140mm面板Q345R與法蘭16MnⅢ端面埋弧焊工藝
2022-07-12 06:42:50陸鳳姣陶鑫孫文浩馬敏
金屬加工(熱加工) 2022年6期
陸鳳姣, 陶鑫,孫文浩,馬敏
1.江蘇省特種設備安全監督檢驗研究院江陰分院 江蘇江陰 214400
2.江蘇雙良新能源裝備有限公司 江蘇江陰 214444
1 序言
由于國家提出了“碳達峰”“碳中和”的發展目標,所以大大推動了太陽能行業的發展。而還原爐作為多晶硅設備生產線上的核心設備,結構復雜[1],其中底盤是多晶硅設備的重要組成部件。目前,某公司多晶硅設備中面板的材質為Q345R,厚度為140mm,與法蘭16MnⅢ連接,要求面板全焊透,工件直徑為3680mm(見圖1)。由于厚板與法蘭進行焊接,所以容易產生變形大、應力大、易出裂紋、未熔合等問題;另外,在以往類似部件的焊接中,往往采用傳統的焊條電弧焊進行焊接,不僅工人勞動強度大,焊接效率低,而且焊接產生的大量煙塵會污染環境。因此,為了解決這一問題,構思采用埋弧焊專機代替焊條電弧焊,并制定相應合理的焊接工藝進行焊接。為驗證該焊接工藝能否達到產品要求,本文以板厚的140mmQ345R鋼為研究對象,通過焊接工藝試驗,確認其能夠滿足140mm面板Q345R與法蘭16MnⅢ焊接的焊縫質量要求。

圖1 產品工件
2 端面環縫埋弧焊專機
根據中面板與法蘭焊接接頭坡口深、角度小等特點,研發了專用焊接設備——端面環縫埋弧焊專機。該專機由焊接主機、電控系統、焊接系統等組成(見圖2),并配備專門設計的夾板式焊槍,單絲焊接,搭配焊縫跟蹤系統進行焊縫跟蹤,其可焊尺寸為φ2800~φ4000mm端面環縫。

圖2 端面環縫埋弧焊專機
端面環縫埋弧焊專機主要特點如下。
1)設備緊湊、占地空間小,不占用生產場地;重量輕,吊裝方便。
2)設備解決了埋弧焊小車在焊接過程中打滑的現象,保證焊接質量和焊縫成形。
3)采用浮動式結構,減小因面板不平、裝夾誤差而引起對設備及焊縫質量的影響。
4)焊接設備在面板不平度≤5mm誤差范圍內行走平穩,完成圓環縫焊接,保證焊接質量。
5)焊槍采用夾板結構,適用于單側弧形直邊的焊接。與傳統埋弧焊圓柱形焊槍相比,夾板設計焊槍寬度小,寬為10mm,并且焊槍傾斜角度可調,焊接過程中可以更近距離地貼近法蘭側面,從而解決法蘭側焊縫熔合問題。槍體和工件不干涉,同時焊槍表面噴涂絕緣陶瓷,避免焊接過程中因焊槍觸碰法蘭壁短路引弧而損壞焊槍。
6)采用手控盒,方便操作,減輕人員操作疲勞程度;采用觸摸屏人機交換界面,實時顯示焊接電流、電弧電壓、焊接速度及焊接道數等,方便焊接時觀察。
7)起焊后,設備自動記錄焊接時間、焊接電流、電弧電壓、焊接速度等焊接參數,并且實時顯示在觸摸屏上,方便記錄焊接參數、分析焊縫成形及作業時間。
3 焊接工藝試驗及技術措施
由于面板母材為Q345R,法蘭母材為16MnⅢ,二者均為低合金鋼,面板厚度達到140mm且要求全焊透[2],因此淬硬傾向大,焊接性差,焊縫中極易出現裂紋。在焊接工藝試驗過程中,為防止焊接缺陷的產生,保證獲得可靠的焊接接頭,需在坡口設計、焊接材料選擇、技術措施、焊接參數等方面設定特殊要求,制定適合高效的焊接工藝[3]。
3.1 焊接試件
為盡量模擬產品實際焊接情況,試驗材料選用140mm厚Q345R面板,直徑2796mm,法蘭材質16MnⅢ,內徑2800mm,試驗所用母材的化學成分見表1。
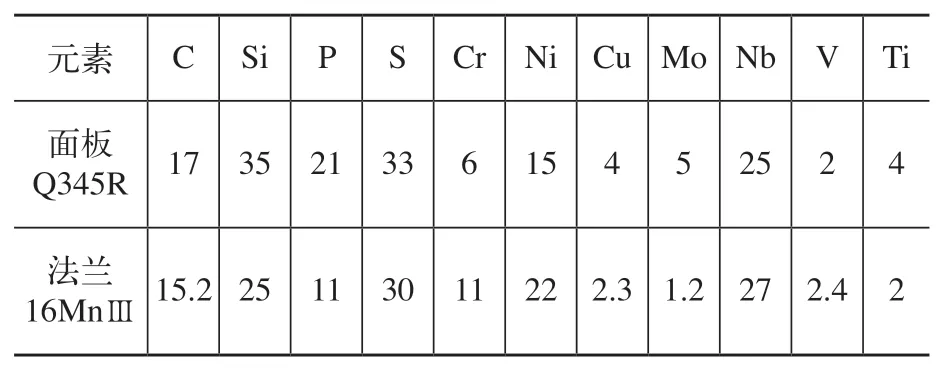
表1 母材的化學成分(質量分數) (%)
3.2 焊接材料的選擇
NB/T 47015—2011《壓力容器焊接規程》[4]中對Q345R及16M n低合金鋼推薦的埋弧焊絲為H10Mn2,適配焊劑有HJ431、HJ350以及SJ101三種。其中,H10Mn2為高錳實芯埋弧焊絲,HJ431為高錳高硅低氟熔煉型焊劑,HJ350為中錳中硅中氟熔煉型焊劑,SJ101為氟堿性燒結型焊劑[5]。丁鑫[6]對低合金高強度鋼埋弧焊焊絲-焊劑組合的研究表明,當對低溫沖擊韌性和裂紋敏感性有要求時,建議選用H10Mn2與SJ101組合,可獲得良好的綜合力學性能。因厚板焊接易出現裂紋,所以盡可能在焊接材料上滿足厚板的焊接質量要求,綜合考慮選用SJ101焊劑配合H10Mn2焊絲進行焊接。焊劑使用前需在350~380℃保溫2h,完全去除水分,降低氫含量,從而避免產生氣孔及氫致裂紋,后續隨用隨取。
3.3 坡口設計
由于面板厚度大且要求全焊透,所以采用單邊雙U形坡口,如圖3所示。該坡口具有如下優勢。
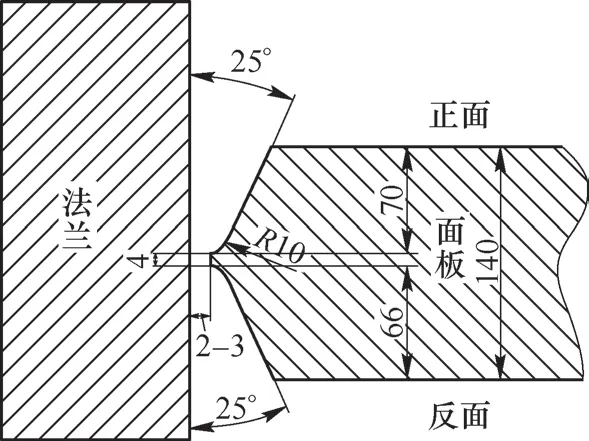
圖3 坡口形式
1)雙面坡口可以雙面焊接,焊接變形小。
2)雙面坡口面積較單面坡口小,熔融金屬填充量小,生產率高。
3)U形坡口更有利于增加熔深[7]。
3.4 焊接技術措施
(1)焊前預熱 焊前清理坡口及兩側15mm范圍內的銹及油污,將焊件預熱到150℃以上。對于厚板焊接,預熱一方面可以降低焊接應力,另一方面可以降低焊接應變速率,有利于避免產生裂紋,改善焊縫性能。
(2)多層多道焊 因為低合金鋼厚度大,淬硬傾向大,焊接性差,焊縫中極易出現裂紋,所以采用多層多道焊,后層對前層有消氫作用,并能改善前層焊縫和熱影響區的組織[8]。
(3)層間溫度控制 多層多道焊的層間溫度需要嚴格控制,若層間溫度過高,則會引起熱影響區晶粒粗大,使焊縫強度及低溫沖擊韌性下降;若溫度過低(如低于預熱溫度),則可能在焊接過程中產生裂紋。此次焊接過程中規定層間溫度嚴格控制在200~250℃。
(4)焊接順序 為防止在大熱輸入焊接條件下將坡口鈍邊燒穿,也為了防止出現凝固裂紋,首層反面選擇采用φ4.0mm焊條電弧焊封底,其目的是減少碳弧氣刨的深度,使正反面交界處能更好地熔合。在厚板焊接過程中,在采取對稱坡口的基礎上,應盡量做到對稱焊接,以降低內應力,減小裂紋傾向,并減小變形。因此,在封底焊后翻轉工件、碳弧氣刨清根后,采用埋弧焊焊接正面4~5道;二次翻轉工件反面清根打磨后,采用埋弧焊進行焊接(4~5道);三次翻轉工件,焊接正面填充12~16mm;翻身焊接反面填充12~16mm。重復上述過程直至焊滿。總計焊道約106道,正面焊接道數為53~56道,反面焊接道數為50~53道,包括壓道焊接的次數。焊道布置如圖4所示。
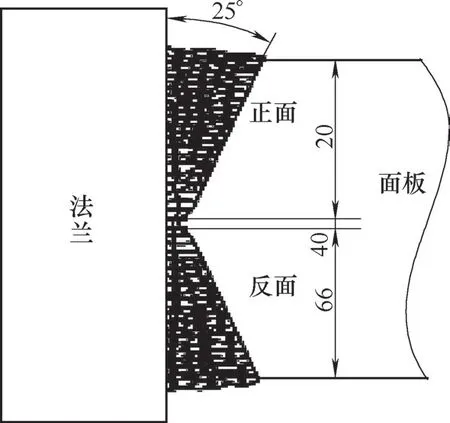
圖4 焊道布置
(5)焊后熱處理 根據NB/T 47015—2011《壓力容器焊接規程》[4]推薦的熱處理工藝來確定此次試驗試件的熱處理工藝參數。考慮到消除應力熱處理溫度不應超過母材原來的回火溫度,以免損傷母材性能[3],因此選擇保溫溫度為(530±10)℃,并計算出保溫時間為11.15h,熱處理工藝曲線如圖5所示。
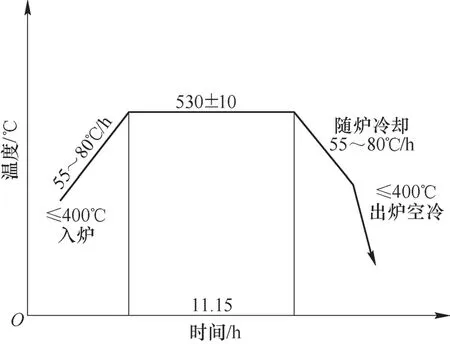
圖5 熱處理工藝曲線
3.5 焊接參數
為提高過熱區的塑性、韌性,采取小熱輸入進行焊接。正面和反面的首道埋弧焊尤其需要使用小的熱輸入,這既可防止燒穿焊條電弧焊打底焊縫,也是為了防止凝固裂紋的產生。焊條電弧焊及埋弧焊焊接參數見表2[9]。
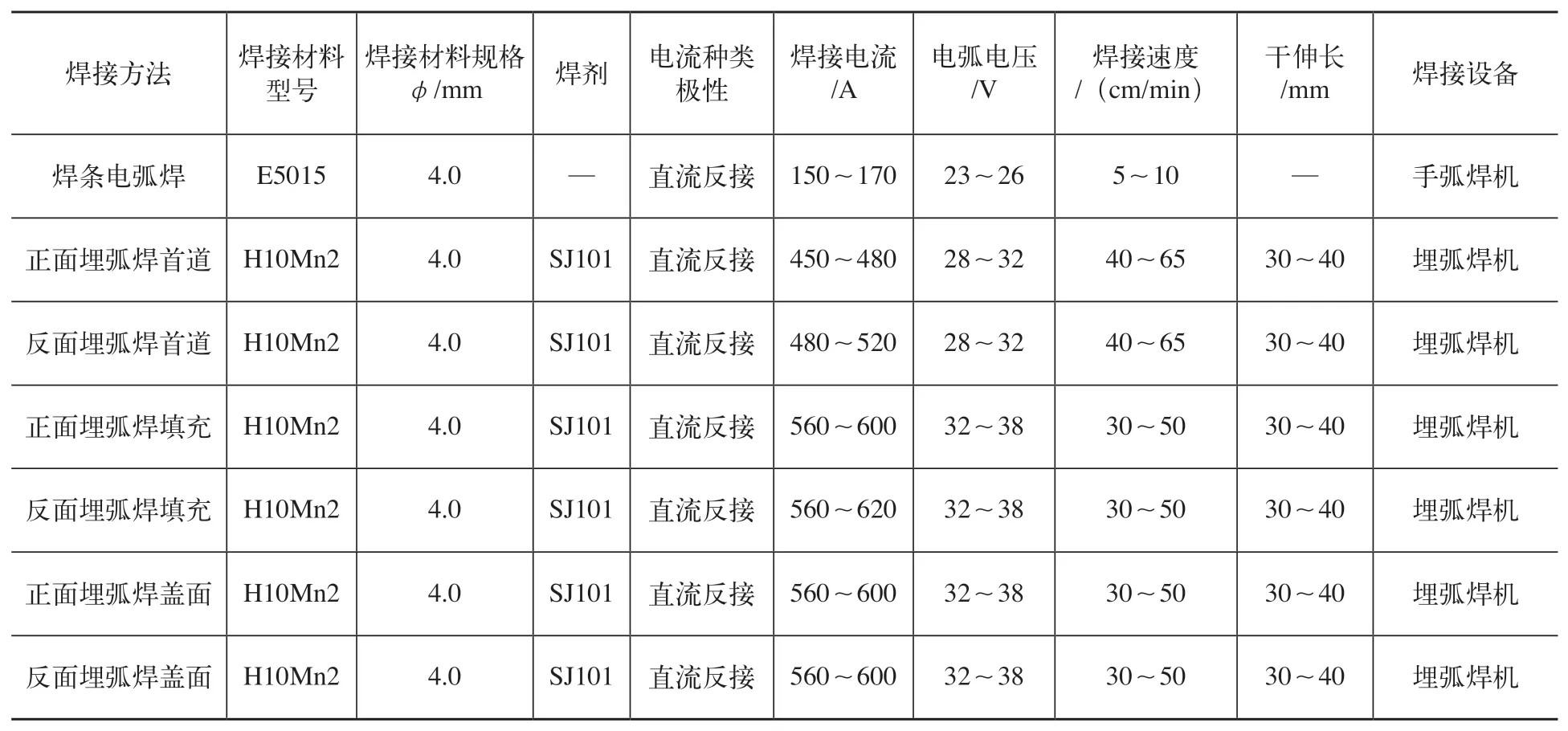
表2 焊條電弧焊及埋弧焊焊接參數
3.6 試驗結果
專業端面環縫埋弧焊機和合理的焊接工藝方案搭配,最終得到的焊縫填充飽滿,依據N B/T 47013.5—2015《承壓設備無損檢測 第5部分 滲透檢測》[9]對焊縫進行無損檢測,首先PT檢測合格,沒有表面缺陷;為進一步檢測焊縫的內部質量,采用UT對焊縫進行100%檢測(見圖6),未發現任何超標缺陷,焊縫內部質量符合技術要求;剖開焊接試樣制備接頭宏觀金相(見圖7),顯示熔合情況良好。焊后面板平面度控制在5mm以內,變形量符合產品要求。

圖6 UT檢測

圖7 金相試樣
為進一步驗證焊接工藝的正確性,按照NB/T 47014—2011《承壓設備焊接工藝評定》制作與焊接工藝試驗匹配的焊接工藝評定,并按標準要求對焊縫進行力學性能評判,得到拉伸、彎曲試驗結果,見表3,0℃沖擊試驗結果見表4。由表3、表4可知,結果完全滿足NB/T 47014—2011《承壓設備焊接工藝評定》規定的相關要求。
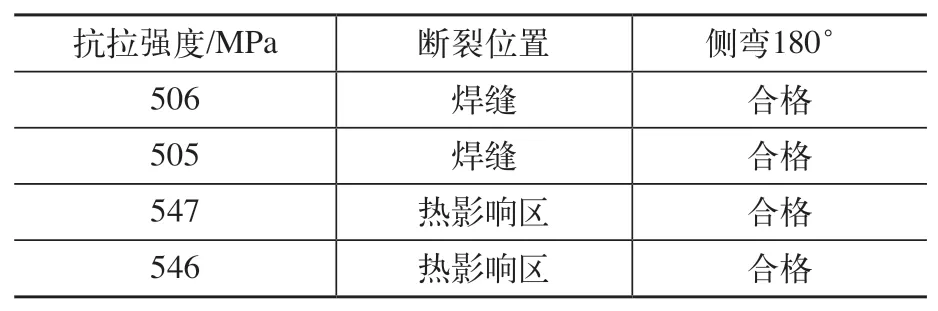
表3 拉伸、彎曲試驗結果

表4 0℃沖擊試驗結果 (J)
焊接工藝評定試驗表明,采用端面環縫埋弧焊專機搭配合理的焊接工藝及技術措施,可以實現140mm面板Q345R與法蘭16MnⅢ的焊接,且能獲得優質可靠的焊接接頭。焊接過程中需采用合理的坡口設計,強度、塑性、韌性相適應的焊接材料,焊前預熱、焊后熱處理、多層多道焊,并采用合理的焊接參數控制焊接熱輸入,采用正反多次翻面進行對稱焊接,得到的焊縫金屬充分熔合,質量良好,變形量控制在產品技術要求內。
3.7 產品應用
采用端面環縫埋弧焊專機并應用上述焊接工藝對多晶硅還原爐產品進行140mm面板Q345R與法蘭16MnⅢ焊接(見圖8),完全能夠滿足產品焊接質量要求,證明上述試驗的焊接工藝及焊接設備是適用的。

圖8 多晶硅還原爐產品焊接
4 結束語
1)對140mm面板Q345R與法蘭16MnⅢ埋弧焊焊接坡口及焊接工藝設計配合端面環縫埋弧焊專機,能夠實現140mm面板Q345R全焊透,得到優質可靠的焊接接頭。
2)針對還原爐底盤面板與法蘭的焊接,端面環縫埋弧焊專機的誕生成功代替了焊條電弧焊。人員方面:一臺產品從原來的5人精簡到現在只需要2人;焊接時間方面:從原來的125h銳減到現在只需要55h;經濟方面:面板的焊接相比原工藝可以節省成本約3800元。產品焊接變形方面控制為3~5mm;產品經過UT檢測,合格率達到了95%以上。僅從提高產能來看,就能夠使該公司增加近1/2的產值,最終獲得很好的經濟效益。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03