電觸頭焊接質量的超聲C掃描與化學腐蝕檢測結果對應性研究
2022-06-22 08:54:04李新葉吳雙龍劉昊林陳樂生
電工材料 2022年3期
關鍵詞:檢測
王 靖,李新葉,吳雙龍,劉昊林,裘 揆,陳樂生
(1.上海和伍精密儀器股份有限公司,上海 201109;2.德力西電氣有限公司,浙江溫州 325604)
引言
超聲無損檢測作為無損檢測的重要部分,廣泛地應用于現代工業產品的質量檢測中。超聲波C掃描技術將超聲檢測與計算機結合在一起構成超聲C掃描系統[1]。例如在低壓電器焊接領域,該系統可以直觀地顯示電觸頭工件中缺陷在投影面上的形狀及分布,還可以通過焊接釬著率百分比、釬著面積等統計方法結合物理特性快速而便捷地衡量焊接質量[2]。除超聲C掃描方法外,低壓電器行業內通常還采用剪切/拉伸、金相、腐蝕等檢測手段評價電觸頭焊接質量。化學腐蝕方法首先將電觸頭的焊接面腐蝕掉,然后通過目視或顯微鏡直接觀測電觸頭焊接缺陷。
本文介紹了超聲檢測方法和化學腐蝕方法的原理,對兩者檢測結果的對應關系做理論分析,然后通過對比試驗驗證理論分析的準確性。
1 超聲C掃描方法
1.1 超聲檢測設備
超聲C掃描系統由計算機、超聲波探頭、數據采集卡、脈沖發生器、水槽、運動機構及其他配件組成。通過計算機控制超聲波探頭的移動,在工件的上方橫縱交替掃查。將工件內部反射回波依據強度的不同,用不同的顏色或灰度表示,繪制出工件內部焊接橫截面圖像[3]。本研究使用上海和伍精密儀器股份有限公司生產的S300超聲C掃描檢測系統。
1.2 超聲檢測方法
在實際操作中,為了保證不同設備、不同人員多次檢測的一致性,超聲檢測通常采用4個步驟。
(1)儀器標定:使用不銹鋼標定塊對設備一鍵校準。
(2)檢測未焊接銀觸點或銅觸橋,確定量程RA。
(3)未焊接的銀觸點或銅觸橋的超聲波反射等效于焊接后完全是空洞的嚴重焊接缺陷的超聲波反射。因此可以直接測量未焊接的銀觸點或銅觸橋,以其超聲波反射強度為準,確定超聲掃描量程RA。
(4)檢測標定工件,優化對焦:使用與被測工件的銀觸點、銅觸橋同等材質的但是存在嚴重焊接缺陷的工件作為標定工件,將超聲探頭對準缺陷面積最大的位置,優化對焦高度FH。
(5)檢測待測工件。
(6)以第(2)步確定的量程RA和第(3)步確定的最佳對焦高度FH為準,對實際待測工件做超聲C掃描。
1.3 超聲探頭的缺陷分辨能力
在超聲檢測中,超聲探頭將超聲波會聚成一束細小的聲束。在會聚最小的位置,聲束會聚成一個圓點,即為聚焦點,也稱為聲斑,超聲探頭聚焦原理如圖1所示。

圖1 超聲探頭聚焦原理
聲斑的直徑即超聲探頭識別全反射平底孔的能力,代表了超聲檢測的分辨能力。聲斑直徑計算公式為:

式中,Φ為聲斑直徑,λ為超聲波長,F為探頭焦距,D為晶片直徑,Cwater為水中聲速(1480 m/s),f為探頭中心頻率。
1.4 超聲C掃描圖像上的體現
當實際被測缺陷的平底孔等效缺陷尺寸≥聲斑直徑時,反射強度最大,檢測到的電壓幅值最高,在超聲C掃描圖像上體現為紅色與白色。
當實際被測缺陷的平底孔等效缺陷尺寸<聲斑直徑時,反射強度降低,檢測到的電壓幅值隨之降低,在超聲C掃描圖像上體現為黃色與綠色。隨著缺陷尺寸不斷縮小,反射強度和電壓幅值不斷降低,在超聲C掃描圖像上的顏色越來越暗,逐步降低至青色與藍色,詳見圖2。

圖2 平底孔等效缺陷尺寸與聲斑直徑的關系
因此,聲斑直徑越小,對缺陷的分辨能力越高,超聲掃描圖像精細程度越高。
2 化學腐蝕方法
2.1 化學腐蝕基本原理
使用FeCl3溶液作為腐蝕液,腐蝕原理為:氧化性高的Fe3+與Cu反應,生成Fe2+和Cu2+。由于Fe3+與Ag不發生反應,從而達到腐蝕銅橋,露出銀觸點焊接面的效果。化學方程式如下:
2Fe3++Cu=2Fe2++Cu2+
2.2 化學腐蝕與焊料的關系
焊接使用的焊料,按組成成分可分為多種類型。對于電觸頭類工件,為了達到良好的焊接效果,通常使用帶有銀和銅成分的焊料,此類焊料可以按銀含量分為高銀焊料和低銀焊料。同時會在焊料中加入銅、鋅、錫、磷等元素,而這些元素都會在腐蝕試驗中與腐蝕液發生反應。因此,焊料含銀比例不同,腐蝕液對焊料也會有不同的腐蝕效果。
此外,腐蝕液的濃度、腐蝕時間長度,都會對腐蝕結果產生影響。濃度越高,腐蝕越快;時間越長,銅材料的腐蝕越徹底。
在對電觸頭進行化學腐蝕試驗時,結果的準確性會受到焊料銀含量及腐蝕時間的影響:對于低銀焊料焊接的工件,隨著腐蝕時間的延長,焊料也會被腐蝕,故最終呈現的腐蝕面上缺陷可能擴大,與超聲檢測結果一致性降低;對于使用高銀焊料的工件,腐蝕到接近穩定程度時,腐蝕面缺陷形態與超聲C掃描結果接近。
3 檢測對照試驗
3.1 試驗對象
銀觸點為厚度1.5 mm,AgCdO材料。底座厚度為1.5 mm,Cu材料。使用不同含銀量焊膏,焊接銀觸點和底座,模擬電觸頭焊接組件。共5組試樣,如圖3所示。

圖3 試樣
試樣尺寸、焊接方式、焊料銀含量如表1。

表1 試樣參數
3.2 超聲探頭選擇
分別使用頻率為15 MHz、50 MHz兩款超聲探頭檢測焊接電觸頭,參數如表2所示。從表2中可見,50 MHz探頭的聲斑直徑只有15 MHz探頭聲斑直徑的1/3,所以具有更高的缺陷分辨能力。
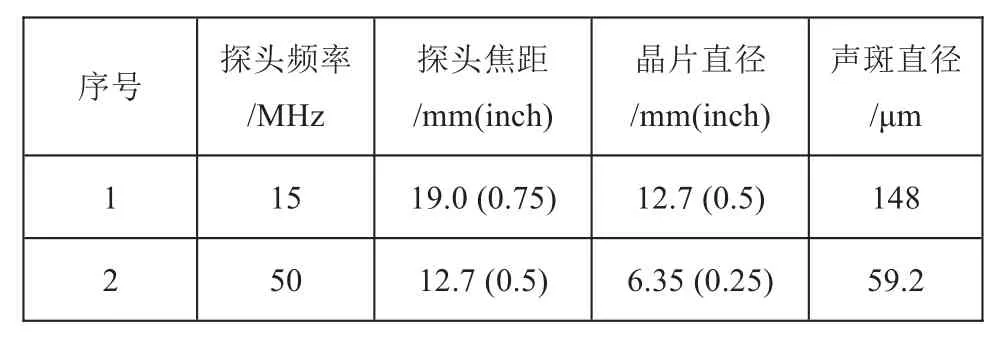
表2 不同探頭的參數對比
3.3 超聲檢測結果
3.3.1 未焊銅底座
由于銀觸點厚度達到2 mm,超聲檢測存在明顯的邊緣效應,該效應會引起檢測圖像干擾,故選擇從銅面檢測。未焊銅底座的超聲C掃描結果如圖4。從圖像上看,銅底座超聲掃描圖像的大部分區域為均勻的紅色,說明材料一致性良好,每個位置點反射超聲波均勻一致。靠近邊緣區域由于受到邊緣效應的影響,反射強度逐漸減弱,顏色從紅色轉為黃色和淺藍色。在黑色圈內的反射強度平均值為RA=126 STSS。
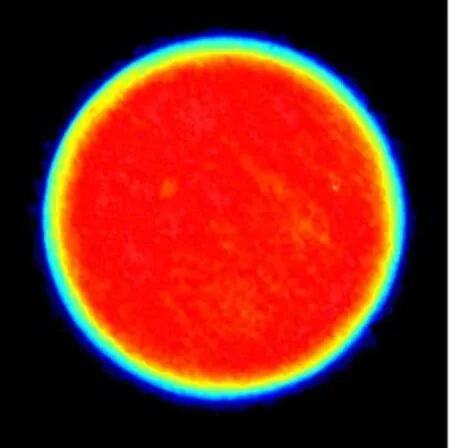
圖4 未焊銅底座超聲C掃描圖像
3.3.2 焊接電觸頭
低頻探頭與高頻探頭超聲掃描結果對比如表3所示。在超聲C掃描圖像中,紅色和白色表示缺陷嚴重區域,藍色表示完全焊接區域,黃色、綠色表示介于上述兩種情況之間的缺陷。

表3 試樣超聲C掃描圖像
對圖像做二值化處理變成黑白圖片,白色區域代表焊接缺陷與空洞,黑色區域代表焊接良好。
從圖像上看試樣內部存在一定焊接缺陷,兩種探頭的超聲掃描結果基本一致。低頻探頭(15 MHz)掃描圖像中缺陷輪廓模糊,只能體現出較大的缺陷,無法準確反映直徑較小的缺陷的實際情況。高頻探頭(50 MHz)掃描圖像相對清晰,可以從中看出較小的缺陷細節。
3.4 化學腐蝕結果及對比
使用濃度為1.6 mol/L的FeCl3溶液作為腐蝕試劑,對樣品進行腐蝕,觀察觸頭腐蝕情況。
為提高試驗效率,腐蝕前將銅底座打磨,使其厚度減小,因此腐蝕15 min時初步看到焊接面。在腐蝕100 min之后,焊接面達到穩定狀態不再變化,停止試驗。
將焊接面形貌與超聲C掃描圖像進行對比,如表4所示。

表4 樣品超聲掃描圖與腐蝕照片對比
3.4.1 低銀焊料結果分析
在化學腐蝕中,低銀焊料(例如15%Ag、30%Ag)銀含量較低,易與Fe3+發生反應的其他金屬成分較多,因此反應速率較快。在腐蝕35 min~65 min時看到清晰的腐蝕面,與超聲掃描圖像一致性較高。
在此之后,焊接面受到腐蝕液損傷,焊料逐漸被腐蝕,焊接面空洞嚴重擴大,直至全部腐蝕掉。15%Ag在腐蝕完畢之后接近光滑表面,只能看到工藝壓痕,幾乎看不出焊料痕跡,詳見表5。
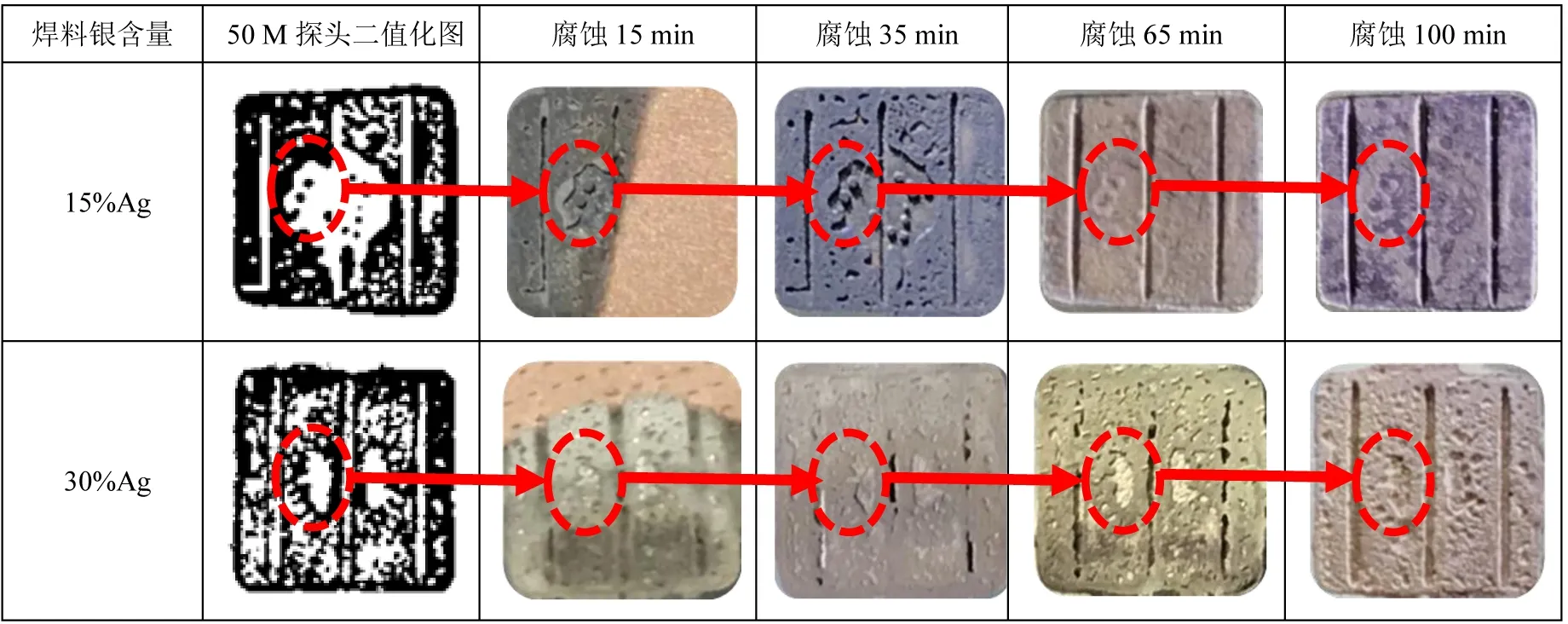
表5 15%Ag焊料對比圖
3.4.2 高銀焊料結果分析
使用高銀焊料(56%Ag、65%Ag)的觸頭,在腐蝕65 min~100 min時看到清晰的腐蝕面,此時與超聲掃描檢測結果一致性較高。
在此之后,隨著時間的延長,焊料繼續被腐蝕到一定程度后趨于穩定。缺陷不再擴大,仍能保留很多焊接缺陷細節形貌,詳見表6。

表6 65%Ag焊料對比圖
4 結論
(1)在化學腐蝕中,低銀焊料由于銀含量較低,易與Fe3+發生反應的其他金屬成分較多,且反應速率較快,導致焊接面受到腐蝕液損傷,造成焊接面上缺陷面積較實際焊接缺陷面積快速擴大;
(2)焊料銀含量越高的樣品,焊接面抗腐蝕的能力更強,缺陷面積擴大量較小,缺陷尺寸接近原有焊接缺陷形貌,因此與超聲掃描檢測結果一致性較高;
(3)只能在最佳腐蝕時間看到準確的焊接面情況,腐蝕過程受到焊料成分、溶液濃度、時間長度等影響,腐蝕完畢后拍照或顯微鏡判讀難以分辨缺陷高度,因此容易產生誤判;
(4)超聲C掃描方式屬于無損檢測方法,不會對被測工件造成物理或化學變化,測量結果容易量化和判定,因此是一種普遍適用的檢測方式。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48