個扳手,長三分米。正對著是一扇窗,窗外是他們的中央院子,院子外面放著柴油桶,可以爬上去然后翻出這個房子,右手邊是清洗化油器的汽油,一米外有一包煙和打火機,打火機是有用的因為桌子上還有個煙屁股。地上插著插座正在燒水,水會在兩分鐘開。
2.2 夾具設計要點
2.2.1 夾具上模組件設計要點
在取消農業稅前,地方政府最關心的事情是村干部能否協助上級完成“一票否決”的國家任務,收取農業稅費更是農村工作的重中之重。地方政府對村干部的要求主要是完成稅費收取和計劃生育工作,其他工作中存在瑕疵也都可以睜一只眼閉一只眼。完成“一票否決”的任務越難,其他工作的瑕疵就越能被容忍。因此,村務工作的規范化程度是不高的,甚至如前已述,村干部黑惡化的情況并非個例。取消農業稅前,國家通過鄉村干部向農民收取稅費時,必須一家一戶上門去收,農戶也會借機向鄉村干部提出要求,最典型的是要求鄉村干部保證灌溉。到了農閑,村干部組織村民冬修水利就很重要。
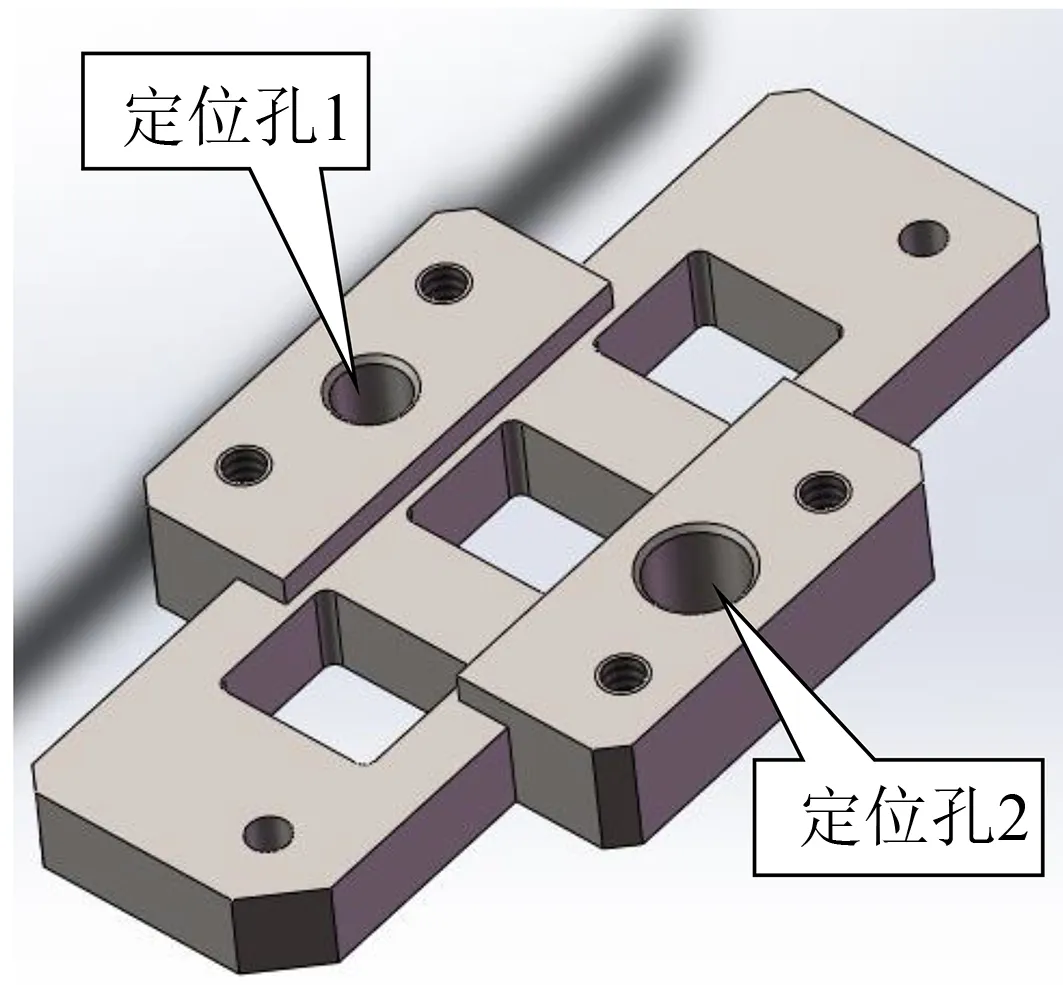
固定板4如圖9所示,定位孔1、2分別與定位銷14、15采取(0.02~0.04)mm的間隙配合,保證夾具上、下模組件準確合模且便于開模。
2.2.2 夾具下模組件設計要點
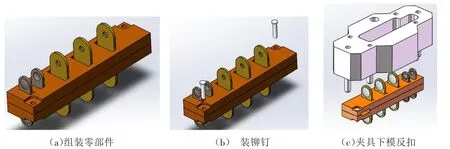
傳統翻鉚夾具雖然能實現2個半空心鉚釘的翻鉚,翻鉚后推動塊組件質量也能達到技術要求,但該夾具翻鉚過程復雜,為防止鉚釘掉落,推動塊組件的各零件必須先翻轉裝上鉚釘,然后將夾具下模扣上對其定位,最后再翻轉放入翻鉚設備中,如圖3所示。
2.3 翻鉚鉚頭設計原理
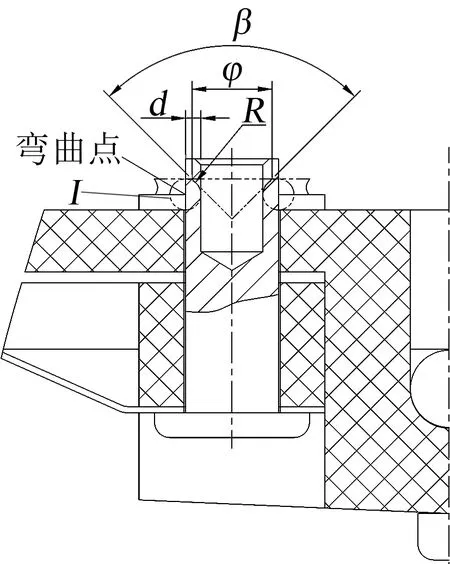
翻鉚鉚頭的設計影響鉚釘翻鉚效果,翻鉚鉚頭形成端的主要尺寸是翻鉚角度與圓弧半徑
。翻鉚角度過大,鉚釘易鉚裂,翻鉚角度偏小,則會出現鐓鉚現象,圓弧半徑
則影響材料的流動性。翻鉚鉚頭的設計原理如圖11所示,以彎曲點作為中心點,畫圓弧半徑
等于鉚釘壁厚度
的虛擬圓
,根據材料塑性情況,靈活選擇翻鉚角度
(
≤90°),該角度
與虛擬圓
相切,此時得出交點圓的直徑為
,如圖12所示。
1.2.2 鉚釘翻鉚材料變化規律
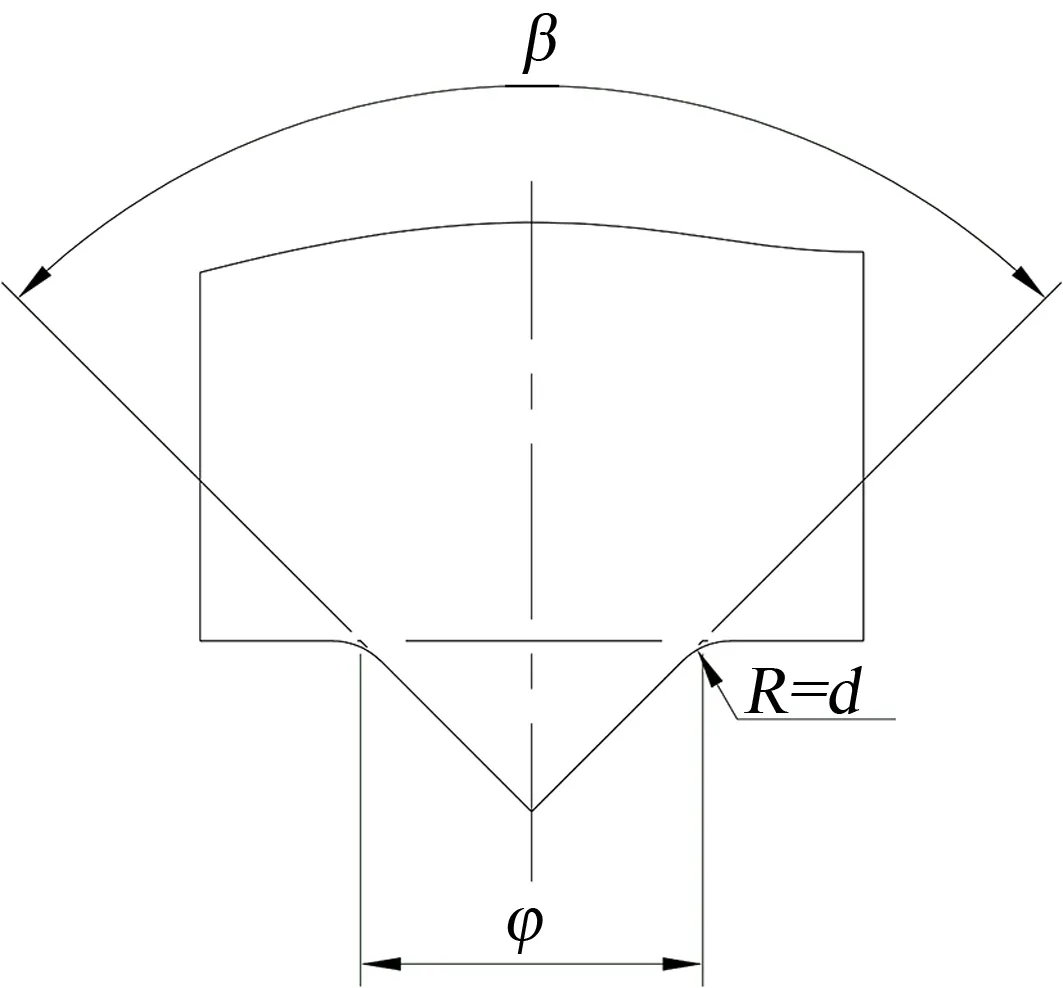
翻鉚鉚頭除了遵循上述的設計原理,并結合實際生產過程中出現的情況進行一些改進,在成形端增加了
角,
角也與虛擬圓
相切,如圖13所示,主要原因是考慮推動塊為塑料,翻鉚時不能使用過大的壓力,材料沿
角向外擠壓更容易鉚緊。

3 夾具制造工藝注意事項
對于夾具上模組件,裝配后需保證2個壓釘大端面與固定板
面平齊,同時2個壓釘小端端面處于同一水平面,即在加工壓釘時必須使大、小端面分別加大0.5 mm的調節余量,并與固定板
面先磨平,再翻轉后一起磨小端面達到圖紙裝配尺寸要求。
巖鷹飛落在不遠處的一塊凸石上,它皮肉堅硬,那枚竹葉鏢只扎入一半,便卡在了它的胸前。它彎著脖子,不停地向下探著嘴巴,試圖將鏢啄下來,卻如何也夠不到。
對于夾具下模組件,裝配后需保證2個翻鉚鉚頭的高度一致,由于翻鉚鉚頭采用數控車床一次加工成形,熱處理后會產生輕微變形,鉚頭大端端面需增加0.5 mm余量,熱處理后鉗工先對其表面進行拋光,然后以小端端面作為基準,磨平大端端面使2個翻鉚鉚頭高度一致,即翻鉚鉚頭的制造工藝為:備料→數控車床加工→熱處理→鉗工拋光→工磨調整高度。
4 鉚壓設備及夾具調試
鉚壓設備采用伺服系統控制,能精確地在
、
、
軸上移動,所提供的翻鉚壓力為10 kN。翻鉚設備分上、下機構,上機構能沿
軸和
軸移動,下機構只能沿
軸前后移動,夾具上、下模組件分別安裝于設備的上、下機構上并鎖緊,夾具安裝如圖14所示。

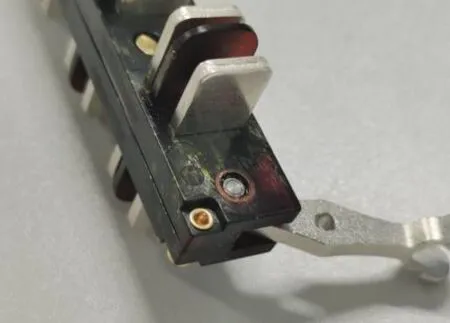
該夾具屬于合模式結構,調試簡單方便。首先夾具下模組件沿
軸方向移動,直至與模柄位置重合,此時模柄在
軸方向上的位置應盡量分布于夾具下模組件的中心,保證翻鉚過程中壓力均勻分布,然后精調模柄在
軸方向的位移保證鉚釘翻鉚到位,推動塊組件鉚釘翻鉚后的效果如圖15所示。
5 結束語
該接觸器推動塊組件采用上述翻鉚工藝及夾具進行生產,達到裝配工藝要求,并且該夾具在多個接觸器的推動塊組件上進行應用。該夾具結構的設計關鍵為:①根據翻鉚鉚頭設計原理設計合理的鉚頭尺寸,這是翻鉚成形的關鍵;②定位塊的型腔與推動塊組件的配合間隙設計需合理,該間隙既能保證鉚釘無鉚歪現象,又便于裝件取件。生產實踐表明,該夾具結構合理、經濟適用,可為接觸器類推動塊組件翻鉚工藝和夾具設計提供借鑒。
[1]劉鴻文.材料力學Ι(第5版)[M].北京:高等教育出版社,2011:19-24.
[2]王曉敏.工程材料學(修訂版)[M].哈爾濱:哈爾濱工業大學出版社,2005:167-169.
[3]朱耀祥,浦林祥.現代夾具設計手冊[M].北京:機械工業出版社,2009:125-130.
[4]周茂祥.低壓電器設計手冊[M].北京:機械工業出版社,1992:681-684.
[5]劉裕中,謝國文,利曉林.鋁型材拉彎防真建模研究[J].模具工業,2019,45(11):6-8.
[6]王 雷,張志聰.鉚接過程質量控制工藝及生產技術研究[J].機電元件,2016,36(4):36-39.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
