基于六西格瑪振動摩擦焊接深度影響因子研究
2021-07-20 21:24:47黃大坤
今日自動化 2021年3期
黃大坤
[摘 ? ?要]振動摩擦焊接作為一種新型焊接工藝,解決了傳統焊融類工藝對非金屬材質加工困難的情況,由于自身工藝特點,與傳統焊接工藝相比,具備優質高效、節能無污染等優點,因此在非金屬焊接領域應用越來越廣泛。隨著實際運用對焊接精深度要求越來越高,加工過程中發現實際值普遍高于理論值的情況,導致部分焊接產品不合格率低于期望值。運用六西格瑪分析方法,在現有摩擦焊接過程原理基礎上,結合設備運行流程,設計測試分析方案,并從測試數據中找出遺漏影響的因子-保壓時間。最后運用六西格瑪回歸分析得出保壓時間與焊接深度的函數關系,用于指導現場工藝參數設置、質量實驗等實際場景的應用。
[關鍵詞]測量系統;影響因子;回歸分析
[中圖分類號]TG439.9 [文獻標志碼]A [文章編號]2095–6487(2021)03–00–03
[Abstract]As a new type of welding process, vibration friction welding solves the problem that traditional welding and melting process is difficult to process non-metallic materials. Due to its own process characteristics, compared with traditional welding process, it has the advantages of high quality, high efficiency, energy saving and no pollution, so it is more and more widely used in the field of non-metallic welding. With the actual use of more and more high requirements for the depth of welding precision, it is found that the actual value is generally higher than the theoretical value in the process of processing, resulting in the unqualified rate of some welding products is lower than the expected value. In this paper, based on the existing friction welding process principle, combined with the equipment operation process, the test analysis scheme is designed by using six sigma analysis method, and the missing influence factor - holding time is found out from the test data. Finally, the functional relationship between holding time and welding depth is obtained by using Six Sigma regression analysis, which is used to guide the application of field process parameter setting, quality experiment and other practical scenarios.
[Keywords]measurement system; impact factor; regression analysis
1 研究背景
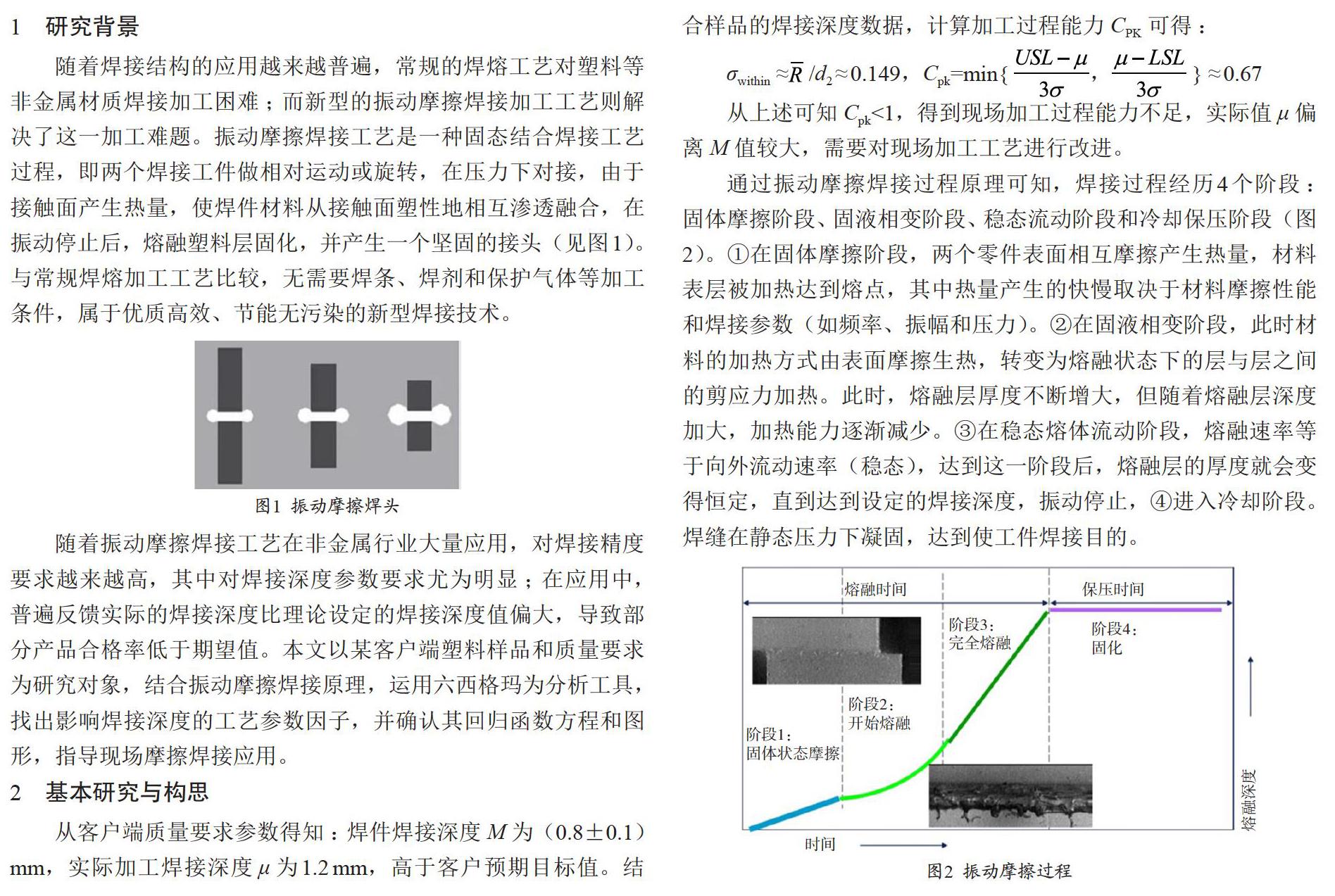
隨著焊接結構的應用越來越普遍,常規的焊熔工藝對塑料等非金屬材質焊接加工困難;而新型的振動摩擦焊接加工工藝則解決了這一加工難題。振動摩擦焊接工藝是一種固態結合焊接工藝過程,即兩個焊接工件做相對運動或旋轉,在壓力下對接,由于接觸面產生熱量,使焊件材料從接觸面塑性地相互滲透融合,在振動停止后,熔融塑料層固化,并產生一個堅固的接頭(見圖1)。與常規焊熔加工工藝比較,無需要焊條、焊劑和保護氣體等加工條件,屬于優質高效、節能無污染的新型焊接技術。
隨著振動摩擦焊接工藝在非金屬行業大量應用,對焊接精度要求越來越高,其中對焊接深度參數要求尤為明顯;在應用中,普遍反饋實際的焊接深度比理論設定的焊接深度值偏大,導致部分產品合格率低于期望值。本文以某客戶端塑料樣品和質量要求為研究對象,結合振動摩擦焊接原理,運用六西格瑪為分析工具,找出影響焊接深度的工藝參數因子,并確認其回歸函數方程和圖形,指導現場摩擦焊接應用。
2 基本研究與構思
從客戶端質量要求參數得知:焊件焊接深度M為(0.8±0.1)mm,實際加工焊接深度μ為1.2 mm,高于客戶預期目標值。結合樣品的焊接深度數據,計算加工過程能力CPK可得:
σwithin≈/d2≈0.149,Cpk=min{,}≈0.67
從上述可知Cpk<1,得到現場加工過程能力不足,實際值μ偏離M值較大,需要對現場加工工藝進行改進。
通過振動摩擦焊接過程原理可知,焊接過程經歷4個階段:固體摩擦階段、固液相變階段、穩態流動階段和冷卻保壓階段(圖2)。①在固體摩擦階段,兩個零件表面相互摩擦產生熱量,材料表層被加熱達到熔點,其中熱量產生的快慢取決于材料摩擦性能和焊接參數(如頻率、振幅和壓力)。②在固液相變階段,此時材料的加熱方式由表面摩擦生熱,轉變為熔融狀態下的層與層之間的剪應力加熱。此時,熔融層厚度不斷增大,但隨著熔融層深度加大,加熱能力逐漸減少。③在穩態熔體流動階段,熔融速率等于向外流動速率(穩態),達到這一階段后,熔融層的厚度就會變得恒定,直到達到設定的焊接深度,振動停止,④進入冷卻階段。焊縫在靜態壓力下凝固,達到使工件焊接目的。
從上述焊接原理過程了解到,焊接深度在第1、第2階段和第3階段基本形成,在第4階段處于保壓凝固狀態,焊接深度h與焊接參數(如頻率f、振幅A和壓力P,振動摩擦時間T)相關,對應有函數關系h=f(f,A,P,T);其中頻率與設備相關屬于常量,振幅A和壓力P與焊接材料相關,可由經驗設定初始值,時間T與焊接深度h為正相關;
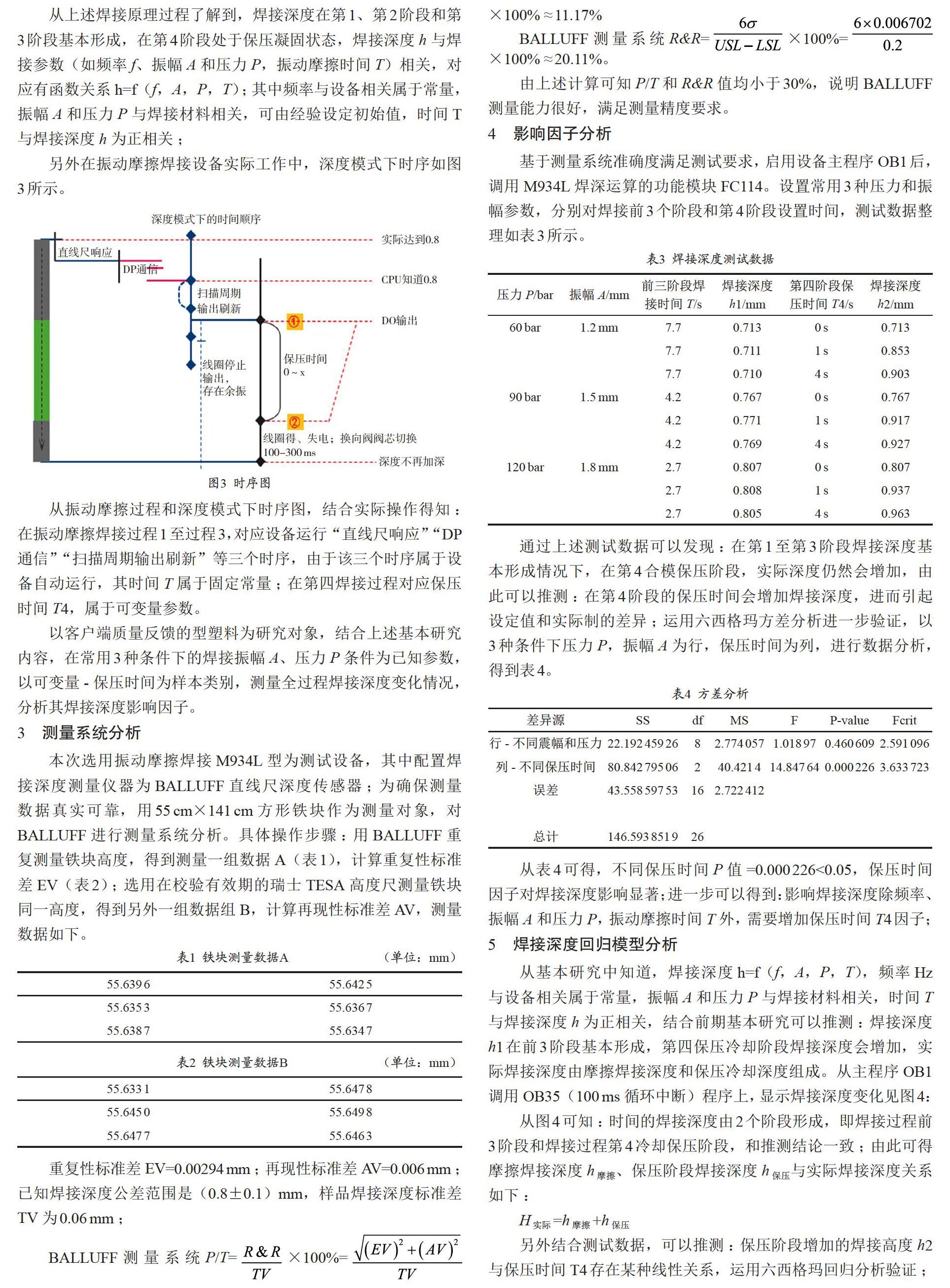
另外在振動摩擦焊接設備實際工作中,深度模式下時序如圖3所示。
從振動摩擦過程和深度模式下時序圖,結合實際操作得知:在振動摩擦焊接過程1至過程3,對應設備運行“直線尺響應”“DP通信”“掃描周期輸出刷新”等三個時序,由于該三個時序屬于設備自動運行,其時間T屬于固定常量;在第四焊接過程對應保壓時間T4,屬于可變量參數。
以客戶端質量反饋的型塑料為研究對象,結合上述基本研究內容,在常用3種條件下的焊接振幅A、壓力P條件為已知參數,以可變量-保壓時間為樣本類別,測量全過程焊接深度變化情況,分析其焊接深度影響因子。
3 測量系統分析
本次選用振動摩擦焊接M934L型為測試設備,其中配置焊接深度測量儀器為BALLUFF直線尺深度傳感器;為確保測量數據真實可靠,用55 cm×141 cm方形鐵塊作為測量對象,對BALLUFF進行測量系統分析。具體操作步驟:用BALLUFF重復測量鐵塊高度,得到測量一組數據A(表1),計算重復性標準差EV(表2);選用在校驗有效期的瑞士TESA高度尺測量鐵塊同一高度,得到另外一組數據組B,計算再現性標準差AV,測量數據如下。
重復性標準差EV=0.00294 mm;再現性標準差AV=0.006 mm;已知焊接深度公差范圍是(0.8±0.1)mm,樣品焊接深度標準差TV為0.06 mm;
BALLUFF測量系統P/T=×100%=×100%≈11.17%
BALLUFF測量系統R&R=×100%=×100%≈20.11%。
由上述計算可知P/T和R&R值均小于30%,說明BALLUFF測量能力很好,滿足測量精度要求。
4 影響因子分析
基于測量系統準確度滿足測試要求,啟用設備主程序OB1后,調用M934L焊深運算的功能模塊FC114。設置常用3種壓力和振幅參數,分別對焊接前3個階段和第4階段設置時間,測試數據整理如表3所示。
通過上述測試數據可以發現:在第1至第3階段焊接深度基本形成情況下,在第4合模保壓階段,實際深度仍然會增加,由此可以推測:在第4階段的保壓時間會增加焊接深度,進而引起設定值和實際制的差異;運用六西格瑪方差分析進一步驗證,以3種條件下壓力P,振幅A為行,保壓時間為列,進行數據分析,得到表4。
從表4可得,不同保壓時間P值=0.000 226<0.05,保壓時間因子對焊接深度影響顯著;進一步可以得到:影響焊接深度除頻率、振幅A和壓力P,振動摩擦時間T外,需要增加保壓時間T4因子;
5 焊接深度回歸模型分析
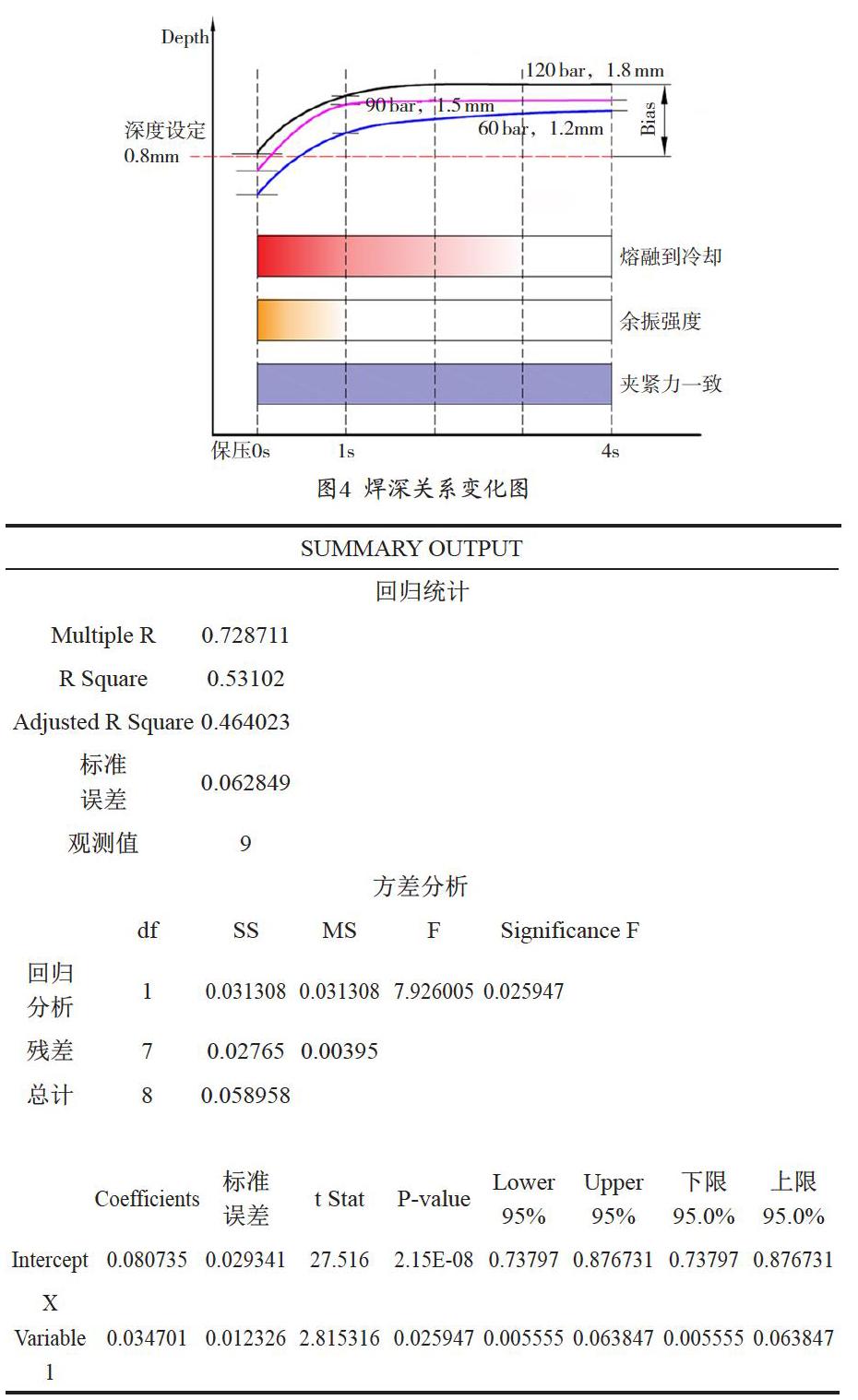
從基本研究中知道,焊接深度h=f(f,A,P,T),頻率Hz與設備相關屬于常量,振幅A和壓力P與焊接材料相關,時間T與焊接深度h為正相關,結合前期基本研究可以推測:焊接深度h1在前3階段基本形成,第四保壓冷卻階段焊接深度會增加,實際焊接深度由摩擦焊接深度和保壓冷卻深度組成。從主程序OB1調用OB35(100 ms循環中斷)程序上,顯示焊接深度變化見圖4:
從圖4可知:時間的焊接深度由2個階段形成,即焊接過程前3階段和焊接過程第4冷卻保壓階段,和推測結論一致;由此可得摩擦焊接深度h摩擦、保壓階段焊接深度h保壓與實際焊接深度關系如下:
6 總結
本次充分運用六西格瑪為分析工具,結合振動焊接摩擦原理過程,找出影響焊接深度的因子;首先從前期基本研究中發現影響焊接深度的因子為數據樣本,結合設備運行流程中發現各個階段的時序變化情況,并以其中可變參數樣本類別,達到區分對比差異的目的。其次,綜合前期基本研究,設計本次摩擦焊接測試方案,從測試數據發現遺漏的焊接深度因子——保壓時間;最后,通過六西格瑪回歸分析,用函數關系定量描述保壓時間與焊接深度的關系。通過本次研究得出的結論,可用于指導在摩擦焊接在現時過程中的參數設置,質量改善等應用場景,具備實際操作指導意義。在此分析過程中,得到相關設計、研發和質量部門一些建設性的意見和建議,在此表示感謝!
參考文獻
[1] 孫延煥.鋼鋁異種金屬自沖鉚搭接工藝與接頭力學性能研究[D].桂林:桂林理工大學,2018.
[2] 謝虎.銅鉻合金熱處理工藝優化和攪拌摩擦焊焊接接頭的組織與性能研究[D].長沙:中南大學,2011.
[3] 顏敏.2系鋁鋰合金攪拌摩擦焊接工藝研究[D].沈陽:東北大學,2013.
[4] 郭娜.H13鋼表面激光熔覆梯度涂層及其組織與性能研究[D].沈陽:東北大學,2014.
[5] 高兵.7B04鋁合金攪拌摩擦焊接頭的組織性能研究[D].沈陽:東北大學,2015.