泵殼漆膜脫落原因分析
2022-07-04 08:50:00何天水
科學與財富 2022年6期
關鍵詞:焊接
何天水

摘? 要:鋼結構焊接過程中會產生飛濺并粘連在產品表面,使用防飛濺劑可減少粘連,降低焊后清理難度。但是防飛濺劑也可能對后續涂裝工藝造成不利影響。本文通過對一起涂裝質量事故的復盤,分析防飛濺劑對涂層附著力的影響,并提出解決方法。
關鍵詞:焊接;防飛濺劑;涂層;附著力
引言
泵殼是壓裂泵的主要部件之一,其內外壁需噴漆防腐。一段時期內,我公司技術部門頻繁接到泵殼漆膜脫落的報告。泵殼內需噴油進行潤滑和冷卻,如果漆膜脫落堵塞油路,導致潤滑不暢,極有可能造成大泵過熱損壞。為此,技術人員立即對事故原因展開了分析。
一、漆膜脫落規律分析
泵殼噴砂后噴底漆,底漆的類型為耐油性能良好的雙組份環氧底漆,泵殼內部只噴底漆,膜厚約80微米,泵殼外壁還將噴聚氨酯面漆。此次脫落的漆膜為底漆。現場檢查漆膜脫落的泵殼,并檢查了同期生產的其它產品,發現了以下規律:
1.漆膜脫落面積
漆膜脫落的部位為局部區域,不是大面積脫落。
2.漆膜脫落區域
漆膜脫落區域主要是在焊縫周邊位置,但是一些周邊的平面上也存在漆膜脫落現象。
3.漆膜脫落狀態
脫落區域的油漆附著力極差,用鏟刀輕輕一鏟就成片脫落,甚至用壓縮空氣都可以將漆皮吹飛。而周邊區域漆膜附著力卻是正常的,脫落區域與正常區域之間沒有明顯的過渡區域,呈現涇渭分明的界限。
4.漆膜脫落區域底材
底材無氧化皮殘留,粗糙度符合噴砂工藝要求,有不太明顯的油漬。
5.同期其它產品
同期在同一噴漆房,由同一班組噴漆的其它類型產品無油漆質量問題。
二、漆膜脫落原因排查
1.油漆材料因素
首先排除了油漆本身的問題,因為發生油漆脫落的只是局部位置。若是油漆本身的質量問題,脫落應當大面積發生。
2.底材噴砂質量
根據對漆膜脫落區域底材的觀察,無氧化皮殘留,粗糙度達到中級,也排除了噴砂除銹不到位導致脫落的可能性。
3.壓縮空氣質量
檢查了壓縮空氣油水分離器等部件,未發現異常。排除了因油水分離器故障,導致部分時段壓縮空氣中含有油水,以至該時段噴涂的區域漆膜質量不佳的可能性。
4.機加工皂化液的影響
往上追溯工藝流程,油漆脫落最初是在泵殼機加工過程中發現的。機加工時會在加工部位噴冷卻用的皂化液,因為泵殼只需局部機加工,因此受皂化液充分浸潤的也只是部分區域,這與油漆局部脫落的現象不謀而合。另外還觀察到,用于加工泵殼的機床,底部長期受皂化液侵蝕部位的油漆也已經脫落,這進一步印證了皂化液侵蝕油漆的想法。
為了驗證這個猜想,取若干樣板,按泵殼噴漆的工藝,先噴砂噴漆,然后置于從在役機床上取出的皂化液樣本中浸泡分別1天,2天,3天,5天,7天,10天,最后甚至浸泡了一個月,卻發現漆膜毫無變化,沒有出現任何剝落的跡象。這說明油漆脫落與機加工過程的皂化液的浸泡無關,只是機加工過程需與泵殼長時間近距離接觸,此時更容易察覺油漆脫落。
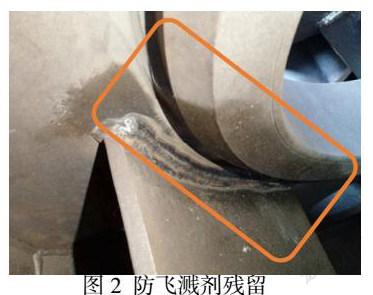
5.焊接防飛濺劑的影響
進一步往上追溯工藝流程,在泵殼噴漆前的噴砂過程發現了局部存在深色的油狀附著物。這些附著物只在焊縫附近存在,而油漆脫落也只在焊縫附近存在,兩者的發生區域高度重疊。
那么,這些附著物是什么呢,是如何產生的?進一步調查上道焊接工序,查明了這些附著物的由來。
以前泵殼的生產流程為:
下料→焊接→退火→整體噴砂→噴底漆→焊縫整改→補底漆
近期進行了工藝調整,優化后的泵殼的生產流程為:
下料→焊接→退火→焊縫預噴砂→焊縫整改→整體噴砂→噴底漆
在優化后的流程中,新加入焊縫預噴砂工序。目的是對焊縫進行徹底的清理,充分暴露焊接缺陷,并提前整改焊縫缺陷。以避免噴漆后才發現焊縫缺陷,此時整改焊縫時會燒壞漆膜,整改后還需補漆,增加成本且降低質量。
在焊接或整改焊縫時,為避免焊接飛濺,焊工通常會在焊縫周邊區域噴涂防飛濺劑[1]。在以前,焊接后會進行退火處理,高溫將防飛濺劑燒掉,再噴砂后無殘留,對噴漆無影響。后期焊縫整改時,因為產品已經噴漆,漆膜上不容易產生飛濺,因此整改時未使用防飛濺劑。
而現在,熱處理依然可以燒掉整體焊接時使用的防飛濺劑。但是后期焊縫整改時,因為焊縫已經局部噴砂,光潔裸露的鋼材特別容易產生焊接飛濺。因此焊工在進行焊縫整改時普遍使用防飛濺劑。補焊后不再退火直接進入整體噴砂環節,而噴砂工在整體噴砂時又未對防飛濺劑進行清洗,導致噴砂后防飛濺劑依舊保留在整改區域,進而可能對噴漆造成影響。
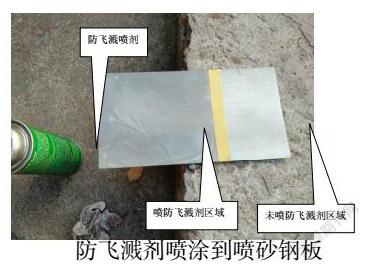
為了驗證防飛濺劑是否真的能影響油漆的附著力,技術人員制作了噴砂后的鋼板試樣,一邊噴上防飛濺劑,一邊不噴作為對照組。試驗結果清晰的顯示,噴涂防飛濺劑的部位油漆附著力極差,壓縮空氣都能直接將漆膜吹飛。
從防飛濺劑的工作原理也能解釋為何會導致油漆脫落。防飛濺劑表面張力小,滲透能力強,能在鋼材表面形成一層薄膜對焊接飛濺造成阻隔。但是也正是由于它表面張力小的特性,在阻止焊接飛濺形成的同時,也能阻止漆膜附著。
三、解決措施
搞清楚油漆脫落的原因,接下來根據產品所處的生產階段,制定了對應的解決措施。
1.未焊接產品
要求補焊時停用防飛濺劑,采用其它方式消除焊接飛濺。
2.已焊接產品
目前使用的防飛濺劑為水基產品,對于已使用防飛濺劑整改焊縫,但還未噴漆的產品,立即使用清水對防飛濺劑噴涂區域進行刷洗,并重新噴砂[2]。
3.已噴漆產品
噴漆產品,對可能發生補焊的區域整體嘗試鏟除漆膜,將附著不良的漆膜鏟除后,使用清水對油漆剝落區域進行刷洗,最后打磨補漆。
按上述方法執行后,泵殼再無漆膜脫落的現場發生。
四、結語
通過對泵殼生產流程的排查,找到補焊時防飛濺劑的使用是導致漆膜脫落的原因,針對這種情況,要求補焊時停用防飛濺劑,從而切斷污染源,順利解決漆膜脫落問題。
參考文獻:
[1] 張官浩.小型鋼制輪轂靜電噴粉涂層異常脫落的處理[J].涂層與防護,2021,42(4):38-432
[2] 戚嚴.鐵路貨車涂層剝落原因調查與分析[J].現代涂裝.2015,18(2):47-499FAD9A66-5A40-423C-B7E3-04AAF7799B0A
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
