帶導油槽的雙半內圈角接觸球軸承內圈加工工藝
2022-07-19 08:55:56關云朋唐雙晶
軸承 2022年7期
關鍵詞:變形
關云朋,唐雙晶
(中國航發哈爾濱軸承有限公司,哈爾濱 150025)
某型航空發動機低壓轉子雙半內圈角接觸球軸承是航空發動機主軸固定支承,在高溫、高速工況下承受較大的軸向載荷和一定的徑向載荷[1],其形位精度直接影響飛機飛行的可靠性和安全性[2],因此提高軸承的加工質量是保證航空發動機長壽命及高可靠性的重要因素。
1 半內圈結構及其技術要求
某型帶導油槽雙半內圈角接觸球軸承屬于特輕系列,壁薄,寬度小,精度等級為P4,材料選用高溫軸承鋼8Cr4Mo4V,半內圈寬度為15.15 mm,比常規套圈的一半還小, 結構如圖1所示。其中, 52-1為不帶止動槽的半內圈;52-2為帶止動槽的半內圈;di為滾道接觸點直徑;R為溝曲率半徑;e為偏心量;R2為過渡圓角,尺寸為2 mm;6-7均布為6處均布,寬度為7 mm。
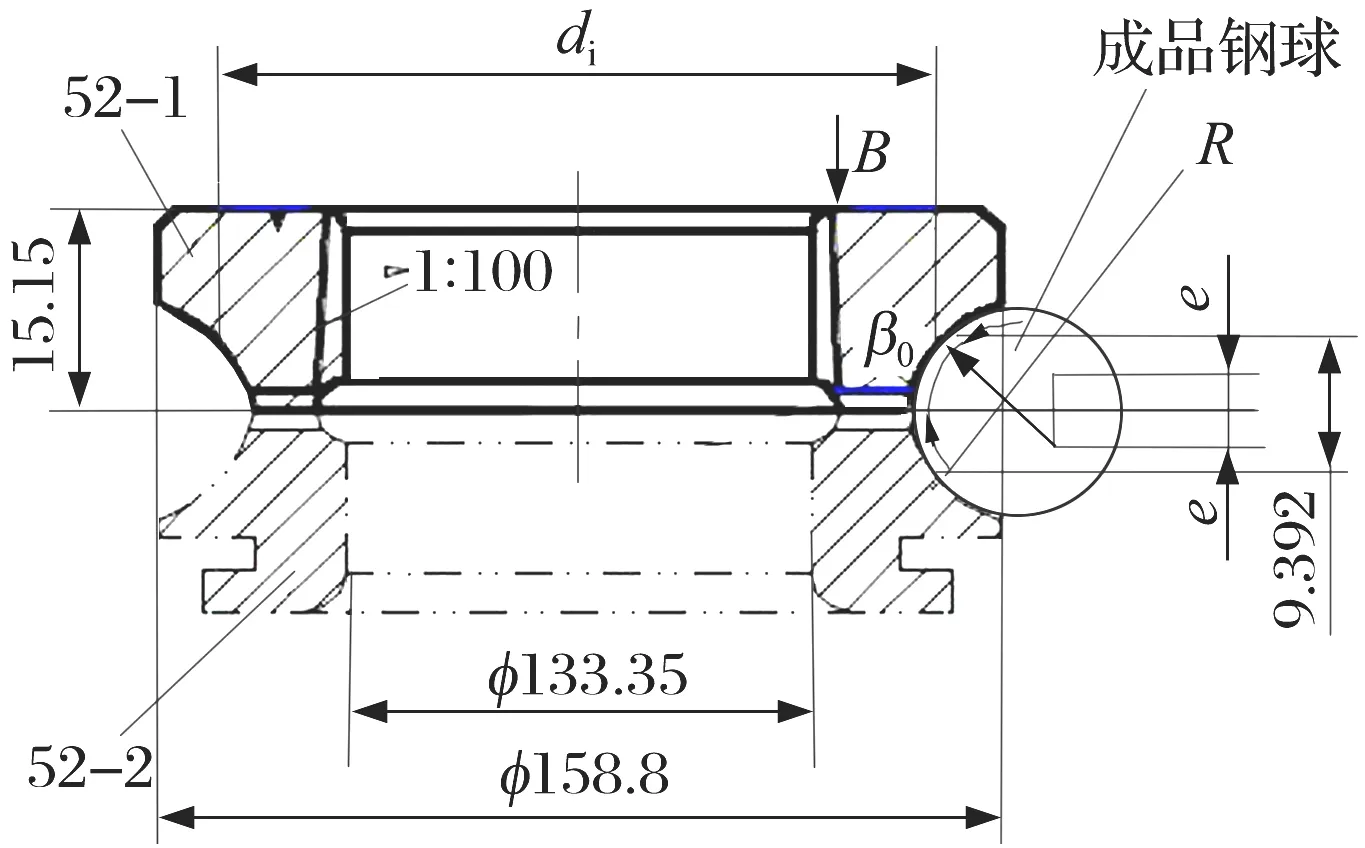
圖1 帶導油槽的雙半內圈角接觸球軸承內圈結構示意圖
為保證軸承潤滑充分,采用環下潤滑方式,在52-1小端面開有4個均布的弧形油槽(以下簡稱徑向油槽);內徑面開有6個均布的錐度為1 ∶100的軸向油槽。潤滑油從軸向油槽壓出后,經徑向油槽進入內溝道和引導擋邊,高速旋轉的鋼球及離心力將潤滑油帶到保持架兜孔及外溝道,然后從外圈擋邊排出[3]。這種結構有利于軸承冷卻,但卻給機械加工帶來很大困難。
內圈溝道是軸承工作時承受載荷的工作表面,也是鋼球滾動的軌道,溝道加工質量的好壞,會直接影響軸承的工作性能和使用壽命[4]。磨加工過程中內圈溝道形位精度要求如圖2所示,主要技術要求見表1。

圖2 溝道形位精度示意圖

表1 溝道磨削主要技術要求
2 工藝難點分析及解決措施
內圈在加工過程中受結構、材料因素等的影響會發生翹曲、溝位置偏離及變形等問題。
2.1 平面度控制
2.1.1 難點分析
半內圈寬度小,外徑尺寸大,徑寬比達到10 ∶1。粗磨用立軸圓臺平面磨床M7475B加工去除大部分留量,受磁臺磁力影響,平面度達到0.02~0.03 mm,導致粗磨溝道端面跳動大,終磨時不易修正。
2.1.2 解決措施
在粗磨平面后增加在高精度雙端面研磨機AC1200F上細磨平面,設備結構如圖3所示。采用CBN砂輪上盤加壓,上、下研盤同向或異向轉動,中間驅動齒輪由電動機驅動旋轉,驅動隔離盤自轉的同時又繞中間驅動齒輪公轉,完成工件兩端面磨削。磨削后平面度提高至0.006 mm,經終磨后平面度可達到0.002 mm,保證了溝道端面跳動3.5 μm的要求。

1—固定齒圈;2—CBN砂輪上研盤;3—中間驅動齒輪;4—CBN砂輪下研盤;5—工件;6—隔離盤(行星輪)。
2.2 半內圈溝位置控制
2.2.1 難點分析
由于溝道加工方式為單片加工,加工時以大端面定位,而溝位置即偏心量e以小端面為基準,半圈厚度的誤差會疊加到溝位置,造成溝位置超差。通常厚度尺寸公差為-0.03 mm,對溝位置影響很大。
另外,結合圖1中的幾何關系,由勾股定理得
e=(R-Dw/2)sinβ0,
式中:Dw為鋼球直徑;β0為內圈接觸角。
則溝曲率半徑R也會影響溝位置。
2.2.2 解決措施
1)在終磨平面工序,厚度的同批次尺寸相互差按0.008 mm控制。
在細、終磨內溝道工序,將內圈按高度尺寸公差0.003 mm進行分組加工,減小由于基準不統一造成厚度尺寸相互差對溝位置的影響。
2)采用高精度數控外圓磨床SUU130B進行首件制作時,每組厚度做首件溝位置檢測,e應盡量控制在中間段尺寸。
3)將溝曲率公差盡量控制在中間值,減小對溝位置的影響。
采用上述措施后,用三坐標測量儀reference 600對溝位置進行100%檢測,合格率可達到98%。
2.3 導油槽引起的變形
2.3.1 難點分析
常規加工方案是將能滿足精度要求的導油槽通過車加工完成。但兩半內圈壁薄,導油槽的存在,讓半內圈壁厚和寬度尺寸更小,且內孔表面不連續,加工過程中受切削力和切削熱的影響,易發生變形。
車加工內徑面開軸向油槽后,淬、回火過程中會引起應力不均勻釋放,導致溝道橢圓度超差,后續粗磨循環穩定時同樣會產生應力和變形。
徑向油槽在兩半內圈的溝底位置,磨削及精研溝道時,經過小端面導油槽時同樣會產生振動及變形,使溝道精度超差。
2.3.2 解決措施
采用合鍛件車加工兩半內圈,即將2個半圈加工成1個厚度是原單件2倍的零件,再從中間切斷,分為2件,提高零件剛性。車加工裝夾采用寬卡爪,加工前車削卡爪,進行合圓,減少夾緊變形。
將導油槽加工放到磨加工進行,避免導油槽結構引起熱處理淬、回火變形。
3 磨加工工藝優化
3.1 導油槽加工工序位置安排
磨加工采用2次循環,1次穩定(高溫補充回火)的方法去除內部應力。為減小軸向油槽及徑向油槽對產品精度的影響,將軸向油槽安排在內徑及滾道終磨完成后,用線切割加工;為避免對溝道磨削及精研的影響,徑向油槽放在精研溝道后進行。
帶軸向油槽半內圈磨加工工藝流程:粗磨循環(粗磨平面→粗磨內圈外徑面→粗磨內徑面→粗磨內溝道)→高溫穩定(補充回火,回火溫度500 ℃)→終磨循環(終磨平面→細、終磨內圈外徑面→細、終磨內徑面→細、終磨內溝道)→線切割軸向油槽→低溫穩定(補充回火,回火溫度135 ℃)→精研溝道→磨徑向油槽→去銳角→提交。
精研加工后發現,大約有40%套圈的溝道圓度超差,圓度形狀呈六波形(與軸向油槽分布相近的六瓣形凸起),檢測外徑面同樣出現圓度超差,形狀與溝道圓度形狀相近,原因是線切割軸向油槽穩定后發生了微量變形。
3.2 導油槽加工工序位置優化
將原2次循環1次穩定,調整為3次循環2次穩定。將導油槽加工工序位置調整到細磨溝道后并增加1次細磨循環,消除微量變形。
改進加工工藝流程:粗磨循環→高溫穩定(補充回火,回火溫度500 ℃)→細磨循環→線切割軸向油槽→低溫穩定(補充回火,回火溫度135 ℃)→終磨循環→精研溝道→磨徑向油槽→去銳角→提交。
按此流程加工后,終磨溝道發現仍有接近30%產品的溝道圓度超差,形狀與導油槽分布相近。
3.3 溝道磨削方法優化
由于內圈壁薄、寬度小且內徑分布有油槽,在受到較大磨削力和磨削熱作用的情況下,引起工件內部應力重新分布,應力從壁厚較薄的部位釋放,造成圓度超差。
通過選用雙浮動支承,優化切削參數,采用小進給量和多次磨削的加工方法,優選砂輪等措施,提高溝道圓度合格率。
3.3.1 選用雙浮動支承
采用與工件外徑尺寸相同的硬質合金浮動支承,前支承采用單浮動支承方式,后支承采用雙浮動支承方式,使工件在加工方向的后支承由原來單浮動支承2個面接觸增加到雙浮動支承4個面接觸,通過增加與套圈的接觸面積分解磨削抗力,從而有效緩解薄壁套圈磨削時磨削力引起的磨削變形。
3.3.2 磨削參數優化
為減小磨削抗力及減少磨削熱,將原磨削量0.05 mm/次降低為0.02~0.03 mm/次,進給速度由2~4 μm/s調整為1~2 μm/s,同時將光磨時間由2~3 s調整為3~4 s,以更好的修正變形。
3.3.3 磨具優化
原89A320KV砂輪磨削時,套圈外觀質量好,表面粗糙度小,但磨削力相對大且砂輪易粘鐵。改用89A220KV砂輪磨削時,砂輪形狀保持性好,溝曲率半徑R值穩定,表面粗糙度Ra達到0.25~0.32 μm,表面質量滿足要求。
4 兩半內圈內徑及溝道組配
目前還無法實現兩半內圈的整體加工,只能單片加工后再配對,磨加工時按如下要求控制單片精度,提高兩半內圈配套率。
1)終磨內徑后,按內徑尺寸相互差小于3 μm進行分組,在每件工件端面上記錄內徑尺寸偏差。
2)終磨溝道加工兩半圈,按內徑尺寸相互差不大于 0.003 mm,溝道尺寸相互差不大于0.005 mm進行配對。
3)精研溝道后,將滿足同一內徑編組的兩半內圈按溝道尺寸相互差小于5 μm的要求進行配對。
5 結束語
針對兩半內圈加工中遇到的翹曲度超差、溝位置偏離及變形大等問題,對原工藝流程進行優化,車加工取消導油槽加工并采用寬卡爪夾緊,減少工件內部應力的產生,保證熱處理時軸承的剛度,控制熱處理變形量;磨加工優選導油槽的加工位置,將2次循環增加為3次循環,同時提高平面定位基準的精度,增加同批次厚度尺寸相互差要求,并在溝道磨削中采取雙浮動支承,細化切削參數,優選磨具粒度等措施,有效解決了內圈精度易超差,廢品率高的問題。采取上述措施后,內圈的合格率由60%~65%提高到80%~85%。
對于薄壁、帶導油槽特殊結構的內圈,只有將降低結構對零件成品精度的影響貫穿到整個加工流程中,即車加工、熱處理、磨加工均采取有效措施,逐步提高精度,才能滿足產品要求。此方法為今后加工此類產品積累了經驗,并可推廣應用到其他相近的產品中。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36