工藝管線焊后熱處理脫層的原因分析及對策
2022-07-11 10:04:14顏永成黎明劉子瑞
石油和化工設備
2022年6期
關鍵詞:力學性能
顏永成,黎明,劉子瑞
(1.中國石油集團濟柴動力有限公司成都壓縮機分公司,四川成都610100)
(2.西華大學,四川成都610039)
(3.中國石油西南油氣田公司華油公司龍泉驛華油興能天然氣有限公司,四川成都 610100)
1 引言
隨著油氣工業的發展,市場對天然氣壓縮機的排氣壓力越來越高,除了對壓縮機的主機部件有較高的質量要求外,對工藝管線的強度、韌性和焊接性提出了愈來愈高的要求[1]。往復活塞式壓縮機式最常用的容積式壓縮機,具有技術成熟、壓力范圍廣、熱效率高、適應性強、排氣量調節范圍大、材料要求不高等優點,廣泛應用于石油和化工等領域的各類氣體壓縮機場合[2-4]。焊后熱處理能松弛焊接殘余應力;穩定結構的形狀和尺寸,減少畸變;改善母材、焊接接頭的性能;提高抗應力腐蝕的能力;進一步釋放焊縫金屬中的有害氣體,尤其是氫,防止延遲裂紋的發生。
2 焊后熱處理形貌觀察分析
在巡檢中發現,部分管線焊后熱處理的形貌如圖1所示,熱處理部位出現顏色發藍、發黑、脫層現象。

圖1 管線焊后熱處理后的形貌
3 原因分析
3.1 現場管線取樣
從機組工藝管線上截取一段Ф114×9管材分為三組,原始態管材(編號為1#)、熱處理態管材(編號2#)、熱處理態焊接接頭(編號3#),對三個編號的試樣進行拉伸、沖擊、硬度試驗,試樣取樣位置如圖2、圖3、圖4所示。

圖2 編號1# 原始態管材
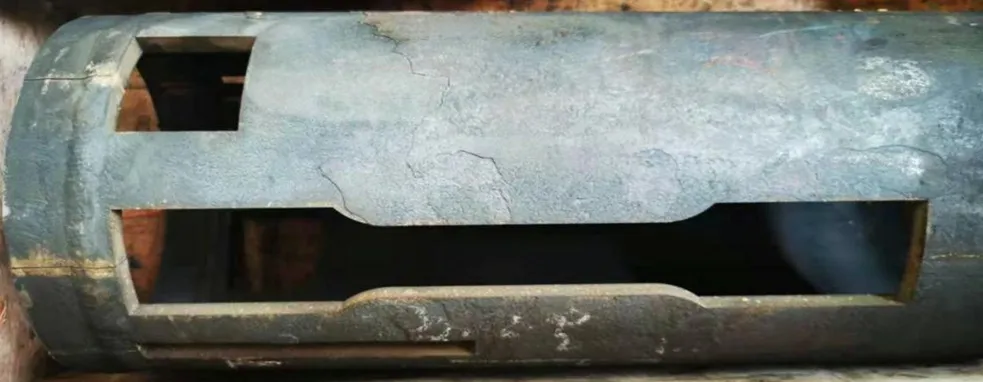
圖3 編號2# 熱處理后的管材

圖4 編號3# 熱處理后的焊接接頭
3.2 力學性能
對編號為1#、2#、3#的按照標準進行加工并進行綜合力學性能檢測,其結果如表1所示。……
登錄APP查看全文
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
