某大修曲軸滲氮工藝研究
2022-06-21 04:22:28孫靜茹蘇程曾省建
金屬加工(熱加工) 2022年5期
孫靜茹,蘇程,曾省建
中車資陽機車有限公司資陽曲軸分公司 四川資陽 641301
1 序言
曲軸是發動機對外輸出動力的核心部件,在運動過程中承受著復雜的扭轉和彎曲應力,因而對曲軸材料、尺寸精度、表面粗糙度、熱處理和表面強化等要求十分嚴格。我公司在熱處理生產時,有一支經過滲氮處理的34CrNi3MoA鋼曲軸因軸頸輾瓦嚴重而需要修復[1],其彎曲變形較嚴重,故修磨軸頸時的磨削量也有限制,會產生偏磨,軸頸上可能存在局部原有滲氮層未完全去除的現象。
本文主要通過工藝試驗,研究曲軸在局部殘留滲氮層的情況下,經過重新滲氮后其表面硬度均勻性、滲氮層深度、滲氮組織及硬度是否能滿足客戶要求,并確定出適合曲軸的二次滲氮工藝參數。
2 試驗材料與方法
2.1 試驗材料
采用經過調質處理的34CrNi3MoA鋼曲軸試棒來制作滲氮試驗用試樣,其化學成分見表1,力學性能見表2。
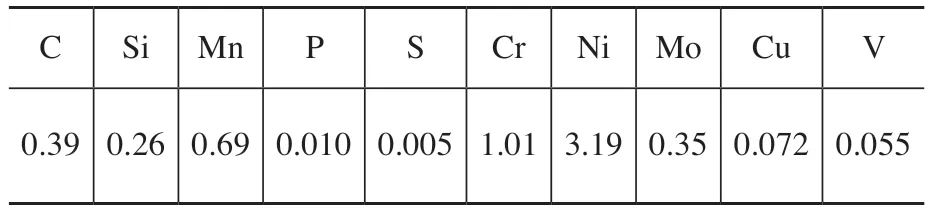
表1 34CrNi3MoA鋼化學成分(質量分數) (%)
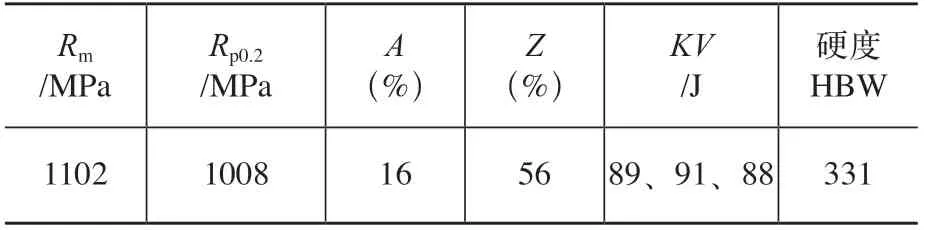
表2 34CrNi3MoA鋼調質處理力學性能
2.2 試驗方法及工藝
根據本工藝研究的目的,需模擬表面殘留不同滲氮層深度的試樣在經過二次滲氮后滲氮層深度及組織的變化。因待修復曲軸要求修復完成后曲軸成品滲氮層深度為0.45mm,再加上磨削量0.15mm左右,故進行模擬試驗的試樣滲氮層深度要求至少為0.60mm。根據試驗方案要求,需制備6組試樣來模擬一次滲碳,以及在表面滲氮層深度分別加工掉0mm、0.15mm、0.30mm、0.45mm、0.60mm后進行二次滲氮,然后檢測滲氮層深度、表面硬度。每組試樣的具體要求及滲氮工藝見表3。
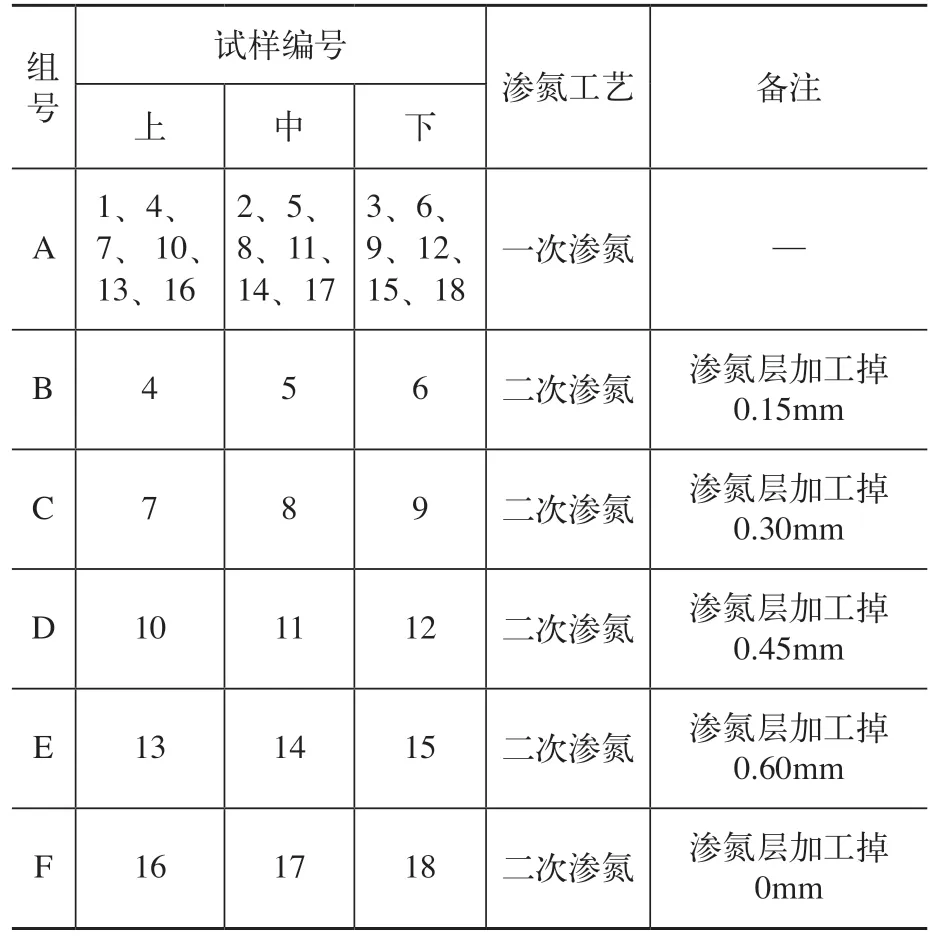
表3 滲氮試樣要求及滲氮工藝
曲軸滲氮采用立式吊掛在滲氮爐中進行滲氮處理,為更準確模擬曲軸滲氮過程,每組試樣分別準備上、中、下三個試樣一起隨曲軸進爐進行滲氮處理,故工藝準備18個尺寸為φ20mm×10mm試樣進行滲氮。
為盡量使試驗的結果與曲軸修復的效果保持一致,在進行滲氮試驗時,盡可能采用與修復曲軸相近的滲氮工藝參數。具體工藝參數:滲氮溫度為(530±10)℃;滲氮時間為60~80h。
2.3 試樣的制備
根據試驗方案要求,加工了18個滲氮試樣進行滲氮試驗研究,其具體尺寸及要求如圖1所示。
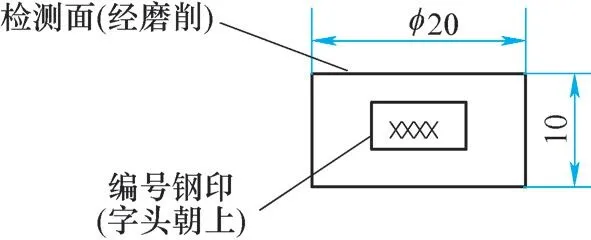
圖1 試樣尺寸及要求
3 試驗結果與討論
3.1 試驗結果
在所有試樣制備完成后,按工藝要求分別進行了一次滲氮和加工后二次滲氮,兩次滲氮完成后對滲氮層深度、表面硬度、滲氮組織及氮化物進行了檢測。采用維氏硬度計,使用0.3kgf(2.94N)的試驗力對試樣進行了表面硬度及內部階梯硬度檢測[2]。因不同試樣調質硬度也不同,造成基體硬度有一定的差異,故采用平均值法算出18個試樣的基體平均硬度為335HV,根據GB/T 11354—2005《鋼鐵零件 滲氮層深度測定和金相組織檢驗》中用硬度法測定滲氮層深度的規定,從試樣表面測至比基體維氏硬度高50HV處的垂直距離即為滲氮層深度,以基體平均硬度385HV為基準,通過硬度梯度檢測計算出了試樣的滲氮層深度,具體數據見表4。
3.2 滲氮層深度
從表4可明顯看出,進行過二次滲氮的4~15號試樣的滲氮層深度均高于只進行過一次滲氮的1~3號試樣。其中4~6號試樣經一次滲氮后,滲氮面加工量為0.15mm,是所有需二次滲氮試樣中加工量最小的一組,其3個試樣的平均滲氮層深度為1.10mm,其深度高于只進行過一次滲氮的試樣平均值0.2mm左右。未對滲氮層進行加工的16~18號試樣,在二次滲氮后其平均滲氮層深度為1.23mm左右,是所有試樣中滲氮層深度最深的一組。
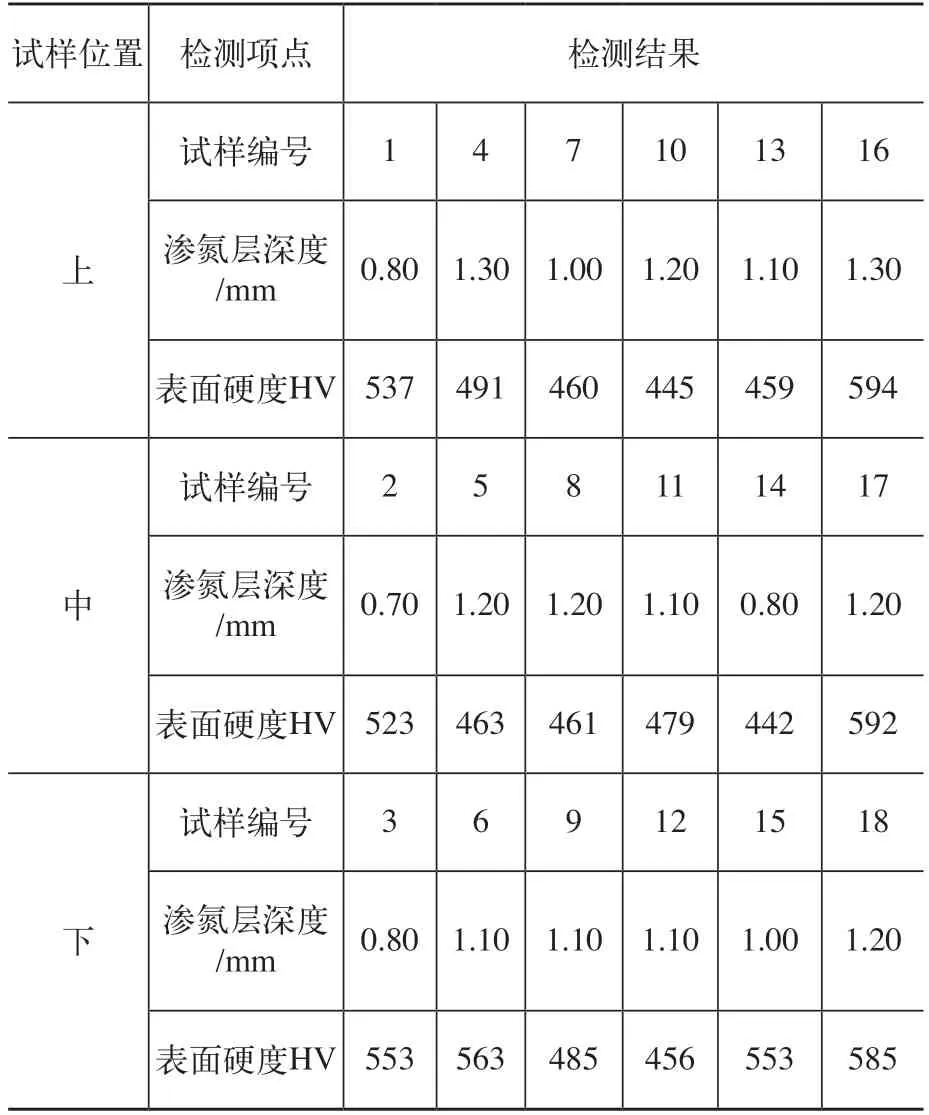
表4 試樣滲氮后滲氮層深度及表面硬度
滲氮過程中影響滲氮層深度的因素主要有滲氮溫度、滲氮時間、氮勢等[3]。滲氮溫度越高、滲氮保溫時間越長,則滲氮層深度越深。對于需進行修復的產品,其表面殘留的滲氮層在進行二次滲氮后,其滲氮深度可能會高于其他無殘留滲氮層的部位,但均滿足工藝要求0.6mm的滲氮層深度。
3.3 滲氮層組織
對上述試樣進行了滲氮組織檢測,其組織均為回火索氏體,存在少量的脈狀氮化物,其部分試樣金相組織如圖2所示。
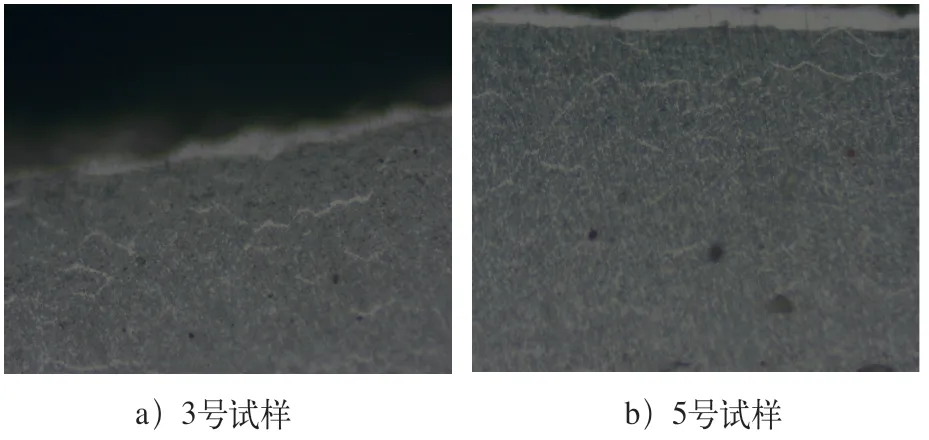
圖2 滲氮層金相組織
所有試樣的金相組織除了個別試樣存在少量脈狀氮化物外,均無異常,未出現白亮層。氮化物主要是由于基體材料在調質淬火時加熱溫度過高,晶粒長大、粗化和工件表面氧化脫碳及滲氮溫度過高、液NH3含水過高等因素影響下形成的。本試驗使用的34CrNi3MoA鋼試樣,取自于進行過調質處理的曲軸試棒的R/2處,其組織為回火索氏體,晶粒度在7級以上,且無氧化脫碳現象存在,故不會造成滲氮過程中氮化物的形成,試驗試樣所產生的少量脈狀氮化物可能與滲氮設備及滲氮過程的控制有關。
3.4 滲氮試樣表面硬度
從表4可看出,滲氮試樣表面硬度差異性較大,在上中下三個試樣中,靠近爐底的試樣表面硬度均高于上層和中層試樣的硬度,但均滿足成品硬度460HV的要求。
滲氮層淺層表面的硬度主要受基體調質硬度和檢測過程中拋光情況影響較大,故所檢測出表面硬度存在較大的差異性。一次滲氮后存在的滲氮層對試樣后續進行二次滲氮后表面硬度無影響[4]。
4 結束語
1)一次滲氮未磨削掉的殘留滲氮層對二次滲氮無不良影響,且二次滲氮時會加深滲氮層深度,滲氮層深度均能滿足曲軸本體0.6mm的深度要求。
2)經二次滲氮后,所有試樣的表面硬度滿足曲軸成品表面460HV的硬度要求。
3)待修復曲軸在有殘留滲氮層的情況下,可按510℃×80h的滲氮工藝進行大修。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年10期)2015-07-18 11:05:40
