3D打印樹脂砂型在大型彎管鑄鐵件中的應(yīng)用
2022-06-21 02:59:36楊永輝葉書亮王志博王朝陽
金屬加工(熱加工) 2022年4期
楊永輝,葉書亮,王志博,王朝陽
洛陽易普特智能科技有限公司 河南洛陽 471003
1 序言
泵體、彎管類鑄鐵件廣泛應(yīng)用于電力、石油、化工、礦山、核電及大型火電等領(lǐng)域,相當(dāng)多的鑄件有著不規(guī)則曲面,內(nèi)部含有流道,所以采用傳統(tǒng)的鑄造生產(chǎn)方法生產(chǎn)時,模具制作周期長,組型難度大,裝配精度差,并且往往需要通過反復(fù)工藝試驗來確定工藝,費用會相當(dāng)高,同時延長新產(chǎn)品的試制周期。
目前,通過3D打印樹脂砂型,能取代復(fù)雜的砂型、砂芯制作流程,可有效地解決以上問題。3D打印樹脂砂型成形技術(shù),采用噴墨式砂型打印機,將三維數(shù)據(jù)轉(zhuǎn)化為二維截面,利用噴墨打印頭微滴噴射出黏結(jié)劑將砂粒黏結(jié)在一起,層層疊加,直接生產(chǎn)砂型、砂芯[1]。較傳統(tǒng)工藝,一是省略了制模環(huán)節(jié),可以使產(chǎn)品試制周期從3個月縮短至3周;二是可以直接制作任意復(fù)雜形狀的砂型、砂芯,不受模具加工工藝限制;三是保證了砂型精度。結(jié)合合理的澆注系統(tǒng)設(shè)計,可以大幅提高鑄件成品率,降低生產(chǎn)成本,達到了鑄件生產(chǎn)的個性化、多樣性、快速鑄造的目的。
3D打印樹脂砂型,目前已廣泛應(yīng)用于鑄鐵、鑄鋁、鑄鎂、鑄鋼和鑄銅等鑄造領(lǐng)域,提高了整個鑄造流程的效率,充分體現(xiàn)了其在現(xiàn)代鑄造工程應(yīng)用中的價值。
2 鑄件信息
我公司承接的某核電鑄件項目,包含泵體、葉輪、彎管及殼體等。其中,彎管鑄件毛坯重量1450k g,外形尺寸為1500m m×1500m m×1000mm,材質(zhì)為HT250,鑄件要求無縮孔、縮松、砂眼、氣孔及裂紋等缺陷,做1.0MPa水壓試驗,持續(xù)時間≥30min,無漏水現(xiàn)象。
3 鑄造工藝設(shè)計
3.1 鑄件結(jié)構(gòu)分析
大型彎管鑄件最大壁厚6 0 m m、最小壁厚10mm,管壁主要壁厚20mm。初步分析認為:彎管鑄件成形難度中等,主要難點在于控制鑄造缺陷。鑄件三維結(jié)構(gòu)如圖1所示。
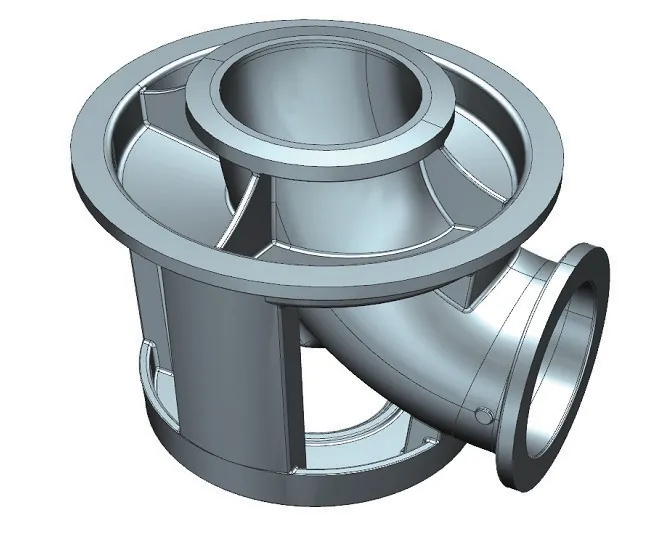
圖1 彎管鑄件三維結(jié)構(gòu)
3.2 確定工藝方案
采用3D打印樹脂砂型的成形工藝,砂型超出打印機尺寸部分進行拆分,因此采用組芯的造型方法[2]。確定的工藝方案見表1。

表1 工藝方案
3.3 確定澆注位置、分型面
根據(jù)鑄件重要部分置于下部,重要面、大平面朝下等原則,確定頂注式澆注方案,彎管豎直放置。
3.4 澆注系統(tǒng)設(shè)計
采用開放式澆注系統(tǒng),澆注時使直澆道充滿,充型平穩(wěn)。根據(jù)經(jīng)驗公式,澆注系統(tǒng)各澆道截面比為∑F內(nèi)∶∑F橫∶∑F直=1.3∶1.5∶1。由經(jīng)驗公式鑄件重量Gc=1450kg,經(jīng)驗系數(shù)β查表可取1.0,得出∑F最小=39cm2,確定直澆道尺寸為φ70mm。內(nèi)澆道分散引入,冒口采用溢流冒口、壓邊冒口。對工藝設(shè)計進行充型及凝固模擬后優(yōu)化[3],最終澆注系統(tǒng)方案如圖2所示。

圖2 澆注系統(tǒng)方案
3.5 確定鑄造收縮率
根據(jù)中大型灰鑄鐵件生產(chǎn)的相關(guān)經(jīng)驗,確定鑄造收縮率為0.83%。
4 型芯設(shè)計及打印
為適合打印機尺寸,砂型拆分打印,合型時靠螺栓拔緊。型芯設(shè)計充分體現(xiàn)3D打印砂型的靈活性,同時為保證鑄件尺寸精度,重要部位采用一體化砂型打印,打印砂型精度可達到±0.5mm。3D打印型芯如圖3所示。
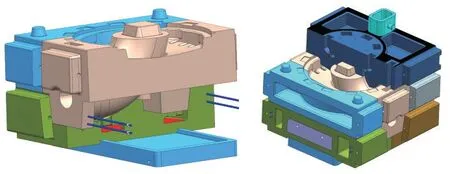
圖3 3D打印型芯
3D打印砂型工藝參數(shù)為:呋喃樹脂自硬砂,砂子粒度70/140目,設(shè)備選擇S2000型打印機,其砂型打印尺寸為2000mm×1000mm×800mm。砂型性能:抗拉強度1.4~1.9MPa,發(fā)氣量12~15mL/g。
5 合型、澆注
砂型打印完成后,去除浮砂,轉(zhuǎn)至涂料工序,刷醇基石墨涂料,點燃烘干。合型后轉(zhuǎn)運鑄造廠圍箱澆注。3D打印鑄造流程如圖4所示。

圖4 3D打印鑄造流程
澆注重量2050kg,澆注溫度為1370~1380℃。澆注后,型內(nèi)冷卻約72h。經(jīng)拋丸清理、打磨后,鑄件無氣孔、砂眼、夾渣、縮孔、縮松及裂紋等鑄造缺陷,經(jīng)檢測無變形問題,內(nèi)腔流道表面光滑,幾何形狀、尺寸和相應(yīng)位置符合設(shè)計要求。該鑄件整個生產(chǎn)周期為15天。
6 結(jié)束語
1)采用3D打印樹脂砂型成形技術(shù),結(jié)合合理的澆注系統(tǒng)設(shè)計,生產(chǎn)的彎管鑄件質(zhì)量滿足設(shè)計要求,為類似中大型鑄件的生產(chǎn)提供了參考。
2)采用3D打印樹脂砂型的工藝方法,降低造型、制芯難度,實現(xiàn)鑄件快速制造,可實施性好,有效地提高了制造效率。鑄件交付周期由傳統(tǒng)的數(shù)月普遍縮短至10~15天,極大地提高了時效性,相應(yīng)降低了成本。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03