智能空軌集運動車中梁組焊工藝研究
2022-06-21 02:59:08張文勝邱濤龍梅林飛李斌管洪嚴
金屬加工(熱加工) 2022年4期
張文勝,邱濤,龍梅,林飛,李斌,管洪嚴
中車長江車輛有限公司 湖北武漢 430212
1 序言
2021年6月29日,山東省港口集團有限公司與中車長江集團共同打造的全球首創智能空軌集疏運系統(示范線)在山東青島正式竣工。智能空軌集疏運系統中,集運動車的中梁部件為板材焊接式箱形結構梁。但由于結構尺寸較大,需要分段拼接制作,所以中梁在制作中存在著焊接量大、焊接變形嚴重和成形后矯正困難等技術難題。本文主要介紹了中梁各配件的拼接、組裝、焊接變形控制工藝及裝置設計等內容。
2 產品簡介
集運動車的主要功用是對集裝箱進行提升后,通過空軌進行轉運。集運動車的設計要求是自重輕、剛度大、承載大。車架由中梁、側梁、端梁、枕梁、提升卷揚橫梁及防搖卷揚支座等部件組成,如圖1所示。

圖1 集運動車
3 中梁制作工藝及裝置
集運動車車架中梁為板材焊接式箱形結構,由上下蓋板、中梁腹板、中梁隔板等組成,要求自重輕、承載大。根據承載分析,相應部位采用不同厚度的板料進行拼接,并形成15mm的撓度,由于產品結構尺寸較長,焊接量大,成形后變形不易矯正,因此各類變形需在制作過程中進行嚴格控制。
3.1 中梁蓋板的制作
(1)上下蓋板拼接 中梁長度尺寸為14464mm,上下蓋板均由兩塊工藝件拼接而成。拼接后必須嚴格控制焊后產生的平面和旁彎變形,保證拼接后的尺寸及形狀誤差符合工藝要求[1]。
拼接時,以工藝件長度方向中心線為拼接基準。由于上下蓋板均由兩塊工藝件拼接而成,所以為保證拼接蓋板長度尺寸,需在工藝要求尺寸基礎上預留3mm焊接收縮量。點焊時,先對焊縫兩端進行點焊,復查點焊收縮對直線度的影響后,再順序完成整條焊縫的點焊。
(2)焊接工藝及變形控制 材料板厚為12mm,對接焊縫兩邊加工雙面45°X形坡口,留2mm鈍邊,拼接時留1.5mm拼接間隙,保證焊縫的熔透性。焊接方式采用手工CO2氣體保護焊。焊接前,先在焊縫兩端加裝引弧板,以保證有效焊縫的焊接質量。除了采用螺旋壓緊裝置對焊縫兩側進行剛性固定外[1],還需在焊縫部位預制8mm反變形量,然后再進行焊接操作,以保證焊接后的平面度。變形控制裝置如圖2所示。

圖2 變形控制裝置
正面坡口焊縫的焊接,采用打底焊加蓋面焊兩次成形的方式,打底焊需保證焊縫的熔透性,層間焊縫需利用角磨機進行雜質清理,以保證焊縫質量[2]。利用碳弧氣刨對反面焊縫進行清根處理,并使用角磨機打磨干凈,確保清除焊縫雜質及缺陷。同時,利用工裝壓緊,并預制4mm反變形量后再進行焊接,確保焊后板料的平面度。
3.2 中梁腹板制作拼接及焊接變形控制
(1)腹板拼接 腹板由5塊工藝件及加強圈組成,為減輕結構重量,兩端工藝件的厚度為12mm,中間工藝件的厚度為16mm,焊縫為雙面45°X形坡口,并留2mm鈍邊。拼接時,以腹板內側為平面基準,下邊為撓度基準。
拼接前,在拼接平臺上通過放樣,劃出定距15m m撓度和兩端下沉4m m曲線作為腹板拼接基準。在對應各工藝件兩端下方,設置兩點定位裝置,保證拼接曲線撓度(見圖3)。
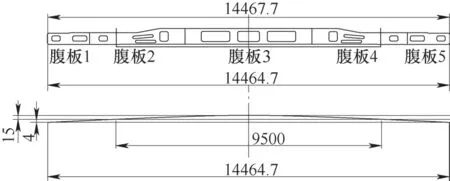
圖3 腹板拼接及定位
拼接時,先調整各工藝件間的拼接間隙為2mm,保證配件長度尺寸后,預留焊接收縮余量。由于焊縫數量多,所以根據實踐經驗,總長度預留10mm收縮余量。定位焊方式與蓋板相同。
(2)焊接工藝及變形控制 因為工藝件厚度分別為12mm和16mm,所以焊縫焊接量大,焊接變形嚴重。為此,兩端焊縫預制8mm反變形量,中間焊縫預制10mm反變形量,以保證焊接后平面度。采用打底焊、填充焊和蓋面焊三次成形的方式進行正面焊接。反面焊工藝與蓋板拼接反面焊工藝相同[3]。
3.3 蓋板和腹板焊縫質量檢測
蓋板和腹板的各拼接焊縫為整個產品的關鍵位置焊縫。焊縫焊接完成后,切除兩端引弧板,并打磨光滑,避免影響焊縫整體質量。焊縫質量除了利用焊縫檢測尺進行外觀質量和尺寸檢測外,還需采用超聲波B級無損檢測進行內部質量檢測。
3.4 中梁組裝工藝及裝置
(1)裝置主體 裝置主體采用兩件510H型鋼對接成箱形結構,保證其具有足夠剛度和結構的穩定性,從而保證組裝時定位準確可靠。兩端采用圓盤并與工裝翻轉電動機相連,通過插銷與圓盤上柱孔配合控制翻轉角度。在左右內側對應中梁內隔板位置設置多個螺旋夾緊裝置,如圖4所示。
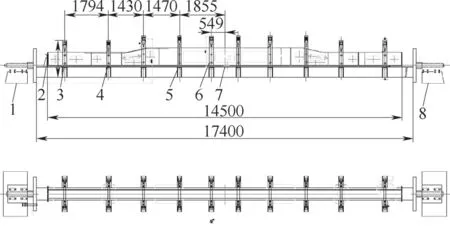
圖4 中梁組裝與翻轉裝置
(2)中梁下蓋板定位與支撐 以工裝平面為基準,分別設置高4mm的定距支撐和高15mm的撓度支撐,以控制中梁組裝時的曲線參數。在其中縱向和端部一側,分別設置中梁下蓋板橫向定位和端部定位,并分別在各定位對應部位設置螺旋夾緊裝置。組裝時,先定位下蓋板,利用以上各支撐、定位和夾緊裝置對下蓋板實施定位、夾緊,并以此作為整個中梁組裝的基準。
(3)腹板組焊 中梁下蓋板定位后,先組裝中梁內隔板,再分別組裝左右腹板。組裝腹板時,縱向以其中心線與下蓋板縱向中心線為基準,橫向以中梁內隔板為定位,分別在其上方和兩側施加夾緊力。組裝定位焊采用從中間對稱依次向兩端進行的方式[3]。
兩側腹板組裝完成后,再進行內部各部件的組焊。為控制沿中梁高度方向和水平方向的焊接變形,必須利用工裝兩側和上方的各壓緊裝置對中梁進行夾緊固定,采用分段、對稱焊接的方式進行,待所有焊縫冷卻后,拆除上方壓緊裝置,組裝中梁上蓋板。待中梁上蓋板組裝完成,整體形成箱形結構后再進行所有外部焊縫的焊接,以便于控制中梁整體焊接變形。
(4)中梁上蓋板組裝 組裝中梁上蓋板時,其橫向、縱向中心線均應以下蓋板為基準。由于上蓋板呈階梯形,兩側均有兩次折彎,因此為保證折彎部位與腹板轉角的配合,更應嚴格按照從縱向中心開始依次向兩端連接的定位焊順序。
(5)中梁焊接及變形控制 中梁組裝完成后,首先利用所有的夾緊裝置對中梁整體進行剛性固定,再進行所有外部焊接作業,如圖5所示。

圖5 中梁組焊
由于中梁的長度較長,剛性相對較差,焊接量大,整個中梁易產生沿水平方向的橫向彎曲變形和沿垂直方向的撓度變形。
為控制中梁橫向的彎曲變形,焊接時應采用橫向對稱、分段、同步焊接的方式。嚴格控制兩側的焊接電流、電弧電壓、焊接速度等參數,使兩側產生的焊接應力相對抵消,以控制中梁水平方向彎曲變形。
為控制中梁垂直方向的撓度變形,可采用下蓋板與腹板焊接一定長度后,翻轉中梁,再進行上蓋板與腹板同等長度的焊接,使上下蓋板與腹板焊接產生的焊接應力相抵消,以控制垂直方向的焊接變形。待中梁所有焊縫徹底冷卻后,輔助振動、敲打等方式削除焊接應力后,方能拆除夾緊裝置[4]。
(6)中梁檢測與交驗 尺寸檢測:利用組裝裝置上各檢測基準檢測撓度值15mm、下沉4mm等工藝參數。
焊接質量檢測:利用焊縫檢驗尺檢測外部角焊縫高度10mm是否達到焊接工藝要求;再利用磁粉檢測,確認焊縫是否存在裂紋等焊接缺陷。
4 結束語
在后續的生產過程中,發現將拼板焊縫由雙面45°X形坡口改為單面60°V形坡口,更易于反面焊操作,進一步提高了焊縫質量;剛性固定法配合反變形的方式控制焊接變形效果較好。但研究中也存在有待探索之處,如拼板焊縫埋弧焊的應用等,未來將通過生產實踐作進一步的研究探索。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39