鋁合金H21鋼擠壓模熱處理工藝研究
2022-07-12 06:43:58譚贊良陳向榮何孝美
金屬加工(熱加工) 2022年6期
關鍵詞:工藝
譚贊良,陳向榮,何孝美
1.郴州職業技術學院 湖南郴州 423000
2.豐利熱處理有限公司 湖南郴州 423000
1 序言
鋁合金擠壓模不僅需要具有較高的硬度,還需要具有良好的耐磨性和抗咬合性能。此外,由于鋁合金在擠壓成形時模具溫度一般在450~550℃,所以模具還需要具有良好的熱硬性,因此鋁合金擠壓模的使用壽命一般較低。如鋁合金型材H21鋼擠壓模(凹模尺寸為φ110mm×45mm,凸模尺寸為φ106mm×35mm),采用常規熱處理工藝(淬火+回火),一般在擠壓型材2000~3000m后,模具表面便出現拉毛現象,需修復后才能使用,模具使用壽命短,生產效率低。因此,如何提高鋁合金擠壓模的耐磨性、抗咬合性和熱硬性是亟需解決的問題。通過反復試驗,發現采用硫-碳-氮三元共滲工藝,特別是真空硫-碳-氮三元共滲工藝,可以很好地提高鋁合金擠壓模的耐磨性、抗咬合性和熱硬性,從而大大提高模具使用壽命。
2 硫-碳-氮三元共滲工藝
鋁合金型材H21鋼擠壓模經過淬火、回火后,進行硫-碳-氮三元共滲處理[1]。三元共滲時先滲氮,在形成高硬度的滲氮層后,再進行硫-碳-氮三元共滲,共滲時混合氣體中氨氣、乙醇與CS2的體積比為75 : 2 : 1。通過硫-碳-氮三元共滲處理,可在模具表面形成高硬度的滲氮層,以及具有減磨、潤滑作用的硫化物層,從而提高鋁合金擠壓模的耐磨性、抗咬合性和熱硬性[2]。通過硫-碳-氮三元共滲處理后,H21鋼鋁合金型材擠壓模可擠壓型材20000m以上,其熱處理工藝如圖1所示。

圖1 鋁合金型材H21鋼擠壓模硫-碳-氮三元共滲熱處理工藝
3 真空硫-碳-氮三元共滲工藝
真空硫-碳-氮三元共滲是一種在真空狀態下進行的熱處理工藝[3],通過真空硫-碳-氮三元共滲,可以很好地提高鋁合金擠壓模的耐磨性、抗咬合性和熱硬性,從而大大提高鋁合金擠壓模的使用壽命。由于真空對模具表面有凈化作用,有利于硫、碳、氮原子被鋼件表面吸收,因此可增加共滲速度。另外,在真空加熱中,氣體分子的自由能增大,氣體擴散迅速,也可增加共滲速度,因此采用真空共滲可以縮短共滲時間,提高共滲效果。由于鋁合金型材擠壓模形狀較復雜,所以采用脈沖式真空三元共滲工藝進行。
鋁合金型材擠壓模真空硫-碳-氮三元共滲工藝過程如下。
3.1 清洗、裝爐
先對鋁合金型材擠壓模進行清洗,去除表面的油污、臟垢,然后將模具單層輔放在不銹鋼網上,各層網之間用不銹鋼框架隔開,并與料框捆牢,最后裝入真空爐內。
3.2 淬火、回火
1)裝爐完畢后真空爐開始抽真空,當真空度達到1.3×102Pa左右時將真空爐通電加熱,并且同時繼續抽真空,直到真空度為1.3Pa。
2)加熱到850℃左右, 真空度為1.3Pa,保溫1h,對模具進行預熱。
3)繼續加熱到1100℃,真空度為25Pa,保溫0.5h,對模具進行加熱。
4)通入氮氣冷卻,對模具進行淬火。
5)加熱到570℃,真空度為500P a,保溫2h后,通入氮氣冷卻,對模具進行回火。
3.3 真空硫-碳-氮三元共滲
真空硫-碳-氮三元共滲介質為氨氣、乙醇和CS2,為獲得良好的滲層組織,必須控制好CS2的通入量,這是因為過厚的滲層、過高的硫含量,都會使滲層脆性增大,易產生剝落,同時過量的硫化物會阻止碳、氮的滲入,使共滲速度減慢。另外,硫化物雖然具有減磨、潤滑作用,但與基體的結合力差,只有附著在高硬度的基體上,才能充分發揮硫化物的減磨、潤滑作用。因此,采用先滲氮,在形成高硬度的滲氮層后,再進行硫-碳-氮三元共滲,共滲時混合氣體中氨氣、乙醇與CS2的體積比為75 :2 : 1。
1)加熱到520~540℃,真空度為1.3Pa,保溫0.5h,對模具進行預熱。
2)溫度保持在520~540℃,通入氨氣,真空度為500Pa時,停止介質供應,停止抽真空,保持爐內壓力不變并維持適當時間,在此時間內模具滲氮;之后抽真空,使爐內廢氣排出并得到較高的真空度(60Pa),在此時間內氮自模具表面向內擴散。
如此,送氣、抽氣交替進行(脈沖),模具的滲氮與氮向內層擴散同時進行,一般需1h才可形成高硬度的滲氮層。
3)溫度保持520~540℃,通入混合氣體,進行脈沖硫-碳-氮三元共滲,方法與上述相同,一般需0.5h才可使硫化物很好地附著在滲氮層表面,形成硫化層。
4)通入氮氣進行冷卻。
硫-碳-氮三元共滲后,滲層厚度為0.2 ~0.25mm,硫化層厚度為14μm。當模具溫度達到650℃時,模具硬度雖然會有所下降,但由于滲層硬度很高,只有當模具溫度達到750℃時,表面硬度才會降至48~52HRC。
4 鋁合金21H鋼擠壓模熱處理工藝
鋁合金H21鋼擠壓模熱處理工藝如圖2所示,真空硫-碳-氮三元共滲真空度控制曲線如圖3所示。

圖2 鋁合金型材H21鋼擠壓模熱處理工藝
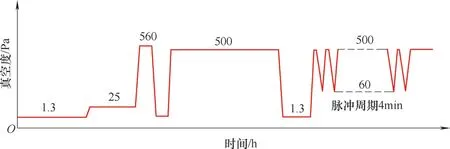
圖3 真空硫-碳-氮三元共滲真空度控制曲線
鋁合金型材擠壓模采用真空硫-碳-氮三元共滲工藝后,模具具有很好的耐磨性、抗咬合性和熱硬性,模具使用壽命有了很大地提高,可擠壓型材10萬m以上。
5 結束語
通過采用硫-碳-氮三元共滲工藝,特別是真空硫-碳-氮三元共滲工藝,鋁合金H21鋼擠壓模的耐磨性、抗咬合性和熱硬性有了很大地提高,從而大大延長了模具的使用壽命。采用真空硫-碳-氮三元共滲后,鋁合金H21鋼擠壓模的使用壽命是常規熱處理工藝的40~50倍。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52