主動弧齒錐齒輪外螺紋感應退火過程改善
2022-06-21 02:59:36楊鍇鄧航
金屬加工(熱加工) 2022年4期
關鍵詞:檢測
楊鍇,鄧航
東風汽車零部件(集團)有限公司刃量具分公司 湖北十堰 442002
1 序言
感應熱處理以其加熱速度快、效率高、節能和便于實現自動化等優點,在汽車、工程機械等行業得到了越來越廣泛的應用[1]。感應退火即是目前比較常見的一種工藝過程分支,本文涉及到的是主動弧齒錐齒輪產品外螺紋退火過程。
該主動弧齒錐齒輪和突緣叉零件裝配在一起,突緣叉接收到分動箱傳遞的動力并且通過花鍵聯結方式將動力再次傳遞給與之相配合的主動弧齒錐齒輪,主動弧齒錐齒輪需要承受2000N·m轉矩。
2 產品原技術要求及原工藝過程
主動弧齒錐齒輪原材料是執行G B/T 5216—2014《保證淬透性結構鋼》規定的20CrMoH鋼,要求進行滲碳淬火處理,齒部節圓處成品有效硬化層深度要求達到1.0~1.4mm(550HV),表面硬度達到58~63HRC,心部硬度達到30~40HRC(按照檢測部位位于齒根圓和齒中心軸線的交點處評價),外螺紋硬度不得超過45HRC。另外,最終進行強力噴丸處理,執行JB/T 10174—2000《鋼鐵零件強化噴丸的質量檢驗方法》,表面覆蓋率不得低于200%,噴丸強度評價為A型阿爾明試片弧高值不得低于0.44mm,而且成品的齒根處殘余壓應力指標不得低于896.5MPa。
該產品在分供方新品試制期間,熱處理之前對于外螺紋部位實施防滲處理,起到降低外螺紋硬度的作用。在進行路試時未達到規定行駛路程的前提下于外螺紋和外花鍵聯接過渡的R角區域處出現了異常斷裂。經過失效件解剖分析,發現外螺紋局部位置硬度超過了48HRC。由于防滲環節牽扯到了防滲涂料的使用正確與否,以及人、機、料、法、環中人的因素較多,同時考慮到外螺紋和外花鍵聯接過渡的R角處是應力容易出現集中的區域,所以經過技術溝通并獲得產品客戶的評審批準后,對于外螺紋的降硬度工藝過程進行了變更優化,從外螺紋防滲后熱處理優化為不防滲直接熱處理,然后對外螺紋處實施感應退火處理。
3 產品感應退火過程及出現的問題
分供方擁有的感應熱處理設備為:WZP60型全固態感應加熱設備,輸入電壓為(380±38)V,振蕩頻率為10~30kHz,水壓為0.15~0.3MPa,水溫為10~45℃。其感應作業過程中的試機調試狀態如圖1所示,感應圈如圖2所示。

圖1 外螺紋進入感應圈調試狀態

圖2 感應圈
在感應退火試制初期出現過兩方面的質量問題:一是人工送入需要感應退火的外螺紋區域進入感應圈加熱退火,造成退火后硬度指標穩定性差;二是感應加熱參數未控制好,導致部分工件在感應退火后,不僅硬度沒有得到有效降低,反而出現了硬度上升。為此,本廠和分供方一起進行了作業過程改善。
4 產品感應退火過程優化措施
一是在簡易感應定位工裝里增加了一個限位工裝,即采用焊接限位螺栓來確保實現外螺紋伸入位置的有效定位,如圖3所示。將主動弧齒錐齒輪放入工裝內,其背部端面和工裝的限位螺栓貼緊,主動弧齒錐齒輪的中心和感應器的中心必須對齊,主動弧齒錐齒輪的螺紋端部放入到感應圈里面的位置(見圖4),并且螺紋端部和感應線圈平齊。外花鍵齒部位需要伸入感應線圈內約8mm的位置。

圖3 增加限位螺栓定位

圖4 外螺紋伸入定位
二是優化調整了工藝參數,保證工作電壓為380V,工作電流為12~30A,總加熱時間固化控制在11s,加熱頻率確定為29kHz。首先用試驗料頭進行加熱試驗檢查驗證過程參數和硬度測試(見圖5),然后再次采用正式工件啟動踏板開關起動加熱,需要人工手動緩慢旋轉主動弧齒錐齒輪以便保障加熱的均勻一致性。加熱完畢以后,取出主動弧齒錐齒輪進行空冷,待完全冷卻到室溫后,在主動弧齒錐齒輪的螺紋端部對準軸的中心部位進行線切割,切割的長度及厚度分別為55mm、15mm,如圖6所示。切割好的樣塊實物如圖7所示。將線切割好的樣塊送交金相檢查室,準備進行硬度檢測。

圖5 試驗料頭調試
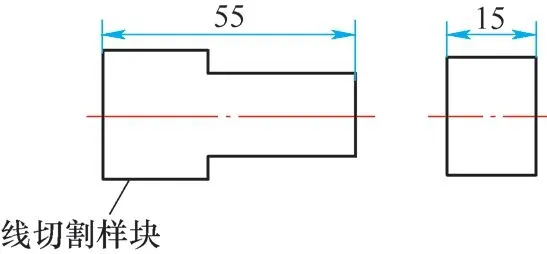
圖6 切割尺寸圖樣

圖7 樣塊實物
之后采用P-2T型金相式樣拋光機進行拋光、清洗,將樣塊烘干吹風干燥后平放在顯微硬度計的檢驗平臺上,調整位置及焦距后實施檢測。要求對樣塊分別在螺紋5mm、15mm、25mm處且距離螺紋牙牙根0.1mm處各取3點進行硬度檢測,在R角處取一點即距離端部0.1mm處進行硬度檢測,在外花鍵5mm、15mm處且距離外花鍵齒根0.1mm處各取3點進行硬度檢測,如圖8、圖9所示。

圖8 檢測部位圖樣
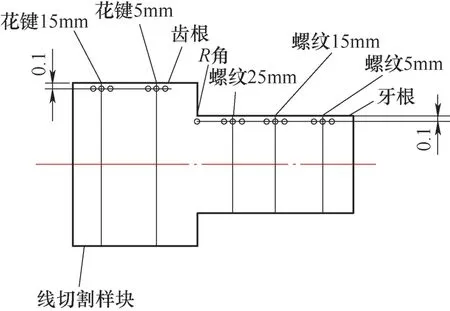
圖9 檢測位置及點數示意
每個班次首件檢驗之后,過程中再增加抽檢一件并記錄硬度數值,結果見表1、表2。

表1 首件檢驗指標匯總

表2 中間過程增加抽檢一件檢驗指標匯總
5 產品感應退火技術指標確認及固化
根據以上優化結果,經過與客戶作技術溝通并獲得批準后,調整主動弧齒錐齒輪硬度技術要求為:外螺紋處的硬度為28~42HRC,外花鍵距離端面5~15mm處為評價區域,其硬度為42~56HRC,而15~25mm為過渡區域只作參考,如圖10所示。

圖10 外螺紋和外花鍵過渡區域技術指標示意
此道感應退火工序結束之后,再對M22×1.5-6g處全長29m m的外螺紋進行檢驗,并作理牙處理。將板牙套入主動弧齒錐齒輪的螺紋并注意與錐齒輪軸線的垂直度,均勻地旋轉板牙,在理牙結束后,再使用螺紋環規檢測螺紋,確保合格件轉序。
以上措施得到固化后,關于外螺紋和外花鍵聯接過渡的R角處出現異常斷裂的情況再未發生,路試試驗通過,目前已經實現了批量量產。
6 結束語
對于類似件的感應退火熱處理,我公司對于分供方也作了如下建議。
1)此道工序必須固定操作人員,以保證產品質量的合格穩定性。
2)需要注意的是,當外界環境溫度<10℃時,需要將紅熱態的主動弧齒錐齒輪放入石棉保溫箱里實施緩慢冷卻,防止由于冷卻速度太快導致裂紋產生。
3)需要考慮感應設備的升級換代。目前,感應設備生產效率高,已經可實現加熱溫度的預防控制、報警、高低溫產品自動分離等功能。對電源的運行狀態及參數實時監控(如淬火能量、電壓、電流、功率、頻率、時間及溫度等),可真正實現實時在線監控[2]。靠更優化的設備來保證大批量產品的質量穩定。
以上建議目前已經被采納并固化在了分供方的作業文件中,實施后,產品質量穩定,未再出現批量質量問題。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48