硬質(zhì)合金刀具在金屬切削中的應(yīng)用優(yōu)化
2022-07-23 09:34:16蔡楊
現(xiàn)代制造技術(shù)與裝備 2022年6期
蔡 楊
(浙江永成機(jī)械有限公司,紹興 311835)
金屬切削是金屬形成工藝中的材料去除加成形方法,在當(dāng)前的機(jī)械制造中占有較大比例[1]。但是,硬質(zhì)合金刀具在切削過程中易發(fā)生磨損等問題,會(huì)對(duì)切削精度、質(zhì)量產(chǎn)生不利影響[2]。
因此,有必要對(duì)硬質(zhì)合金刀具在金屬切削中的應(yīng)用進(jìn)行優(yōu)化,以充分發(fā)揮刀具的作用,提升金屬切削的整體質(zhì)量。本文結(jié)合金屬切削原理,從材料、結(jié)構(gòu)、參數(shù)3個(gè)方面出發(fā),對(duì)硬質(zhì)合金刀具的選擇進(jìn)行深度探討,并提出硬質(zhì)合金刀具在金屬切削中應(yīng)用的優(yōu)化 措施。
1 硬質(zhì)合金刀具在金屬切削中的具體應(yīng)用
1.1 金屬切削原理
金屬切削即應(yīng)用刀具在工件上切除一部分金屬,如圖1所示。在實(shí)際操作中,應(yīng)在保證刀具性能的基礎(chǔ)上,選擇刀具的材料、結(jié)構(gòu)、參數(shù)等[3]。
切削運(yùn)動(dòng)速度是金屬切削加工控制的重要參數(shù),計(jì)算公式為[4]:
式中:Vc為切削速度,m·min-1;Dc為工件待加工的表面直徑,mm;N為車床主軸每分鐘轉(zhuǎn)數(shù),r·min-1。
1.2 硬質(zhì)合金刀具選擇
1.2.1 材料選擇
硬質(zhì)合金刀具的摩擦系數(shù)低,耐用度好,在金屬切削加工中具有較高的應(yīng)用價(jià)值。材料為鎢鈷合金(YG)的刀具主要應(yīng)用于鋼料加工,極少應(yīng)用于重型車削工作;材料為鎢鈷鈦合金(YT)的刀具耐磨性、耐熱性、抗氧化性能好,適用于鋼料加工,但不適用于低速車削;材料為碳化鎢(Yw)的刀具耐磨性好,適用于加工冷硬鑄鐵類產(chǎn)品[5]。
1.2.2 結(jié)構(gòu)選擇
粗加工階段,切削量大,對(duì)刀具的性能要求較高。具體加工中可以選擇應(yīng)用螺釘夾緊式或杠桿壓緊式結(jié)構(gòu)。安裝刀片時(shí),應(yīng)注意將刀片放在刀桿槽內(nèi),并采用適宜結(jié)構(gòu)形式進(jìn)行固定,保證刀片從刀桿內(nèi)部伸出不超過1.0~1.5 mm[6]。切削加工時(shí),應(yīng)關(guān)注刀片狀態(tài),及時(shí)更換破裂刀片,同時(shí)清理刀桿上的切屑,確保切削加工順利、高質(zhì)量進(jìn)行[7]。
1.2.3 參數(shù)選擇
切削加工過程中,前角、切削刃傾角的具體參數(shù)如表1所示。
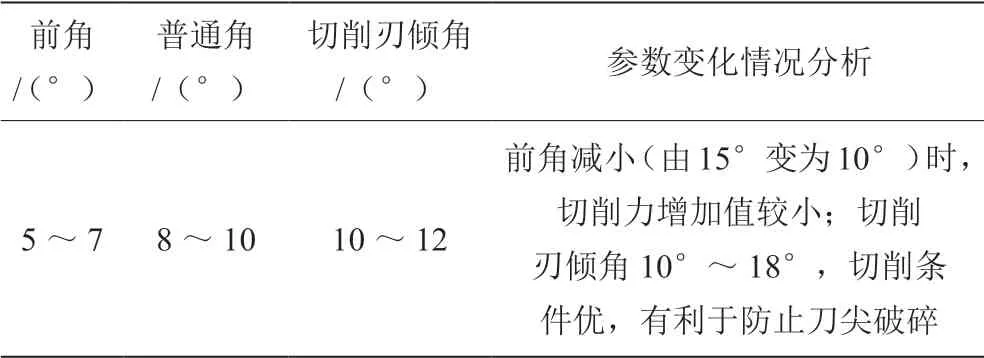
表1 前角、切削刃傾角參數(shù)
刀具頭部結(jié)構(gòu)及其角度標(biāo)注方法,如圖2所示。
在選擇刀片形狀的過程中,若刀尖角較大,則其強(qiáng)度較高,需要較高的機(jī)床功率,且易產(chǎn)生振動(dòng);若刀尖角度較小,則其剛性差,受熱量的影響大。通常情況下,切削深度應(yīng)控制在刀刃長(zhǎng)的1/3內(nèi)。
2 硬質(zhì)合金刀具在金屬切削中應(yīng)用的優(yōu)化措施
2.1 合理選擇切削工具材料
金屬切削工具質(zhì)量對(duì)切削加工質(zhì)量有直接影響。若切削加工需要采取高速切削方式,則選擇陶瓷材質(zhì)的切削工具;若切削加工工件為有色金屬(銅、鋁等),則選擇硬度高、沖擊強(qiáng)度高的切削工具進(jìn)行切削 加工[8]。
2.2 充分應(yīng)用仿真技術(shù)
在切削加工實(shí)踐中,技術(shù)人員可以借助仿真技術(shù)綜合分析切削工具,充分考慮切削深度、切削速度及切削角度等內(nèi)容,以科學(xué)、有效優(yōu)化切削工具設(shè)計(jì)[9]。技術(shù)人員還可以應(yīng)用仿真技術(shù)獲取充分的切削加工工具參數(shù),更科學(xué)地設(shè)置各項(xiàng)參數(shù),確保切削工具選擇的科學(xué)性和合理性。
2.3 選擇適度的切削量
金屬切削的切削量包括切削速度、背吃刀量和進(jìn)給量。切削過程中,工件受到切削摩擦阻力,車床刀具的強(qiáng)度大于工件的強(qiáng)度,易出現(xiàn)工件變形情況[10]。因此,在切削加工過程中,技術(shù)人員應(yīng)選擇適度的切削量,具體如表2所示。

表2 金屬切削交給你的切銷量
2.4 抑制與消除積屑瘤
基于積屑瘤成因分析(產(chǎn)生機(jī)理如圖3所示),為提高切削效率與質(zhì)量,需要抑制與消除積屑瘤。
為有效抑制與消除積屑瘤,需要做到以下幾點(diǎn)。
(1)在實(shí)際加工操作中,應(yīng)控制切削速度在 120 m·min-1以上或15 m·min-1以下。
(2)在加工塑性變形較小的金屬材料的過程中,可以控制前角角度為30°(最大值)。針對(duì)中等塑性變形金屬材料,控制前角角度為小于20°;針對(duì)高錳鋼等變速性金屬材料,加工難度大,應(yīng)控制前角角度為小于10°;針對(duì)淬硬鋼,應(yīng)控制前角角度為0°~10°[11]。
(3)切削加工過程中,切屑與前刀之間會(huì)產(chǎn)生較大的壓力,溫度逐漸升高。若前刀粗糙,則摩擦越大,黏結(jié)形成積屑瘤(如圖4所示);摩擦越小,黏結(jié)概率越小[12]。
(4)技術(shù)人員應(yīng)意識(shí)到,工件材料的塑性越大,切削過程中產(chǎn)生變形的概率越大,進(jìn)而產(chǎn)生積屑瘤。
2.5 合理應(yīng)用切削液
在金屬切削加工過程中,技術(shù)人員可以應(yīng)用切削油,增強(qiáng)切削刀具的使用性能。在粗加工過程中,技術(shù)人員可以選擇低濃度乳化液等切削液,降低摩擦溫度,延長(zhǎng)刀具使用壽命。精加工過程中,技術(shù)人員可以應(yīng)用極壓切削油,增強(qiáng)刀具與工件間的潤(rùn)滑程度[13]。
3 結(jié)語
分析金屬切削原理,探索優(yōu)化硬質(zhì)合金刀具在金屬切削中的應(yīng)用途徑,提出需要根據(jù)實(shí)際切削需求等對(duì)刀具的材料、結(jié)構(gòu)、參數(shù)等進(jìn)行分析和選擇。為充分發(fā)揮硬質(zhì)合金刀具的作用,提高金屬切削質(zhì)量,技術(shù)人員應(yīng)注重刀具材質(zhì)的選擇。要充分應(yīng)用仿真技術(shù),確保各項(xiàng)參數(shù)選擇精確;要選擇適度的切削量、切削速度以及光澤度等參數(shù),抑制和消除積屑瘤;要合理應(yīng)用切削液,延長(zhǎng)硬質(zhì)合金刀具的使用壽命。
