中厚板高強鋼冷熱多絲復合埋弧焊熱循環參數測量
2022-07-19 02:45:12張華軍
造船技術 2022年2期
付 俊,張華軍
(上海振華重工(集團)股份有限公司,上海 200125)
0 引 言
焊接是一個特殊的局部加熱和冷卻工藝,處于焊縫熱影響區(Heat Affected Zone,HAZ)的奧氏體晶粒由于受熱而大幅增長,在冷卻后產生復雜粗大的奧氏體組織,韌性較低,容易形成裂紋等缺陷,降低焊縫的性能[1]。因此,對焊縫HAZ熱循環曲線進行準確測量較為必要,可作為對焊接進行數值模擬計算及對焊縫HAZ性能與焊縫變形等進行預測的基礎和前提。準確測量和控制熱循環參數對優化控制焊縫及其HAZ微觀組織與力學性能具有重要意義。
埋弧焊(Submerged Arc Welding,SAW)具有較高的機械化程度和生產效率等優點,廣泛應用于厚板焊接,例如海洋工程、大型船體和厚壁壓力容器等[2-4]。SAW的較大熱輸入會引起焊縫中的晶粒粗化而導致焊縫強度降低。蔣勇等[5]發現在焊接過程中,隨著熱輸入由13.4 kJ/cm增至20.6 kJ/cm,焊縫強度呈現先增加后降低的趨勢。由于單絲SAW熔覆率低、焊接效率低,因此采用一種新型的冷熱多絲復合SAW方法:在2根熱絲中間插入1根冷絲,利用熱絲多余的熱量熔化冷絲,在總熱輸入值不變的情況下,提高熔覆率和焊接效率。
國內外對明弧焊接方法的焊接溫度場測量技術進行許多深入的研究和探索,并已取得相應的科學研究成果,在工業生產實踐中得到廣泛應用[6-7],但關于SAW熱循環參數測量的研究較為少見。在實際焊接過程中,SAW熱輸入量大,易使HAZ組織粗大,影響焊縫性能。準確測量焊縫HAZ熱循環曲線需要耗費大量的人力物力,尚無針對中厚板高強鋼焊縫HAZ熱循環參數測量的簡易成型方法。采用自行研制的多通道熱電偶測溫法分別測量單絲SAW和冷熱多絲復合SAW的溫度場分布,實現對中厚板高強鋼焊接過程中的焊縫HAZ熱循環參數進行定量分析,不僅可優化冷熱多絲復合SAW工藝參數(焊絲間距、焊槍傾角及電流電壓等),而且可為生產高強度、高韌性及高可靠性的中厚板高強鋼SAW焊接接頭提供指導依據。
1 試驗方法
試驗分別采用單絲SAW和冷熱多絲復合SAW工藝。采用8 mm厚A709-50T-2母材(尺寸為10 000 mm×2 000 mm×8 mm),焊絲選用ESAB Weld ENi1K,母材與焊絲化學成分(質量分數)如表1所示。冷熱多絲復合SAW焊槍排列組合形式如圖1所示,焊槍沿焊接方向前后排列(間距為50 mm),前置焊絲為單粗絲(直徑為5.0 mm),后置焊絲為雙細絲(直徑為2.5 mm)。前絲與后絲均為熱絲,采用焊接電流與送絲速度一元化調節方式。中絲為冷絲,需要通過熱絲的熱量熔化為液態熔池,作為熔覆金屬填充在工件表面,并通過可靠的軟件設計控制冷絲與熱絲的送絲速度匹配性,以保證焊接過程的穩定性。焊接工藝參數如表2和表3所示。為保證達到單面焊雙面成型效果,采用Y型坡口,如圖2所示。焊接接頭單面V型坡口a為70°,板厚W為8 mm,鈍邊f為3 mm,裝配間隙L為0 mm。

表1 母材與焊絲化學成分(質量分數) %

表2 單絲SAW工藝參數

表3 冷熱多絲復合SAW工藝參數
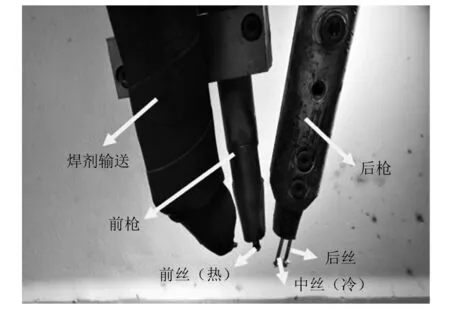
圖1 冷熱多絲復合SAW焊槍排列組合形式
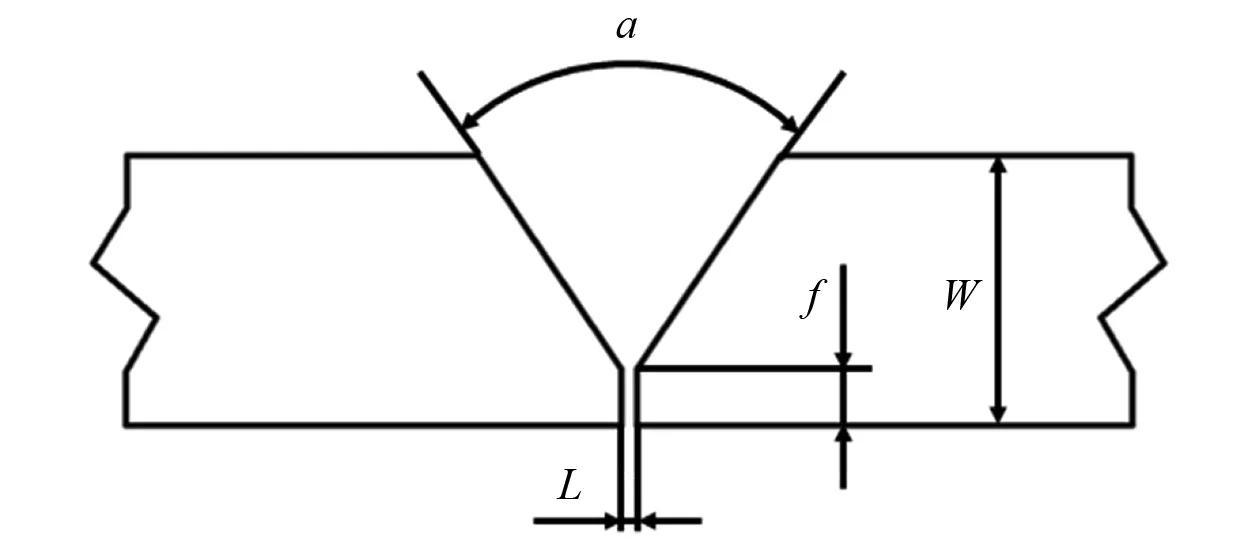
圖2 焊接接頭形式
2 焊縫HAZ尺寸測量
為準確獲取焊縫HAZ的溫度場分布及合理布置測溫點,需要對已焊接的焊縫尺寸進行測量標定,并得到焊縫HAZ的實際尺寸。在焊接后的鋼板上截取焊接接頭試塊,對試樣進行打磨、拋光和腐蝕處理,腐蝕劑選用質量分數為4%的硝酸酒精,利用顯微鏡進行觀察。對試樣不同區域進行測量,獲取1組同規格金相樣的焊縫熔深,測量金相樣的熔合線(Fusion Line,FL)及焊縫尺寸(正背面熔寬)。試樣冷熱多絲復合SAW焊接接頭橫截面如圖3所示,正面熔寬為13.40 mm,背面熔寬為11.65 mm,余高為2.00 mm,束腰為8.54 mm,焊縫成型質量良好,完全熔透。
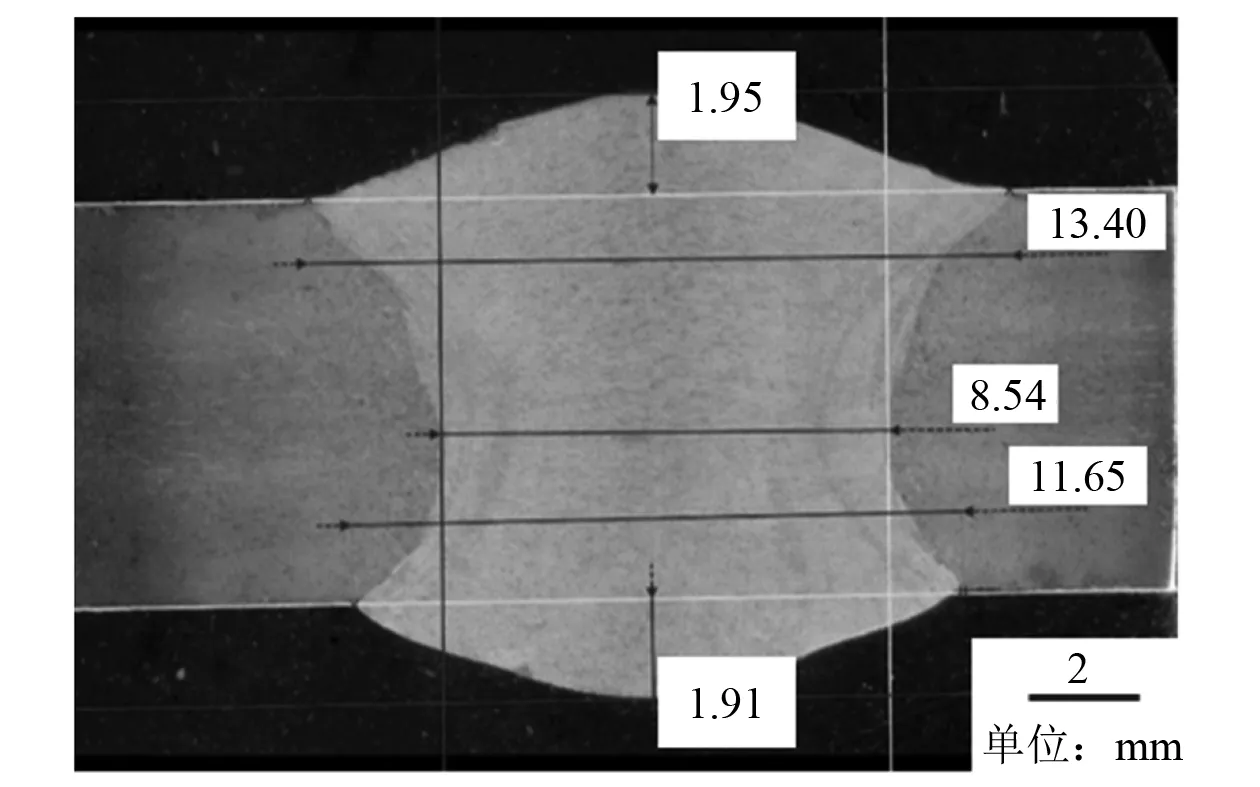
圖3 冷熱多絲復合SAW焊接接頭橫截面
根據上述測量的焊縫尺寸,針對焊縫HAZ進行溫度測量,主要將一塊鋼板試樣設計為2段,其中:第Ⅰ段采用單絲SAW工藝;第Ⅱ段采用冷熱多絲復合SAW工藝。在測溫鋼板焊縫位置的正面設計1組等厚度并與FL等距離差的測溫孔,不同距離的測溫孔使焊縫HAZ的各分區均分布測溫點,其中:第Ⅰ段的5個測溫點分別設置為1號~5號;第Ⅱ段的5個測溫點設置為1′號~5′號。測溫點位置分布如圖4所示,其中:v為焊接速度;d為焊縫正面熔寬;h為焊縫余高;FL+1~FL+5分別為測溫點與FL的距離。
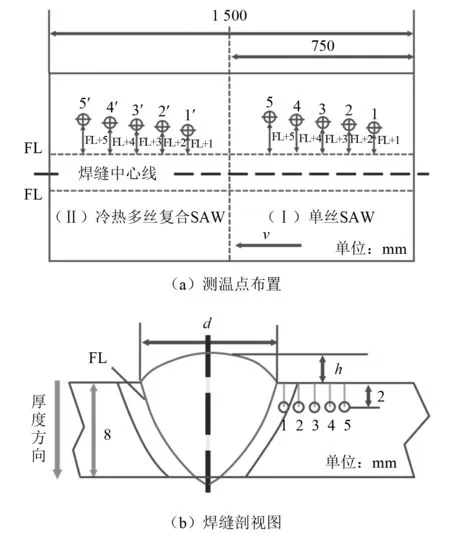
圖4 測溫點位置分布示例
3 熱循環參數測量
冷熱多絲復合SAW和單絲SAW的熱循環曲線如圖5所示。對比曲線可知:由于在焊接初始階段焊接過程存在一定的不穩定性,因此引起溫度變化較大,熱循環曲線初期出現較大波動;隨著焊接過程逐漸穩定進行,熱循環曲線逐漸趨向平滑,無較大波動。測溫系統抗外界電磁干擾能力較強,適合強干擾條件下的焊接溫度采集,可保證數據的準確性。需要特別指出的是:在焊接過程中,溫度升至最高開始冷卻,急劇下降至室溫,部分焊點可能在受到較高熱量影響時產生脫落,影響焊縫HAZ溫度信息的準確采集,破壞數據的準確程度。因此,在焊接后只保留部分有效點,去除多余無效點,最終保留3組數據。典型焊接過程中的熱循環曲線主要參數如圖6所示,其中:Tmax為峰值溫度,TH為相變溫度,tH為相變溫度停留時間,t′為升溫階段相變溫度停留時間,t″為冷卻階段相變溫度停留時間。
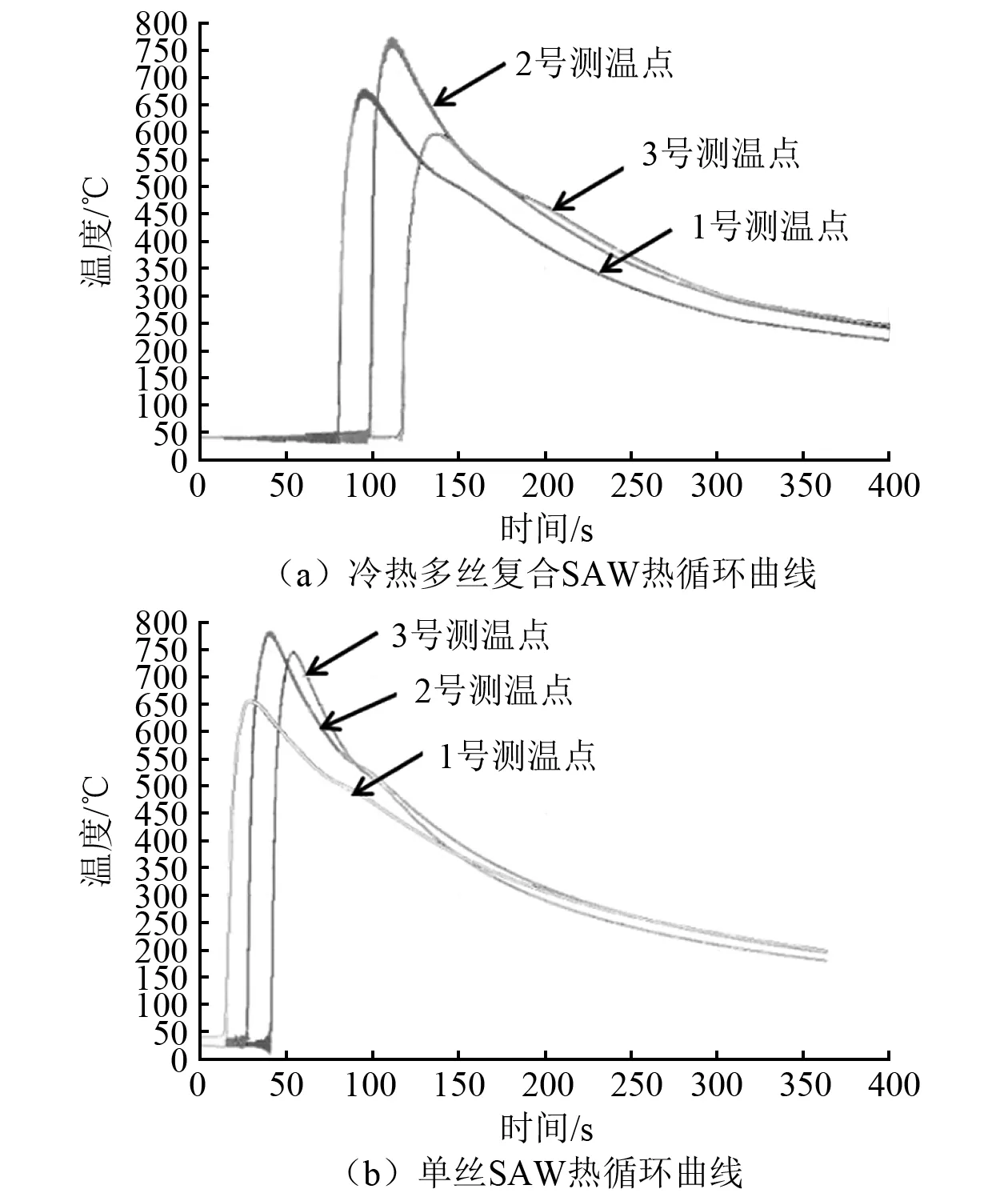
圖5 冷熱多絲復合SAW和單絲SAW的熱循環曲線
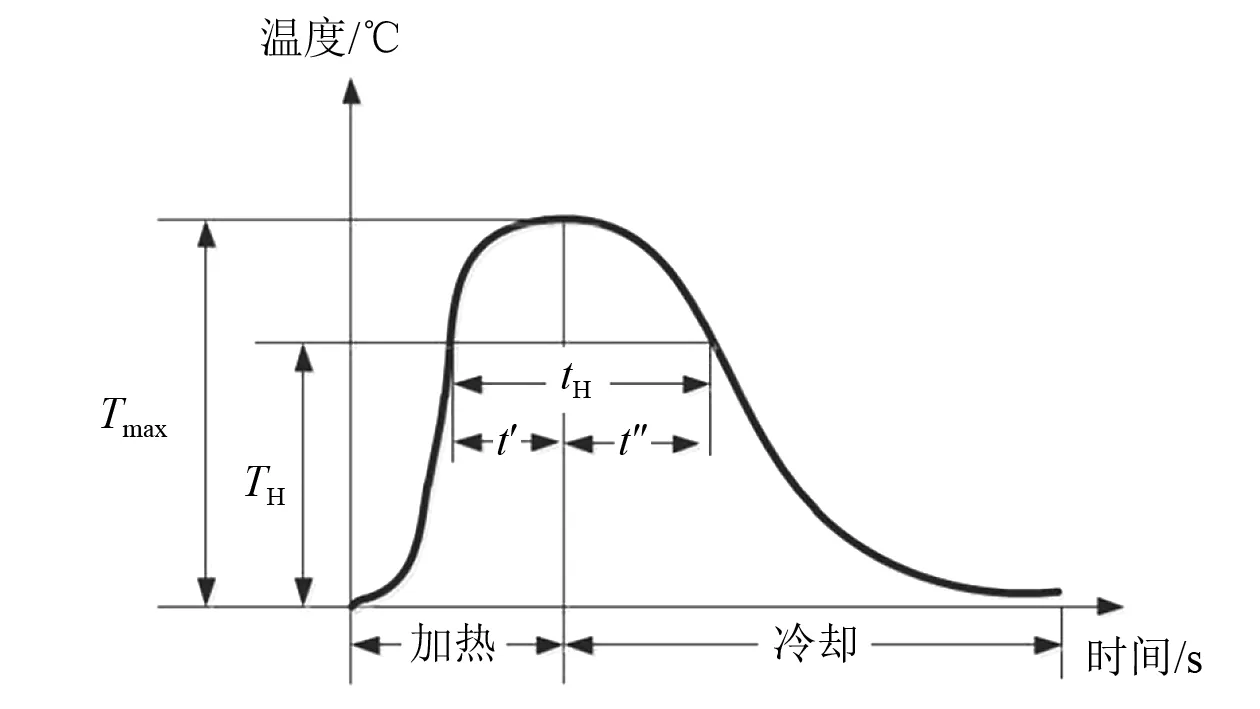
圖6 熱循環曲線主要參數
冷熱多絲復合SAW與單絲SAW熱循環參數測量結果如表4和表5所示。不同焊接工藝的2種熱循環曲線分布情況為:冷熱多絲復合SAW對應測溫點峰值溫度達761 ℃;單絲SAW對應測溫點峰值溫度達782 ℃。根據實際焊接方向,不同測溫點依次達到峰值溫度的時間不同。冷熱多絲復合SAW全部測溫點的峰值溫度平均值為679 ℃,高溫停留時間平均值為43 s;單絲SAW全部測溫點的峰值溫度平均值為727 ℃,高溫停留時間平均值為63 s。單絲SAW的峰值溫度和高溫停留時間均比冷熱多絲復合SAW高,這是由于單絲SAW的焊接速度為460 mm/min,而冷熱多絲復合SAW效率更高,焊接速度達800 mm/min。較大的熱輸入量對母材性能具有一定的影響。冷熱多絲復合SAW增加1根不導電的冷絲,利用導電焊絲在焊接過程中產生的電弧熔化冷絲,不僅增加焊接熔覆率,而且明顯降低對母材的熱輸入量。單絲SAW焊縫冷卻速度較慢,焊縫金屬高溫停留時間較長,導致在冷卻時可能會產生粗大組織,并降低焊縫HAZ主要性能(沖擊和硬度等),影響最終的焊接接頭質量。
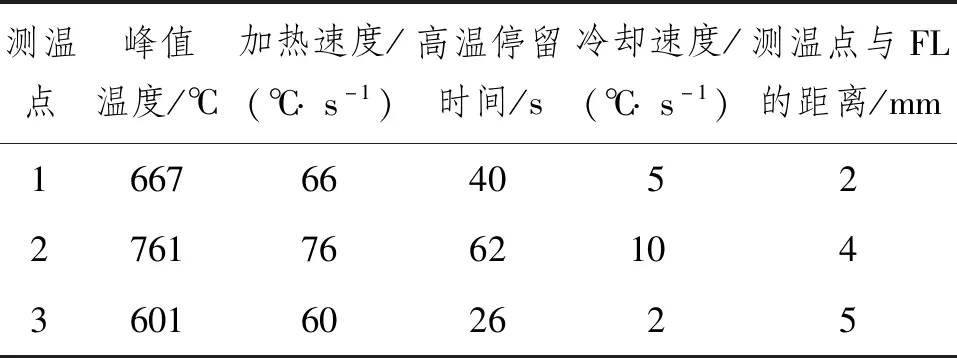
表4 冷熱多絲復合SAW熱循環參數測量結果
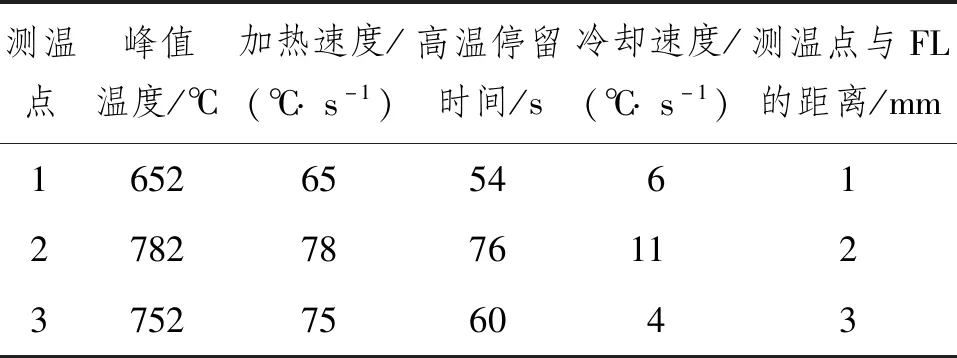
表5 單絲SAW熱循環參數測量結果
4 沖擊性能試驗
冷熱多絲復合SAW焊接接頭沖擊功分布曲線(-11 ℃)如圖7所示。由圖7可知:冷熱多絲復合SAW焊接接頭各位置平均沖擊功值在-11 ℃時均大于27 J,其中單點最高值達101 J,滿足焊接接頭沖擊功要求。
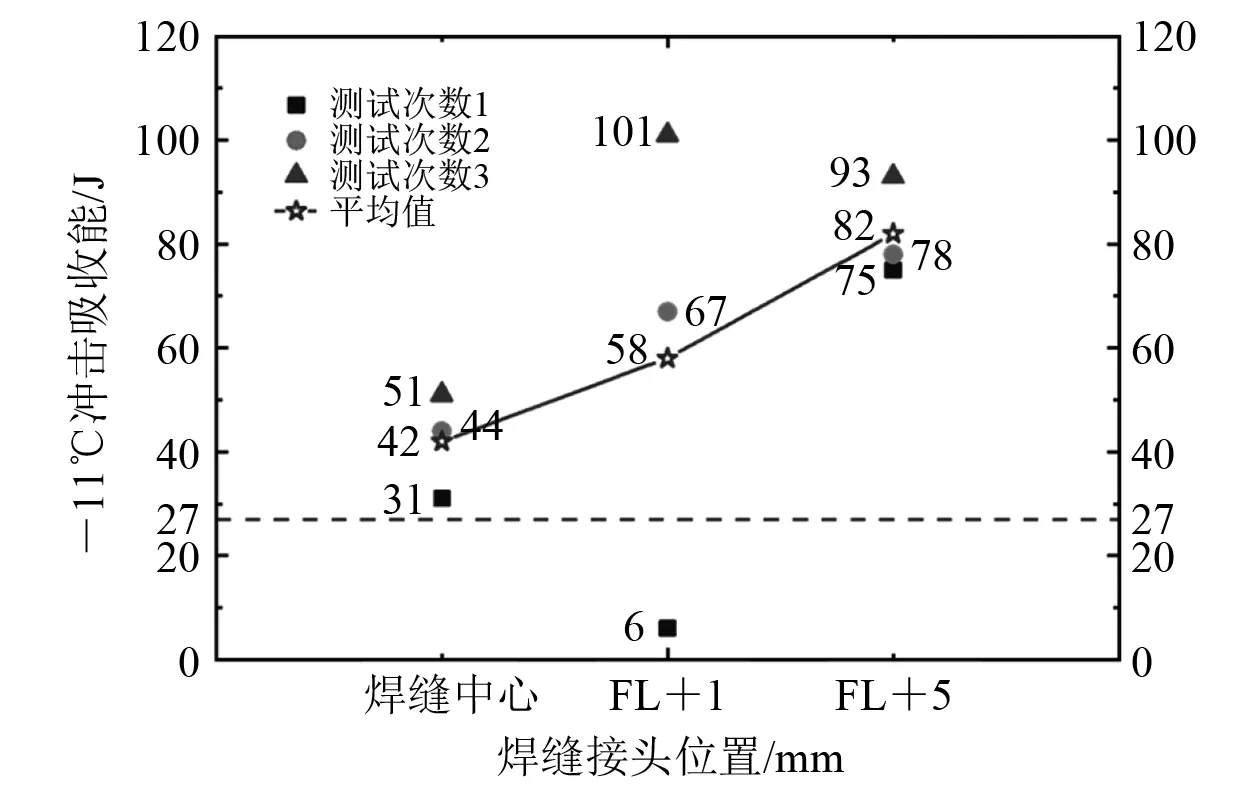
圖7 冷熱多絲復合SAW焊接接頭沖擊功分布曲線(-11 ℃)
冷熱多絲復合SAW焊接接頭-11℃沖擊(92 J)的FL+1位置微觀組織如圖8所示。由圖8可知:在FL+1位置,作為沿晶內分布的細小鐵素體即晶內針狀鐵素體占比較大,大多以合適尺寸的夾雜物為形核質點,呈放射狀生長,相鄰針狀鐵素體之間呈大角度晶界。該位置的位錯密度較高、沖擊韌性好,可能是在焊接過程中母材受熱急速升溫,隨后空冷使該位置的組織相當于進行正火處理,組織轉為均勻而細小的鐵素體,使該位置組織性能較好。
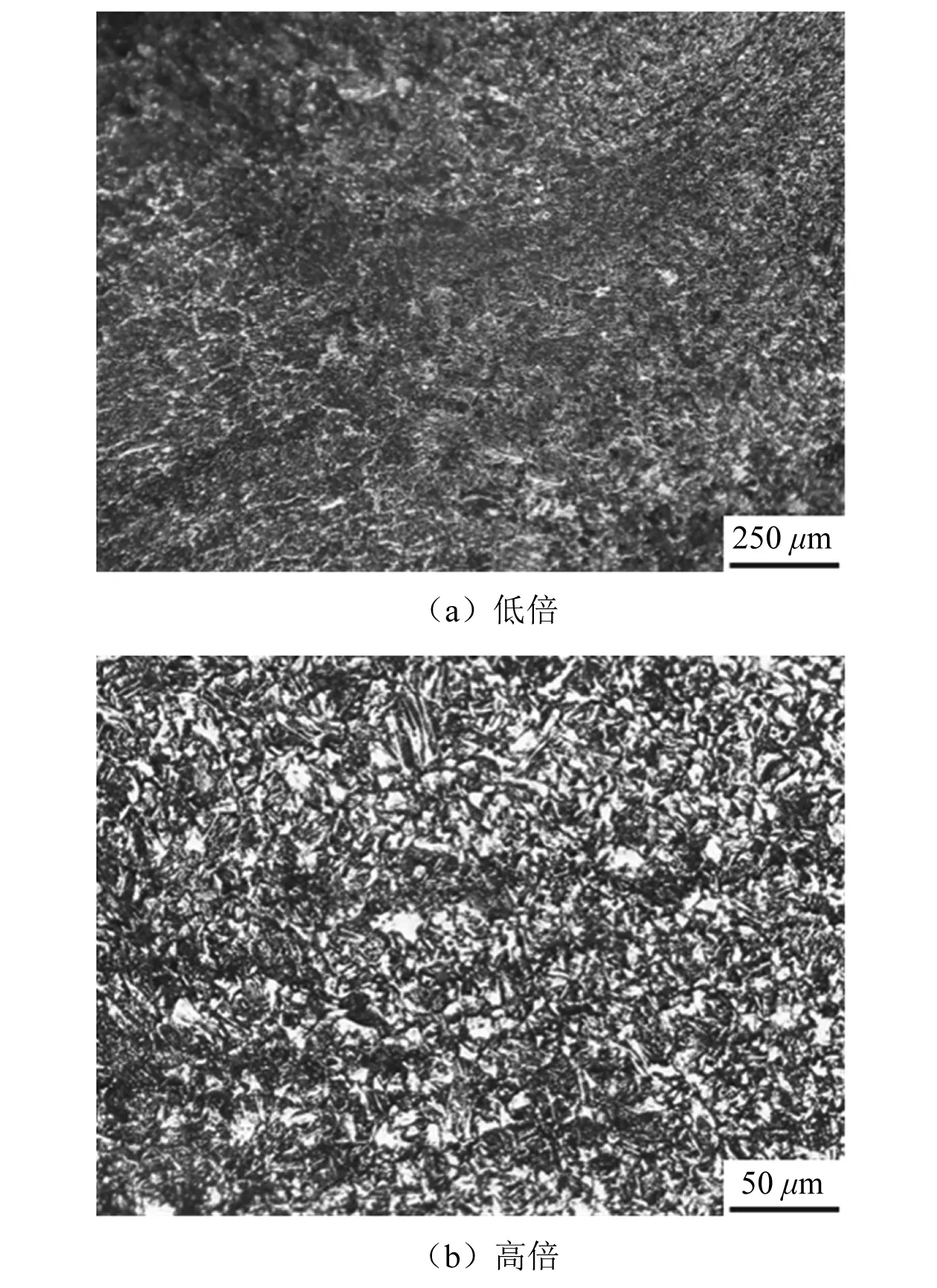
圖8 冷熱多絲復合SAW焊接接頭-11 ℃沖擊(92 J)的FL+1位置微觀組織
5 溫度場模型構建及校正
為進一步預測大型箱體拼板結構溫度場的變化規律,為焊接工藝參數優化和焊縫組織性能改善提供指導依據,根據上述實際測溫結果,利用數值模擬技術,構建基于熱循環曲線校正的溫度場模型,預測焊接接頭特定位置(FL附近區域)的加熱速度、加熱峰值溫度、冷卻速度和冷卻時間等關鍵熱循環參數。
針對冷熱多絲復合SAW一個熔池多個熱源的情況,為深入分析不同熱絲與冷絲對熔池的具體影響,可在同一模型中根據具體要求同時使用多種熱源模型描述不同電弧功率的前絲和后絲電弧熱源。以雙橢球熱源與平面高斯熱源分別為前后熱絲熱源模型。
雙橢球熱源模型是2個1/4橢圓組合而成的體熱源,在3組長軸中1組相同,其他各級相互獨立。雙橢球功率密度分布熱源如圖9所示,其中:a1、a2、b和c分別為橢球體半軸長。
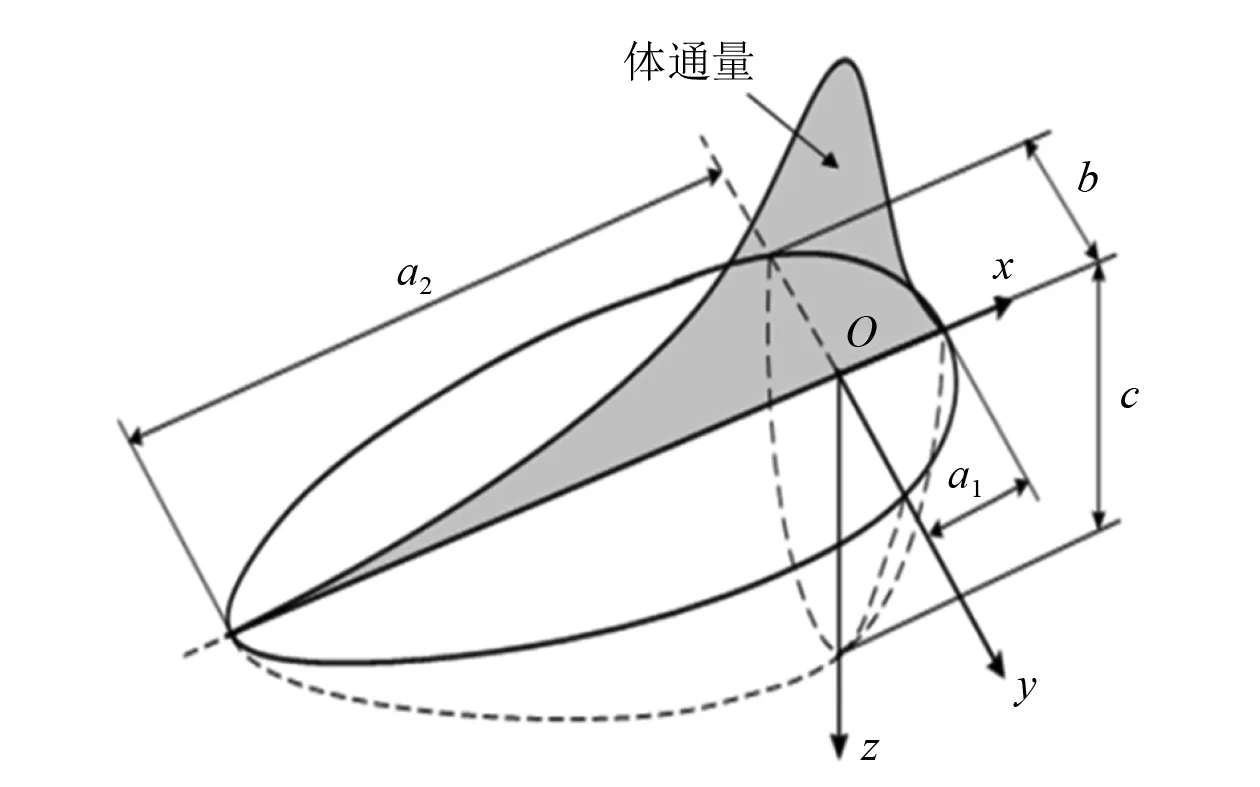
圖9 雙橢球功率密度分布熱源
功率密度的一般形式為
q(r)=qmaxexp(-Cr2)
(1)
前1/4部分橢球體熱流密度公式為
(2)
后1/4部分橢球體熱流密度公式為
(3)
式(1)~式(3)中:q(r)為半徑r的表面熱流密度;qmax為熱源中心的最大熱流密度;C為熱流集中系數;Q為有效熱量;ff和fr分別為前后2個部分橢球體的能量分配系數,且ff+fr=2。
正態高斯分布表面熱源是常用的熔敷加工熱源模型,對相關模擬具有一定應用性指導。正態高斯分布表面熱源如圖10所示。
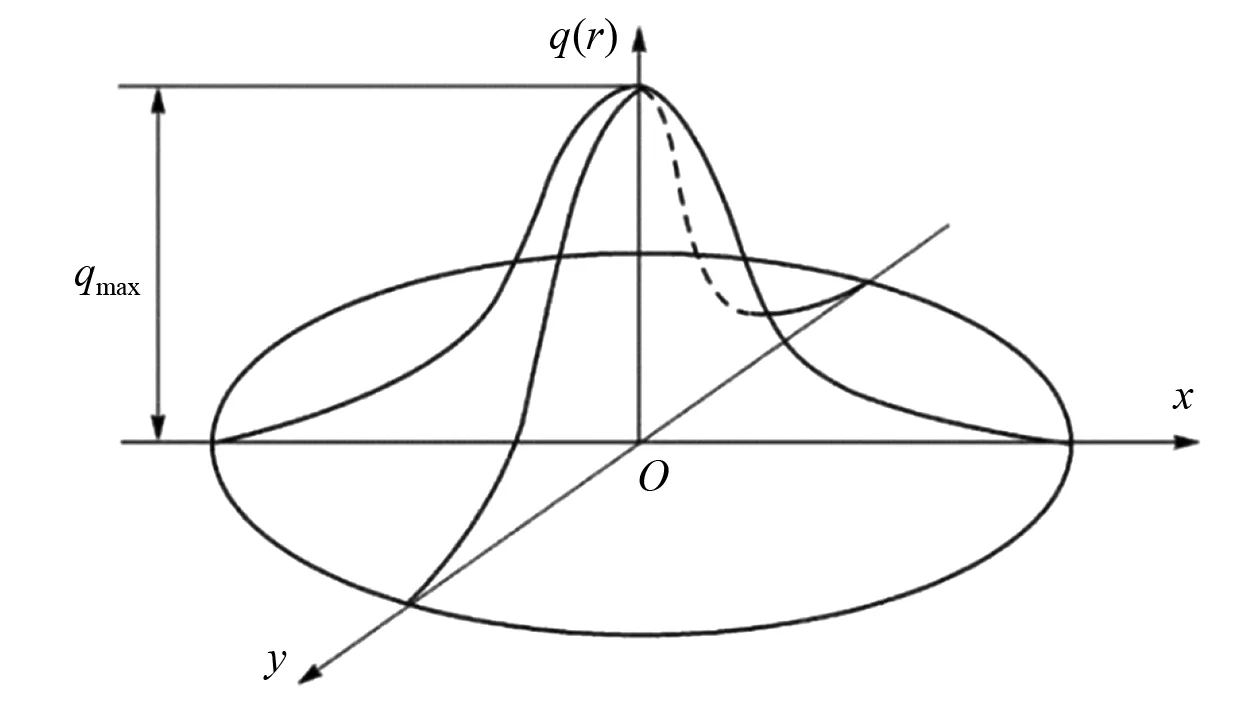
圖10 正態高斯分布表面熱源
平面高斯熱源模型表達式為
(4)
式中:R為熱源有效半徑,即某點在其熱流密度為最大熱流密度的5%時該點與熱源中心的距離。
通過給定焊接工藝參數,利用有限元方法和熱源模型構建溫度場模型,并預測特定位置的熱循環曲線,利用實際測量的熱循環曲線進行對比。FL+3位置的熱循環曲線預測結果與實測結果如圖11所示,兩者的峰值溫度分別為801 ℃和769 ℃。校正焊接溫度場模型參數,使兩者的熱循環參數誤差在允許范圍內,即可精確預測其他位置的熱循環參數。
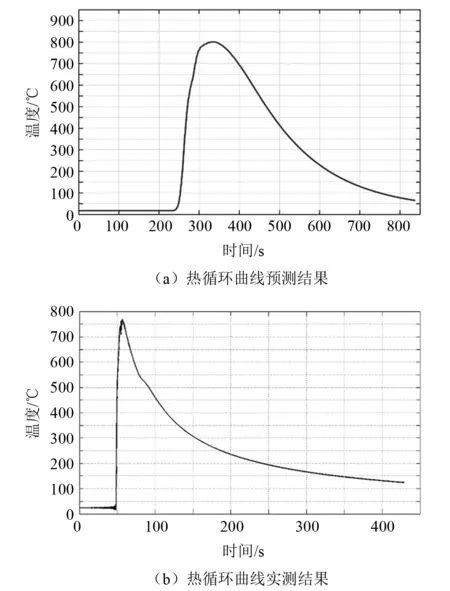
圖11 FL+3位置的熱循環曲線預測結果與實測結果
6 基于溫度場模型的熱循環參數預測
根據校正的溫度場模型,分別預測其他特定位置(FL+1、FL+2、FL+4、FL+5)的熱循環參數。不同位置的熱循環曲線預測結果如圖12所示(FL+3的預測結果見圖11(a))。不同位置的熱循環參數預測結果如表6所示。通過對比分析不同位置的溫度變化規律,實現預測及改善焊縫HAZ組織性能的目標。
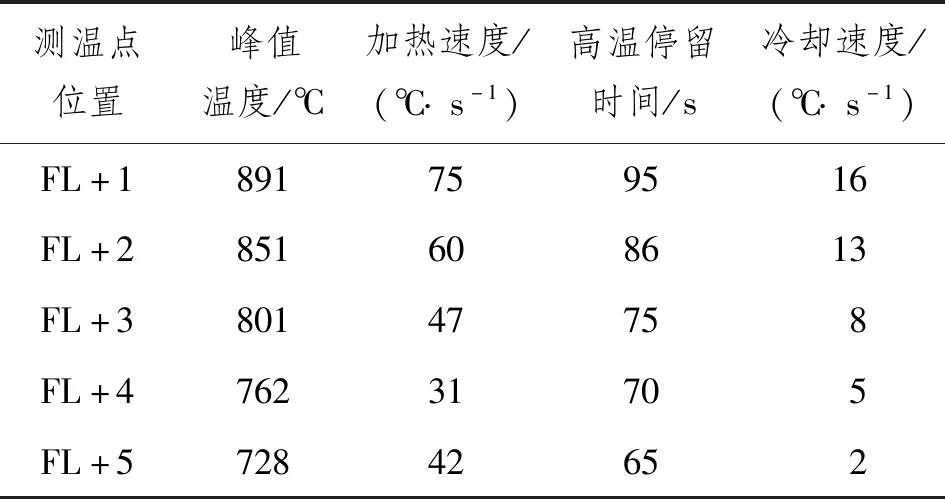
表6 不同位置的熱循環參數預測結果
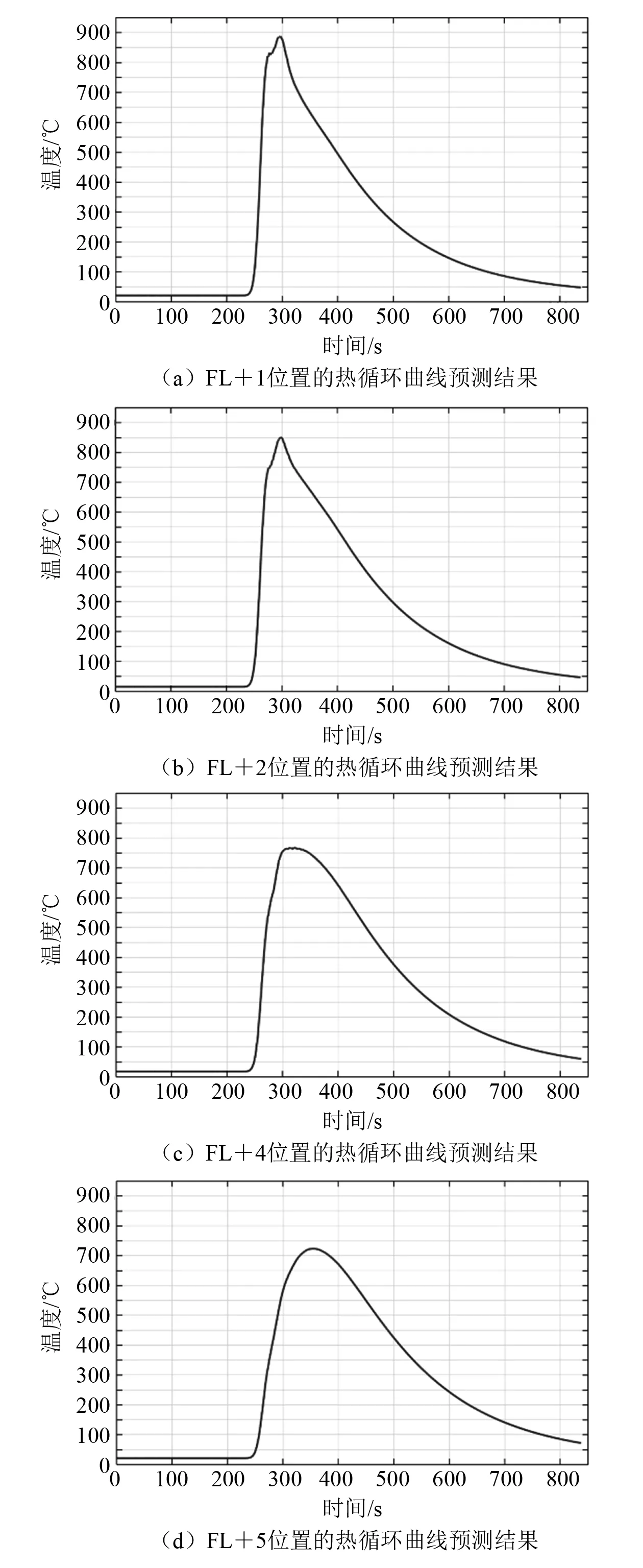
圖12 不同位置的熱循環曲線預測結果
根據上述預測結果可知:隨著與FL的距離逐漸增大,熱循環曲線峰值溫度逐漸降低,升溫速度和冷卻速度隨之減少;結合焊接接頭沖擊功分布曲線(見圖7),冷熱多絲復合SAW對母材的熱輸入量逐漸減少,可減少焊接接頭的沖擊韌性,焊縫組織性能較好。進一步驗證通過校正的溫度場模型可實現預測焊接接頭特定位置關鍵熱循環參數和預測及改善焊縫HAZ組織性能的目標。
7 結 語
通過對不同焊絲組合對應的焊縫HAZ熱循環主要參數和溫度場模型進行綜合分析可知:冷熱多絲復合SAW工藝主要采用2根熱絲熔化中間冷絲,通過中間冷絲實現有效吸收電弧和熔池的多余熱量,避免焊槍的熱輸入對母材造成的熱損傷,實現熔池熱再分配,旨在解決由于SAW較大熱輸入產生的HAZ脆化問題,將其應用于中厚板高強鋼焊接可顯著提升焊接熔覆率和焊縫成型質量,降低產品生產周期。由焊接接頭各位置沖擊性能試驗結果可知:冷熱多絲復合SAW焊縫HAZ沖擊性能達到要求,且性能良好。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
