留置針連接管雙層復合擠出工藝研究
2022-07-20 04:53:58程玲玲趙明學陳鵬濤莫盼盼牛富超
橡膠工業(yè) 2022年5期
程玲玲,趙明學,陳鵬濤,莫盼盼,牛富超
(河南駝人醫(yī)療器械研究院有限公司 河南省醫(yī)用高分子材料技術與應用重點實驗室,河南 長垣 453400)
留置針連接管是一種用量大、使用廣泛的一次性輸注醫(yī)用器具,國內每年用量達4億多支,其材質的優(yōu)劣和安全性直接關系到藥物的療效和人身健康。由于聚氯乙烯(PVC)具有價格低廉、易于粘合、粘合牢固的優(yōu)點,因此國內留置針連接管的材質以含有增塑劑DEHP的PVC為主,但其存在以下主要缺點:(1)增塑劑DEHP容易被藥液溶出,隨藥液進入人體,危害人身健康;(2)增塑劑DEHP對藥物有吸附作用,降低藥物療效;(3)增塑劑DEHP會與藥物發(fā)生反應,不但影響藥物療效,而且反應產物對人體有明顯的毒害性[1-4]。近年來,新型材質如熱塑性聚氨酯彈性體(TPU)的留置針連接管嶄露頭角,得到市場青睞,但其也存在缺點:膠料發(fā)粘,成型擠出時不易裁切;難于粘合,對所用粘合劑要求苛刻;粘合處容易破損而漏液;原材料價格昂貴。
為綜合TPU和PVC兩種材料的優(yōu)點,本工作采用TPU和PVC(均為粒料)制備留置針連接管,對其雙層復合擠出工藝[5-6]進行試驗研究。
1 實驗
1.1 試驗對象
(1)原材料。TPU,牌號8963,市售品;PVC,牌號8408,自制。
(2)設備和儀器。擠出主機,海瑞嘉精密擠出機械有限公司產品;影像測量儀,寧波金永計量儀器設備有限公司產品。
(3)模具。雙層復合擠出模具,自制。
(4)產品。留置針連接管,外直徑為(2.10 ±0.02)mm。
1.2 擠出生產線
雙層復合擠出生產線由TPU烘料裝置、TPU供料斗、TPU擠出主機、PVC供料斗、PVC擠出主機、雙層復合擠出模具、真空冷卻定型水槽、測量系統(tǒng)、牽引裁切機、傳送機和接料箱組成。TPU擠出主機與擠出生產線平行放置,PVC擠出主機通過連接件與雙層復合擠出模具連接,與擠出生產線垂直放置。
1.3 試驗方案
預先設置好擠出溫度,將TPU粒料(預先烘料)和PVC粒料(不烘料)分別加入TPU供料斗和PVC供料斗中,粒料在螺桿的輸送下依次通過輸送段(一區(qū))、熔融段(二區(qū))、計量段(三區(qū))和法蘭,然后熔融粒料在模具內部匯合,以雙層復合坯管形式出模具口,牽引坯管經過真空定徑套、冷卻水、測量系統(tǒng)(激光測徑儀),最后送入牽引裁切機進行裁切,裁切的管體由傳送帶送入接料箱。
以擠出溫度(TPU擠出溫度包括一區(qū)、二區(qū)、三區(qū)、法蘭和模具溫度,PVC擠出溫度包括一區(qū)、二區(qū)、三區(qū)和法蘭溫度)為因子A,以擠出主機速度(TPU擠出主機速度與PVC擠出主機速度相同,為擠出主機螺桿轉速)為因子B,以牽引速度(牽引裁切機轉速)為因子C,各因子選取3個水平進行優(yōu)化試驗[7-10]。
根據經驗,選擇因子A,B,C的參數(shù)范圍,如表1所示。
用影像測量儀對產品(留置針連接管)外直徑進行檢測,結果應為(2.10±0.02)mm。本試驗是3因子3水平試驗,選擇L9(34)正交表安排試驗,增加空白列E,試驗方案如表2所示。
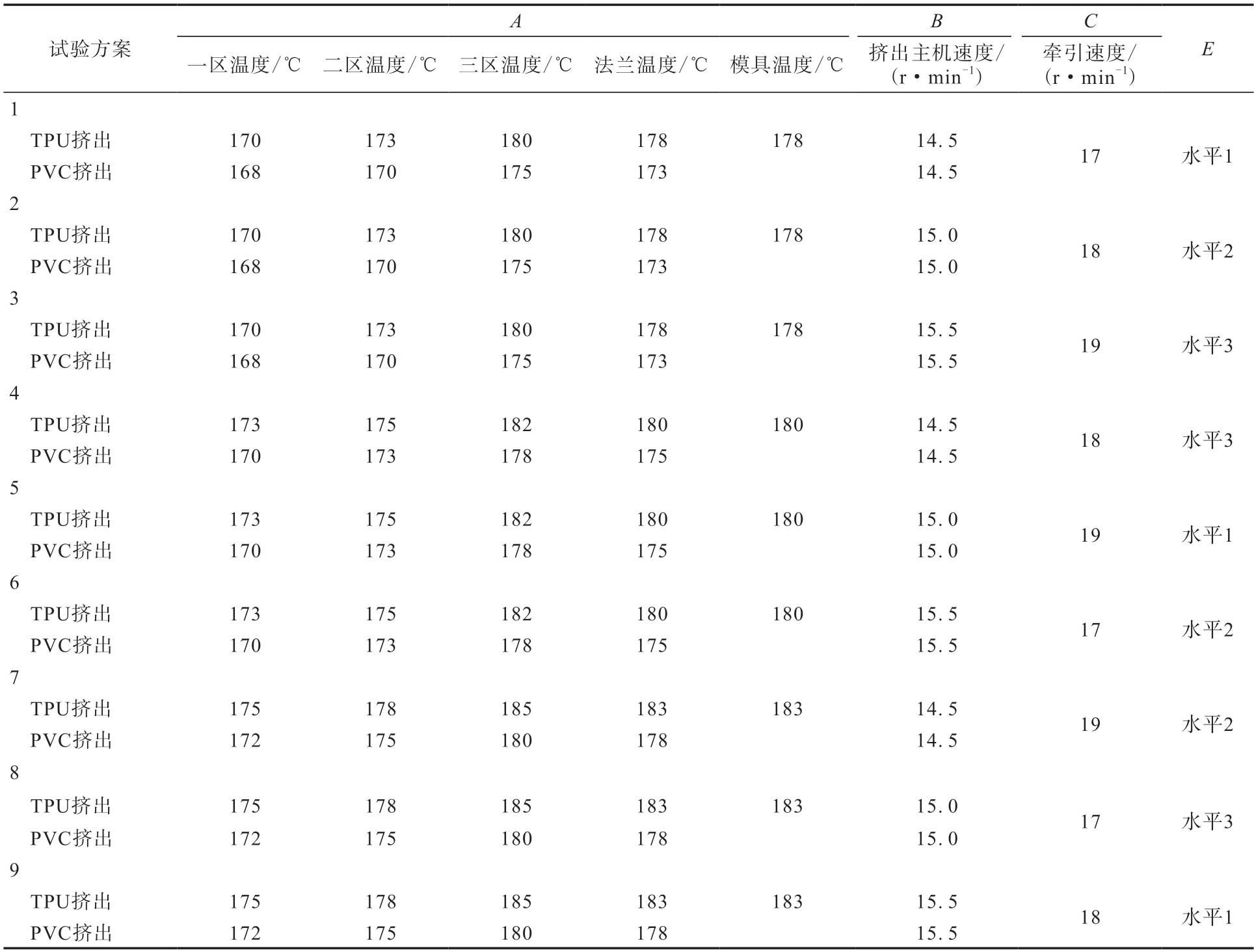
表2 試驗方案Tab.2 Schemes of tests
2 結果與討論
2.1 極差分析
根據試驗方案進行留置針連接管復合擠出試驗,結果如表3所示,試驗數(shù)據的極差(R)分析[11-13]結果如表4所示。
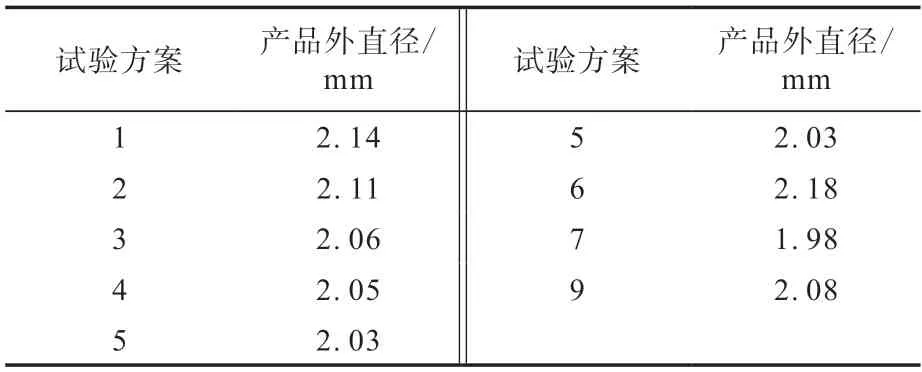
表3 試驗結果Tab.3 Results of tests
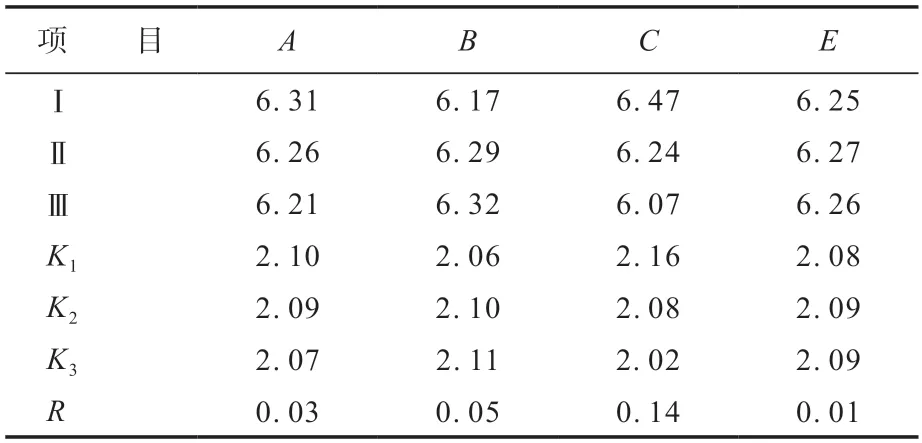
表4 極差分析結果Tab.4 Results of range analysis
從表3和4可以看出,擠出溫度、擠出主機速度和牽引速度均對產品外直徑有直接影響。隨著擠出溫度的升高,物料的表觀粘度降低和流動性能變好,熔融物料的壓力減小,離模管坯的膨脹因數(shù)減小,因此產品外直徑變小;隨著擠出溫度的降低,物料的表觀粘度升高和流動性能變差,熔融物料的壓力增大,離模管坯的膨脹因數(shù)增大,因此產品外直徑變大,即擠出溫度與產品外直徑成反比[14]。隨著擠出主機速度的升高,熔融物料的擠出量和擠出壓力變大,離模管坯的膨脹因數(shù)增大[15],因此產品外直徑變大;隨著擠出主機速度的降低,熔融物料的擠出量和擠出壓力變小,離模管坯的膨脹因數(shù)減小,因此產品外直徑變小,即主機轉速與產品外直徑成正比。隨著牽引速度的增大,產品外直徑變小;隨著牽引速度的減小,產品外直徑變大,即牽引速度與產品外直徑成反比。
由表4的極差分析結果可知RC>RB>RA>RE,說明牽引速度對產品外直徑的影響最大,其次是擠出主機速度,再次是擠出溫度,即本試驗所研究的3個因子對產品外直徑影響的主次順序為:牽引速度,擠出主機速度,擠出溫度。產品的標準外直徑是2.10 mm,從表3可知試驗方案2的產品外直徑最接近2.10 mm,因此試驗最優(yōu)水平組合是A1B2C2E2,即最佳工藝參數(shù)組合是A1B2C2,TPU擠出一區(qū)、二區(qū)、三區(qū)、法蘭和模具溫度分別為170,173,180,178和178 ℃,擠出主機速度為15.0 r·min-1,牽引速度為18 r·min-1;PVC擠出一區(qū)、二區(qū)、三區(qū)和法蘭溫度分別為168,170,175和173℃,擠出主機速度為15.0 r·min-1,牽引速度為18 r·min-1。
2.2 直觀分析
以正交試驗的水平為橫坐標,以各因子同一水平的產品外直徑均值(分別對應K1,K2,K3)為縱坐標做柱狀圖,結果見圖1。
由圖1可知,擠出溫度水平1最佳,擠出主機速度水平2最佳,牽引速度水平2是最佳,即最佳工藝參數(shù)組合是A1B2C2,這與極差分析結果一致。
2.3 方差分析
正交試驗的方差(F)分析結果如表5所示。取試驗水平α=0.05,查表得F0.05=3.37。
從表5可以看出,F(xiàn)A,F(xiàn)B和FC均大于F0.05,故因子A,B,C均對產品外直徑有顯著影響。由于FC>FB>FA,因此各因子影響產品外直徑的顯著程度大小順序為:牽引速度,擠出主機速度,擠出溫度,這與極差分析的結果一致。
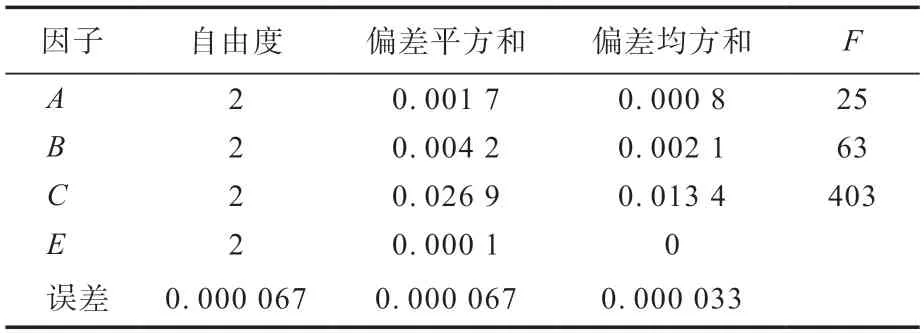
表5 方差分析結果Tab.5 Results of variance analysis
2.4 擠出工藝的穩(wěn)定性
為了驗證留置針連接管雙層復合擠出工藝的穩(wěn)定性,按照正交試驗所得最佳擠出工藝參數(shù)進行擠出試驗,連續(xù)試生產8 h,每隔0.5 h隨機抽檢5個產品,共抽檢80個產品,用影像測量儀對產品外直徑進行測量,檢測數(shù)據如表6所示。
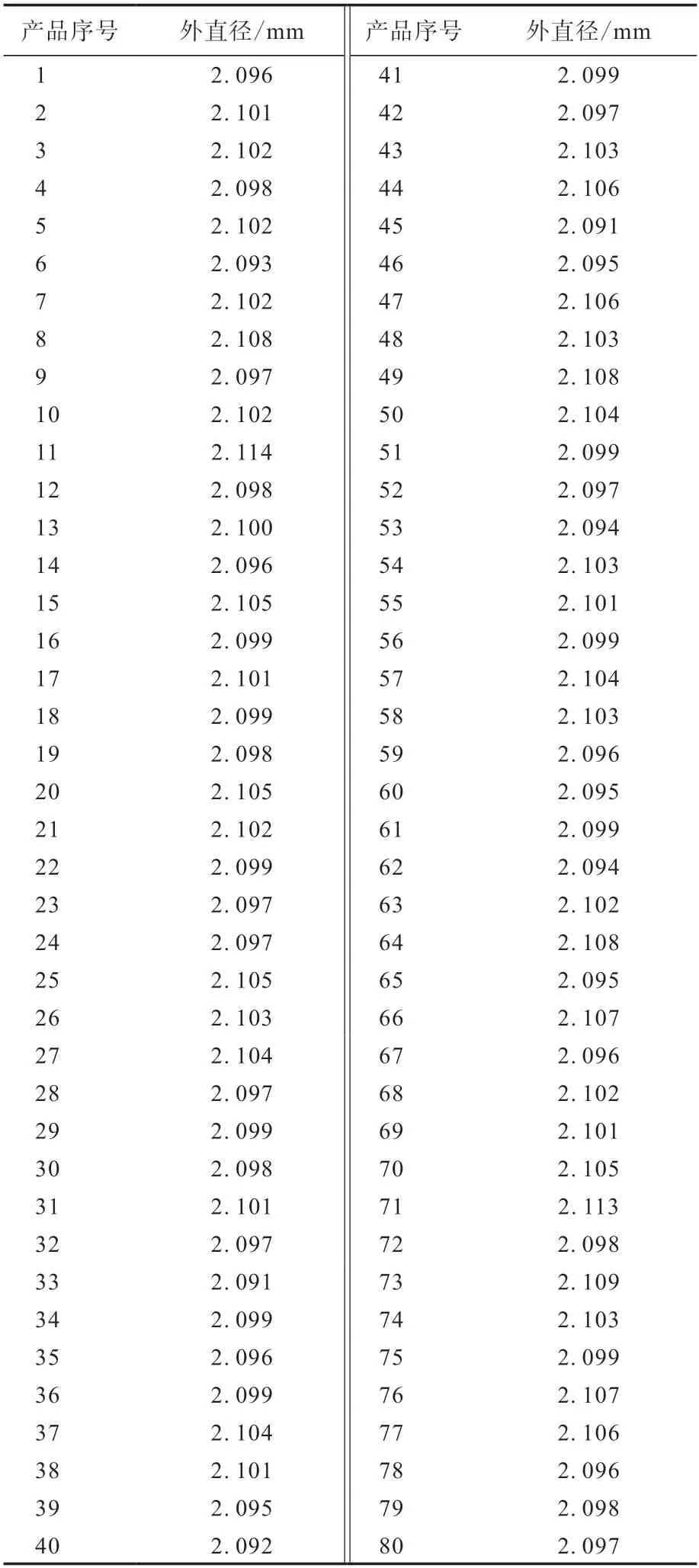
表6 產品外直徑檢測結果Tab.6 Metering results of product outer diameters
對產品外直徑測量數(shù)據進行正態(tài)分析[16-17],規(guī)格下限為2.08 mm,規(guī)格上限為2.12 mm,整體標準差為0.004 686 03,組內標準差為0.004 785 73,樣本外直徑均值為2.100 37 mm,Cpk為1.37,正態(tài)分布如圖2所示。由于Cpk大于1.33,故可判斷本批次留置針連接管的試生產工藝是穩(wěn)定的。
3 結論
使用TPU和PVC兩種粒料,對留置針連接管進行雙層復合擠出工藝研究。由正交試驗法確定的留置針連接管雙層復合擠出的最佳工藝參數(shù)為:TPU擠出一區(qū)、二區(qū)、三區(qū)、法蘭和模具溫度分別為170,173,180,178和178 ℃,擠出主機速度為15.0 r·min-1,牽引速度為18 r·min-1;PVC擠出一區(qū)、二區(qū)、三區(qū)和法蘭溫度分別為168,170,175和173℃,擠出主機速度為15.0 r·min-1,牽引速度為18 r·min-1。在最佳工藝參數(shù)條件下連續(xù)試生產留置針連接管8 h,共抽檢80個產品,產品外直徑的正態(tài)分析結果表明留置針連接管的雙層復合擠出工藝穩(wěn)定。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
