汽車變速器齒輪類零件的鍛造
2022-07-06 02:31:16高原鞠麗李文新陜西法士特汽車傳動集團有限責任公司
鍛造與沖壓 2022年13期
關鍵詞:工藝
齒輪是汽車變速器的主要零件,在制造過程中主要使用鍛造方法來獲取毛坯。在鍛造后經過壓力加工,齒輪零件會獲得更好的內部組織和力學性能。目前變速器齒輪類零件主要通過開、閉式模鍛和輾環等方式進行鍛造加工。
開式、閉式模鍛和輾環
變速器中齒輪、齒圈類零件主要有輸入軸齒輪、主軸檔齒輪和中間軸齒輪、同步器齒圈、滑動齒套、同步器鋼齒環、結合齒圈等。根據零件的結構特點,使用不同的設備和工藝方法進行鍛造。
開式和閉式模鍛
模鍛是在自由鍛、胎模鍛的基礎上發展起來的在模鍛錘上或螺旋壓力機上進行的一種最常見的鍛造工藝,具有工藝適應性強、生產效率高,設備造價低等優點。變速器輸入軸齒輪、主軸檔齒輪和中間軸齒輪及一些同步器齒圈零件由于半徑方向體積分布相對均勻,適合整體模鍛成形的鍛造方式。隨著技術成熟,齒輪鍛件上還可以鍛出油槽、沖出減重孔(圖1),切削余量也可以控制在單邊1mm 左右。

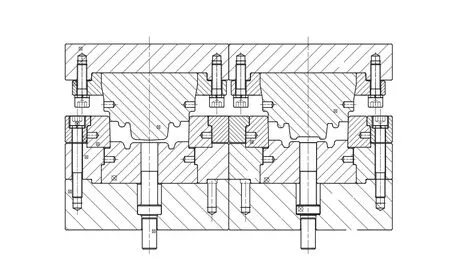
批量較小時適合在錘[圖2(a)]、螺旋壓力機[圖2(b)]上鍛造,批量較大時,適合在熱模鍛壓力機[圖2(c)]上進行多工位鍛造(圖3)。變速器齒輪、齒圈類鍛件尺寸適中,一般外徑在
60mm ~
300mm范圍內,適合在中等噸位的模鍛錘及螺旋壓力機和萬噸內熱模鍛壓力機等設備生產。

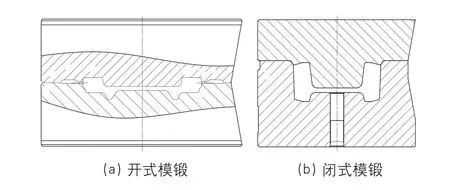
開式模鍛一般工藝過程為:下料→坯料加熱→鐓粗→(預成形)→成形→沖孔、切邊→預備熱處理→表面清理。根據不同設備特點,在熱模鍛壓力機上鍛造時,一般設置預成形工步,在錘和螺旋壓力機上鍛造時,僅在設備中心單工步成形。由于沖孔、切邊浪費了原材料,沖孔、切邊時鍛件容易變形,殘留飛邊不利于后續加工,因此,國內現在越來越多地使用閉式模鍛工藝。閉式模鍛又稱無飛邊鍛造,鍛造時與開式模鍛的開放模膛[圖4(a)]不同,坯料金屬在封閉的模膛[圖4(b)]中成形,鍛造后只需要沖孔而不需要切邊,節省了材料。一般工藝過程為:下料→坯料加熱→鐓粗→預成形→成形→沖孔→預備熱處理→表面清理,由于不產生飛邊,因此材料利用率更高。
4)與大數據集成分析平臺相關的軟件系統已經在臨沂礦業集團部署上線并穩定運行,同時開始全面推廣應用,證明了本文設計和技術方法的先進性和實用性。
大學英語教學是我國高等教育的重要部分,信息技術與大學英語教學融合進程中,大學英語教學從“以教師為中心”的傳統課堂走向現代網絡環境下“教師主導—學生主體”的大學英語課堂,營造了一種優質教學環境,運用自主學習、多方參與、情境創設、協作學習、資源共享新型學習方式,依托教學平臺實施大學英語翻轉課堂,實現平臺、教師、學生和教學資源四大元素的聯動,切實提高大學英語教學效果和學生學習效率。
同步器鋼齒環和倒錐結合齒(圖7、圖8)的齒寬都很小,反而適合熱鍛或溫鍛成形的加工方式,不但能保留完整的鍛造流線,同時減少后續機械加工工序,降低生產成本。同步器鋼齒環精鍛一般工藝過程為:下料→坯料加熱→鐓粗→制坯成形→沖孔→輾環→預備熱處理→表面清理→少無氧化加熱→熱精鍛→表面清理→表面潤滑→冷整形。倒錐結合齒工藝類似,冷整形后增加倒錐工序,一般工藝過程為:精密下料→坯料加熱→鐓粗→熱鍛預成形→熱鍛成形→沖孔→表面清理→表面軟化→表面潤滑→冷整形→倒錐。
熱模鍛壓力機滑塊行程固定,打擊速度低,導向裝置良好,有嚴格的運動規律和較高的模具壽命,一般應用于大批量生產。但是由于熱模鍛壓力機一般有多個成形工步,模具結構復雜,制造成本高。
輾環工藝
同步器鋼齒環是變速器同步器中一種重要的薄壁環形零件,外緣齒形在齒寬一側有100°左右的鎖止角,機加工難度高、效率低、成本高。
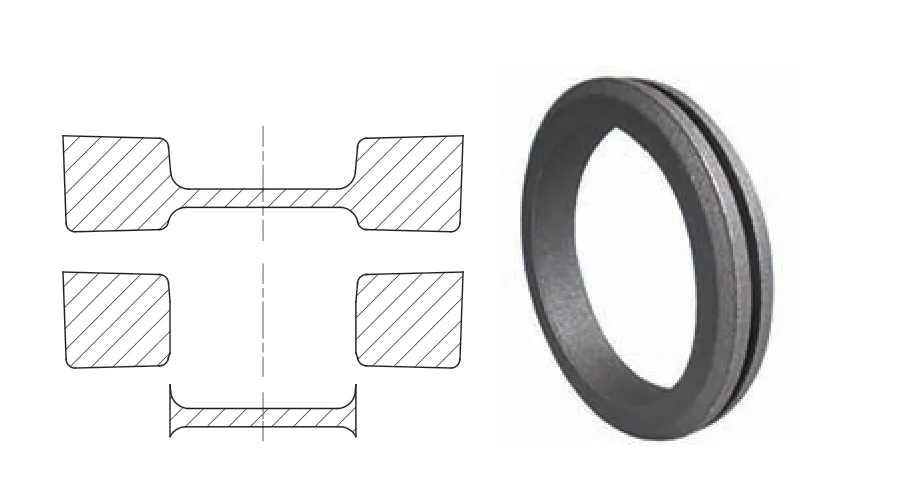
輾環工藝相較于傳統的模鍛工藝,能獲得較高精度的毛坯,切削余量已經可以控制在單邊2mm 以下,材料利用率高。另外環件的組織性能也通常更好,內部組織致密,晶粒細小而均勻,能顯著提高耐磨性和機械強度。
精密鍛造
同步器中滑動齒套等環類零件由于在半徑方向體積分布不均勻,適合局部塑性成形工藝,一般使用閉式模鍛制坯,然后在輾環機上進行輾環(軋環)成形。一般工藝過程為:下料→坯料加熱→鐓粗→制坯成形→沖孔→輾環→預備熱處理→表面清理。滑動齒套等同步器零件外徑尺寸一般尺寸在
150mm ~
250mm,厚度在30mm 左右,閉式模鍛制坯、沖孔尺寸一般選擇環件內孔一半左右即可,此時軋制比一般在1.5 ~2 左右,節省材料較多。
在熱精鍛中,模具的結構設計和制造很重要。為了保證模具尺寸穩定,利于成形,齒形的模具一般設計成內外過盈配合組合模具,外圈對內芯有一個預緊力。模具加工尺寸精度和表面粗糙度要求較高。同時,由于模具齒部的設計要額外考慮對模具彈性變形和鍛件表面氧化損失進行補償,坯料的加熱溫度和模具預熱溫度需要控制穩定,以保證熱精鍛過程中模具的熱膨脹,從而控制熱鍛件成形時和冷收縮后的尺寸大致穩定。坯料加熱過程中的表面氧化保持穩定,避免表面清理后尺寸波動。
根據評分制追蹤陰道分娩結局,規范剖宮產術后經陰道分娩(VBAC),降低再次剖宮產率,降低母體并發癥及死亡率,有著十分重要的社會效應和經濟效益。建立適合我國國情的疤痕子宮再次妊娠經陰道分娩的風險評分制預測公式,將為降低我國的剖宮產率及母兒圍生期疾病奠定基礎,面對國內VBAC剛剛起步的現狀,做好VBAC管理和規范,采取個體化全面評估,有利于推動VBAC在我國的普及。
由于齒輪的圓形結構,一般在錘上或者螺旋壓力機上模具設計為圓形鑲塊,制造成本低廉,安裝也十分方便,安裝在設備中心軸線上也可以避免偏載。
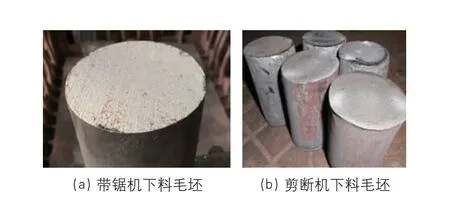
對于閉式模鍛,下料重量和下料表面質量是控制鍛件質量的關鍵,現在規模生產都采用帶鋸機、圓鋸機、高速剪斷機等設備切斷圓鋼,下料后表面質量較好(圖5),下料毛坯鐓粗后變形均勻準確,易于成形。
注:所用藥物統一為:拜阿司匹林為拜耳公司生產的阿司匹林腸溶片;阿托伐他汀鈣為輝瑞制藥有限公司生產的立普妥。


結合齒圈也是同步器中重要零件,其結合齒齒寬一側也有類似同步器鋼齒環的鎖止角。同時為了防止變速器自動脫擋,齒部很多設計成倒錐結合齒,基圓、分度圓和齒頂圓不變,沿軸線方向產生連續變化的變位系數得到變截面的特殊錐齒,齒面與分度圓交線和齒形中心形成夾角,齒部的機加工從粗車、精車、插齒、去毛刺到結合齒、鎖止角,同樣面臨工序長,效率低,成本高的問題。
冷整形模具結構同樣內外過盈配合保證尺寸穩定,加工尺寸精度和表面粗糙度同樣要求較高。齒形處模具的設計和熱精鍛模具形成合適的配合,保證穩定的整形量,以獲得穩定的冷整形尺寸,頂出設計為環形頂出方式以避免出現過大的頂出變形。
草酸銨法避免了高酸環境給操作人員帶來的傷害,但草酸銨本身有毒,高溫條件下會釋放出氨氣。所以,該法的生產安全性、環境影響以及工業可行性還有待研究。其基本原理是草酸銨中的草酸根離子能與果膠酸中的鈣反應生成可溶性果膠銨鹽[21]。
倒錐結合齒的倒錐模具設計為每兩個齒中間一個含有倒錐形狀相反的倒錐片,數量和齒數相同,外側設計向內傾斜的斜面,和外圈的斜面接觸(圖9)。

壓力機下壓時,倒錐片向內運動作用在齒形上擠出倒錐齒。對于倒錐片的剛性、尺寸精度、表面粗糙度以及所有倒錐片的一致性要求較高。
結束語
隨著鍛造工藝從早先的自由鍛、胎模鍛發展到模鍛,到現在主流的閉式鍛造、精密鍛造,汽車變速器齒輪零件的鍛造工藝也得到了較快的發展,工藝成本逐漸降低,鍛件性能不斷提高。隨著工藝裝備和工藝技術的發展,越來越多的先進的精密鍛造工藝出現,變速器齒輪的鍛造技術將逐漸趨高效化、低成本化,綠色化。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
