自動絡筒機單錠組件裝配工藝研究
2022-07-23 09:34:18陳燊
現代制造技術與裝備 2022年6期
陳 燊
(通用電氣再生資源(天津)有限公司,天津 300000)
單錠組件是保證自動絡筒機改變紗線的卷裝形式的核心組件,對自動絡筒機的性能具有至關重要的作用,可將管紗卷繞成為無結筒紗,提高后繼工序的生產率[1]。
每一臺自動絡筒機根據銷售合同的要求由不同數量單錠組件并列組成。為了滿足裝配線連續生產、批量大、生產率要求高的特點,根據單錠組件的結構、尺寸確定裝配方案,并采用移動裝配,以完全互換法為依據,完成了對單錠組件裝配工藝的研究。此外,通過裝配過程能力分析,驗證了此裝配工藝方法的選擇是否合理。
1 裝配工藝配合方法的選擇
單錠組件裝配工藝配合方法的選擇是保證裝配精度的重要工藝方法。裝配工藝配合方法的選擇不僅要保證裝配精度,而且要滿足裝配線生產方式的要求。在裝配過程中,單錠組件采用完全互換法進行裝配。采用此方法可以使單錠組件中組成環公差之和小于封閉環公差[2],即:
式中:T0為單錠組件裝配工程中允許的公差;Ti為單錠組件裝配工程中允許的公差;n為組成環數量。
采用完全互換法需要嚴格計算單錠組件的各裝配尺寸鏈,從而保障裝配質量。采用完全互換法有利于單錠組件裝配質量的過程控制,使裝配作業更加簡單,保證了裝配線的生產節拍。此外,選用完全互換法可以敦促裝配線零部件質量的改進,使質量控制體系能夠更有效地發揮作用。
2 裝配工藝尺寸鏈的計算
裝配線為大批量生產,因此單錠組件的裝配將采用概率計算法求解裝配尺寸鏈。采用概率計算法的實質是將裝配組成環公差適當放大,以便更簡單地制造零件。在裝配尺寸鏈的計算過程中,假設組成環和封閉環的尺寸為正態分布且尺寸分布中心與公差帶中心重合,相配合的兩個零件公差平方之和不大于裝配允許公差的平方。
取裝配線上的一道工序進行裝配尺寸鏈分析,其他工序的分析方法與本道工序相似。此工序的裝配內容為裝配隔套、刻度盤、抬起氣缸、定位桿、插板和凸輪。要求保證軸向裝配間隙為0.05~0.25 mm,即尺寸鏈的封閉環為mm。根據裝配內容分析,得出此工序有8個裝配組成環,如圖1所示。使用概率計算法擴大零件的公差時,假設零件的公差尺寸為正態分布[3]。
封閉環公差的計算公式為:
組成環公差的計算公式為:
封閉環公稱尺寸計算公式為:
式中:EM為封閉環的平均尺寸。
封閉環的平均偏差為裝配組成環中增環的平均偏差減去裝配組成環中減環的平均偏差。通過計算,將新的裝配尺寸鏈填入表格,如表1所示。
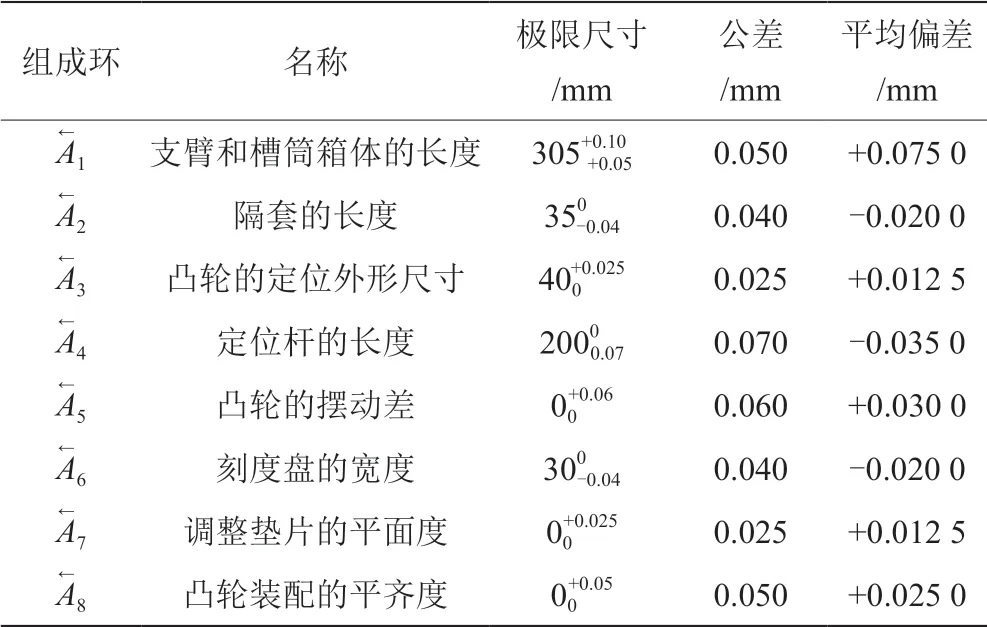
表1 新的裝配尺寸鏈組成環表
將表1中的數據代入式(2)和式(3),得δE≈ 0.18 mm,EM=0.14 mm,于是有:通過計算尺寸鏈的組成可知,裝配符合要求,且裝配后的單錠組件不合格率低于0.15%。
3 裝配過程能力分析
3.1 裝配過程能力的評價指標
裝配過程能力是指在裝配線處于平衡狀態,裝配質量處于穩定狀態,裝配設備、零部件、裝配方法、測量方法、裝配環境處于標準狀態時,各工序的實際裝配能力。它的實質作用是反映裝配成品率的高低。裝配能力的測定一般是在大批量生產中進行的,只有過程能力強的工藝才能裝配出質量可靠的產品[4]。工序能力指數是一種衡量裝配過程能力的指標。“6d設計”是在工序能力指數分析基礎上對裝配工藝水平的新要求。裝配工序能力指數包括潛在工序能力指數Cp和實際工序能力指數Cpk[5]:
式中:TU和TL分別為規格上線和規格下線;k為修正系數。
裝配工序能力指數的評價指標如表2所示。
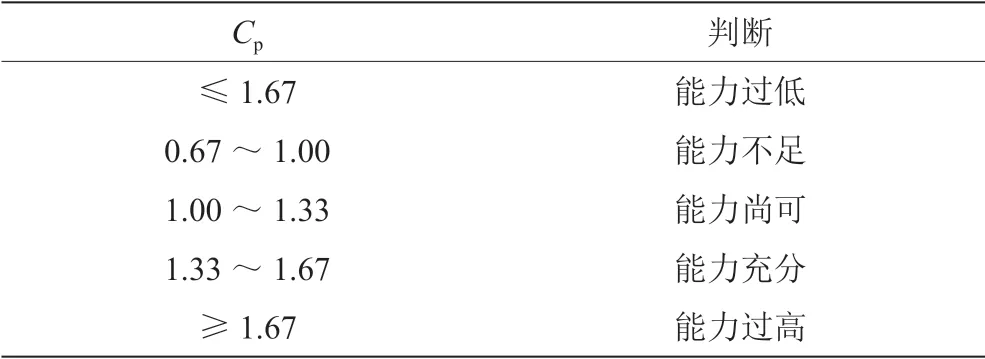
表2 裝配工序能力評價表
裝配過程能力的分析與評價是裝配工藝制定、裝配質量保證、生產現場管理的基礎,是提高裝配工序能力的有效手段。通過裝配過程能力的分析,可以找到裝配質量改進的方向。計算裝配工序能力指數的前提是單錠組件的裝配過程穩定。只有裝配過程處于平穩狀態,進行的裝配工序能力指數計算才有 意義。
平穩狀態具體主要包括如下4個方面[6]:(1)單錠組件各工裝滿足技術要求,裝配完成后檢驗、調試流程按照標準進行;(2)單錠組件的裝配質量統計過程控制處于平穩狀態;(3)進入裝配線的各零部件按照裝配質量標準供應;(4)裝配線處于平衡狀態。
為了分析簡便,本文進行的分析中假設上述4條均成立。
3.2 影響裝配過程能力因素
在單錠組件裝配過程中,影響過程能力的因素主要包括裝配設備、裝配工藝、裝配零部件以及裝配人員與裝配環境4個方面[7]。裝配設備方面,需關注裝配線物流設備是否完好,裝配線各工裝的定位、分度的準確性。裝配工藝方面,需重視裝配線的平衡、工藝流程的安排、生產節拍的確定、工序間的銜接、裝配工藝參數的選擇以及檢驗標準的制定等。裝配零部件方面,要求進入裝配線的各零部件質量、配套電器元件具有可靠性和穩定性。裝配人員與裝配環境方面,對裝配人員的技術水平和質量意識提出了高要求,同時要求裝配現場的布局照明、聲音、色彩、振動以及微環境等符合相關要求。
3.3 裝配過程能力分析的應用
取單錠組件裝配過程中的管紗吸嘴同步帶要求撓度為(1.80±0.50)mm為例進行裝配工序能力的分析,其他裝配工序的分析過程與本例相同不再重述。在裝配線生產監控過程中,抽取25組數據進行分析,如表3所示[4]。由表3數據可知,平均值X—和R—(即Xmax-Xmin)分別為18.47和0.25。
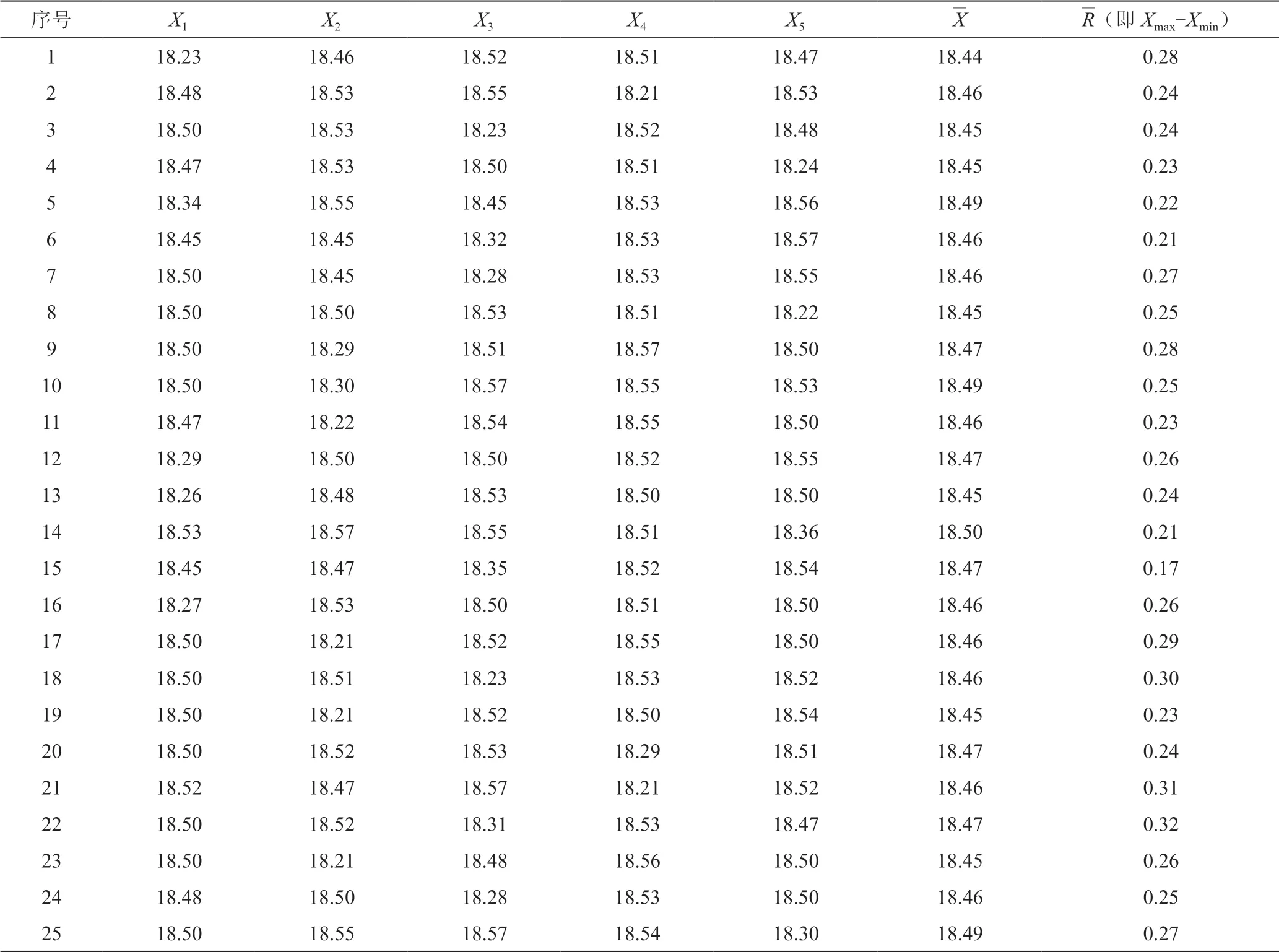
表3 撓度值表
查表,求出d2值為2.326。利用公式進行計算,有[8]:
將相關數據帶入公式,可依次計算得到δ≈0.1118、Cp=1.55、k=0.92、Cpk≈1.43。
通過計算可知,此工序的裝配過程能力充分,目前的裝配工藝設計符合裝配線的生產要求,同時需要控制裝配工序的穩定性,以保證現有的工序能力不變[9]。
4 裝配工藝過程文件的編制
4.1 編制裝配工藝的原則
單錠組件裝配工藝編制應以保證單錠組件的裝配質量、穩定生產且經濟合理為原則,因此在規程文件在編制過程中要注意:文件中必須標明進入裝配線的零部件,同時符合清潔度要求;使用隨行夾具裝配單錠組件時需合理選擇裝配基準,同時需合理選用單錠組件裝配過程中的各種輔助工具、工裝;裝配工藝在編制過程中要推廣和發展新工藝技術,積極開展新工藝試驗,保證裝配工藝編制的先進性與合理性。
4.2 裝配工藝規程文件的種類和作用
根據單錠組件裝配線的實際需求,裝配規程文件包括裝配工藝流程圖、裝配工序卡和裝配作業指導書。裝配工藝流程圖用來表示單錠組件各獨立部分互相之間關系的圖表。裝配系統圖表示裝配工藝的核心流程,用來描述裝配作業對象的順序、組成及配合方法[10]。裝配工序卡是裝配線上各工序裝配作業的指導性技術文件,詳細說明了該工序的作業順序和工步、每一步的裝配內容與要求、達到要求的作業順序與方法、使用設備和工裝的方法、注意事項等[11]。裝配作業指導書是配合裝配線現場管理而編制的工藝規程文件,詳細說明了工序卡內無法用文字表達的內容[12]。
5 結語
本文主要研究自動絡筒機單錠組件裝配工藝,分析了單錠組件的裝配工序性能,重點研究單錠組件的裝配方案,并提供了固化裝配方案所使用的文檔,可為單錠組件的裝配線式生產提供技術和質量基礎。
猜你喜歡
發明與創新(2022年30期)2022-10-03 08:40:56
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2018年6期)2018-08-16 07:23:10
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
