LED指示燈網線端口針腳折彎整形切料裝置設計
2022-06-21 07:11:10張文義李淑香肖國華
中國新技術新產品 2022年5期
張文義 李淑香 溫 瑞 肖國華
(1.蕪湖市愛三迪電子科技有限公司,安徽 蕪湖 241000;2.河南省計量科學研究院, 河南 鄭州 450000;3.浙江工商職業技術學院, 浙江 寧波 315012)
0 引言
隨著電子行業中液晶顯示技術的迅速發展,液晶顯示器特別是彩色液晶顯示器的應用領域不斷拓寬。在該市場領域,LED發光二極管元器件作為液晶顯示技術的背光源,在將LED發光二極管焊接到電路板上之前,由于工藝要求,需要對LED元器件進行管腳剪切、折彎等處理,以滿足生產需要。傳統生產大都采用手工剪切或者折彎的方式,效率低下,而且生產出的產品質量參差不齊,難以保證。該文設計了一種自動化的插針折彎切腳裝置,即將LED燈腳的折彎與剪切工作集成到一臺機器上,剪切時將LED燈腳置入特定模具中,從而保證了LED燈腳的良品率。
1 帶LED指示燈網線端口結構
如圖1所示,帶LED指示燈網線端口由3個零件構成,即1個插口塑件本體和2個帶長針腳LED指示燈。2個LED指示燈中,每個長針腳既是電極又是緊固件,針腳插入對應的針腳孔后,須進行折彎并緊貼插口本體背面,且無反彈。采用手工插針方式插針腳后,由于折彎力度不夠,針腳折彎不到位,易出現反彈,導致后期該組裝件的裝配品質不高、組件報廢數量多,從而造成經濟損失。且手工插針人力成本高,經濟效益差,因而亟需使用一種自動化的插針裝配機來解決此問題。
2 自動化插針裝配機結構
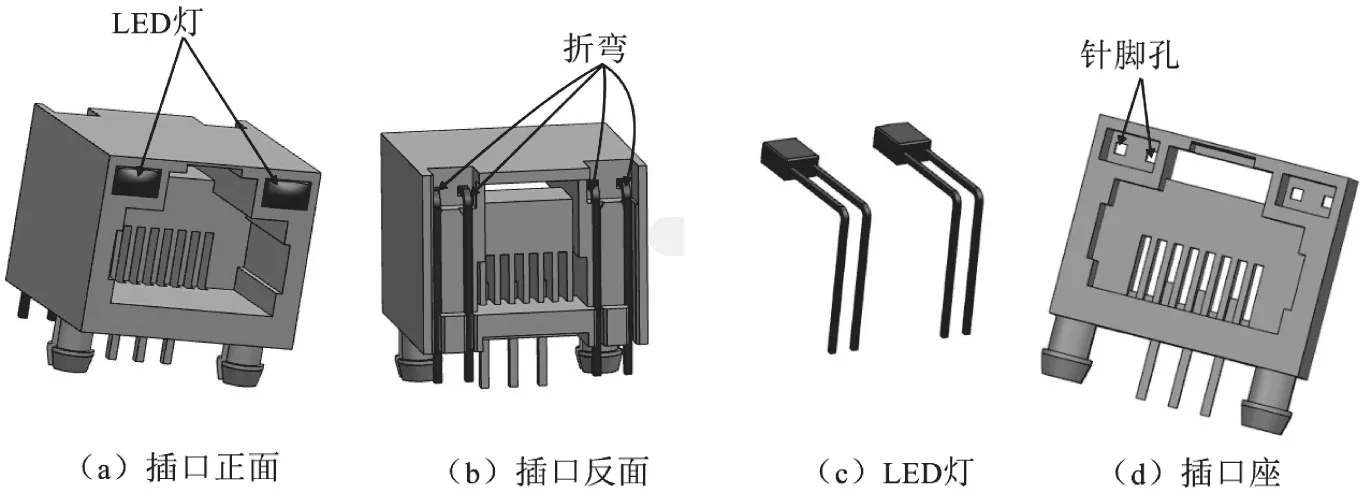
圖1 LED指示燈
在LED燈針腳的自動化生產工藝中,其生產設備必須具備的功能如下:①可自動送料,操作輕松便捷;②設備電控機械夾治具須采用高端材料,并針對材料進行熱處理,具有耐磨性、耐久性,使用壽命較長;③設備運作可通過PLC程序自動控制,完成自動送料、自動插針和自動成型,自動化程度高,機械結構完整,生產效率高(為40pcs/min~50pcs/min)。
該文的自動化插針裝配機整體結構設計如圖2所示。裝配機由8個部分組成,分別為氣源及氣源控制總成、推桿送料機構、進料機構、單個分揀機構、折彎機構、料槽通道、復壓切腳機構和工作承載臺。
裝配機的工作原理如下:第一步,專用插針機將2個LED指示燈插入插口塑件本體后,通過夾送機構將其送入進料機構內并排隊等候;第二步,專用振動盤將LED指示燈輸送至單個分揀機構內,由單個分揀機構將單個插好燈的插口塑件本體輸送至料槽通道端口;第三步,推桿送料機構將插口塑件本體推送至折彎機構的下端沖壓折彎工位;第四步,折彎機構的下端沖壓折彎部件將LED指示燈的4個針腳折彎;第五步,復壓切腳機構對折彎后的4個針腳進行復壓切腳整形,使其緊貼插口塑件本體,確保不反彈變形;第六步,推桿送料機構將復壓好的LED指示燈插口塑件本體推送至料槽通道尾端斜槽,完成帶LED指示燈插口塑件本體的插針、折彎、整形過程。
該文還對設備進行了后期功能改造和功能擴展,實現了功能的多元化,具體功能如下:①可對料帶式方針、方針、扁針、圓針、端子、端子盤、銅包鋼針、銅包鐵方針、鍍金方針、鍍錫方針以及鍍銅方針等針型件的裝配進行裝針;②可進行單排插針、雙排插針、多排插針、折查等非標工藝定制;③可根據產品實際需求定制各種針間距;④擴展功能與動作包括:鉚針、鉚壓、打針、插針、鉚針、預插、打斷、折費料、折彎、切斷、整針、數針、缺針、光纖檢測、智能檢測、總計數、送料、良品、不良品、鉚露和裁切等。
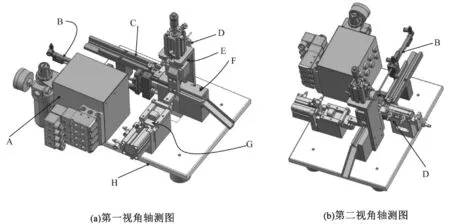
圖2 自動化插針、折彎、整形裝配機
3 分機構設計
3.1 氣源及氣源控制總成
氣源總成和推桿送料機構設計如圖3所示。氣源中須設置壓力表和一體式濾清,以保證氣源的穩定性和安全性。控制推桿送料機構、單個分揀機構、折彎機構、復壓切腳機構的4個電磁閥分別為閥V1、閥V2、閥V3和閥V4。電控箱用于管理整個平臺的電源分配以及氣源總成和控制閥的安裝。根據現實情況,氣源的使用特點和要求如下:①配氣的誤差允許上下波動幾十個ppm(<50ppm);②須做到兩路氣源的穩定輸出和混合,一旦調好后能長時間保持穩定;③氣路須加裝氣體穩壓閥和穩流閥、氣體質量和流量控制器,最后通過皂膜流量計來調節流量。
3.2 推桿送料機構
該機構的作用是用變軌將LED指示燈網線端口送到折彎/切腳工位上。該機構的組成件包括圖3中的件4~件12。2個不同的支座塊安裝于工作臺上,兩者之間設置有2個導桿,在導桿上通過滑套再安裝滑動塊,滑動塊的前端設置一根推桿。推桿的作用是將LED指示燈網線端口從單個分揀機構上滑動塊槽內的LED指示燈網線端口起始位置推送到料槽通道上用于折彎/切腳的工作工位上。行程開關的作用是控制推桿的推出行程。
3.3 進料機構
變道送料和折彎切腳機構設計如圖4所示。進料機構的作用是將振動盤振動送來的LED指示燈網線端口傳送至單個分揀機構的前端,該機構由送料軌道及兩個支腳塊構成。
3.4 單個分揀機構
在送料軌道的末尾段安裝有單個分揀機構,其作用在于通過變換軌道氣缸將送料軌道上的LED指示燈網線端口傳送到出料軌道上。變換軌道氣缸搭設于變道氣缸臺上。變道氣缸臺內設置有滑動槽孔。滑動槽軌的前端設置有LED指示燈網線端口仿形槽,便于變換軌道氣缸將LED指示燈網線端口單一取走并傳送至送料軌道。變換軌道氣缸通過螺紋套和連接板來調整滑動槽軌移動的長度。
3.5 料槽通道
該機構主要由出料軌道和折彎墊板構成。出料軌道上設置有仿形送料通道,仿形送料通道中部設有折彎與剪切工位。出料軌道上設有折彎墊板,折彎墊板上設置有供LED燈腳折彎的折彎通道。
3.6 折彎機構
折彎機構位于折彎與剪切工位上方,該機構上設有彈簧壓塊、折彎機構沖頭與整理滾輪。整理滾輪上設有與LED燈腳同寬的開槽,以確保在對LED燈腳進行整理滾動時,整理滾輪不會因發生位移而影響產品質量。折彎機構沖頭設有折彎通道,LED燈腳放置于折彎通道內。為提升工作效率,一個折彎機構沖頭通常設有4條折彎通道,可同時容納4根LED燈腳。當LED指示燈網線端口通過變換軌道氣缸從送料軌道被轉至出料軌道,再被送至折彎與剪切工位上后,折彎機構沖頭首先進行折彎工作。LED燈腳在折彎通道內呈豎直狀,折彎氣缸給予折彎機構沖頭壓力后,豎直狀的LED燈腳被折彎成L狀,同時出料軌道上的整理滾輪會對其進行整理,確保LED燈腳其余部位不變形。
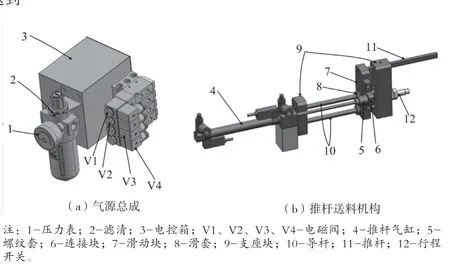
圖3氣源總成和推桿送料機構
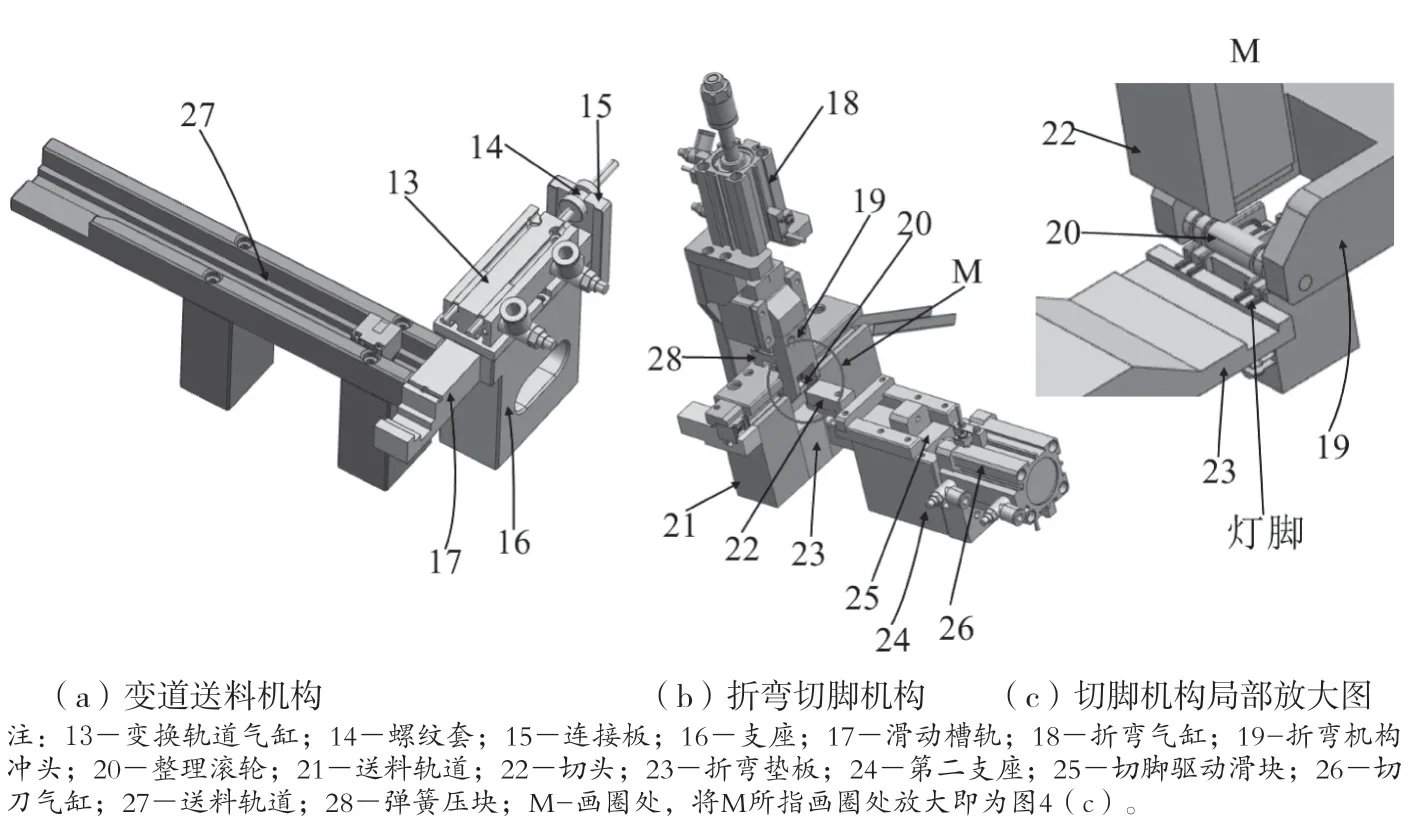
圖4 變道送料和折彎切腳機構
3.7 復壓切腳機構
該機構的切腳工作部件為切頭,切頭的驅動件為切腳驅動滑塊。切腳驅動滑塊上以螺絲鎖緊的方式安裝切頭,切頭設置于切腳驅動滑塊25的前端,切腳驅動滑塊由切頭氣缸驅動。該機構的作用是待LED燈腳折彎完成后對多余部分進行修剪。此時切刀氣缸會帶動切頭進行剪切,剪切原理如下:切頭上設有第一切頭斜面,同時在出料軌道上設有第二切頭斜面,如圖4中M放大圖即圖4(c)所示。當LED燈腳被放置于第一切頭斜面與第二切頭斜面時,其即可在切刀氣缸的作用下被快速剪切。待折彎與剪切工作完成后,LED燈腳從出料軌道一側設置的出料斜梯上流出,進入下一步工序。
4 外圍設備
該文的自動化LED針腳插針折彎設備可將連接器針腳插入模型,并在后續的組裝過程中還可以將連接器的各個部件組裝在一起,在整機系統設計中,根據對象產品不同檔次的功能要求,在插針折彎的同時,某些產品還須滿足對LED燈針腳按照連接器的需求進行拆查、導角等多種功能,連接器自動化插針設備采用基于可編程中斷控制器(PIC單片機)控制的可編程邏輯控制器(PLC)進行控制,以接收各種信號,并向各執行機構發出指令。該自動化設備中還配備傳感器等信號采集器,以監視設備中每一執行機構的運行情況,并經判斷后發出下一步的執行指令。對于高端客戶,該設備還需要配置顯示、記錄設備運行情況,并可供操作者向設備發出指令的人機界面。為符合裝配的生產過程,得到預定的尺寸精度及功能成品,該設備的外圍還需附加以下裝置:①零部件定向排列、輸送、抓取系統。將雜亂無章的零部件通過振動盤或柔性供料系統按便于機器自動外理的空間方位自動定向排列,隨后順利輸送到后續的抓取機構,為后續機械手進行抓取做準備;②抓取-移位-放置機構。將抓取機構定點、定位好的部件抓住或用真空吸住,隨后移動至裝配工作治具中;③折彎工作機構。完成裝配工作的主動作;④檢測機構。對該設備折彎裝配好的半成品進行檢測,如缺零件檢測、尺寸檢測、缺損檢測、功能檢測以及清料檢測等;⑤流水工件的取出機構。將裝配好的合格部件、不合格部件從設備上分類取出。
5 結語
針對LED指示燈網線端口組件LED燈針腳插針后需要折彎、整形和切針腳的組裝需要,該文設計了一種折彎整形和切針腳的自動化設備。該設備由氣源控制總成、推桿送料機構、進料機構、單個分揀機構、折彎機構、料槽通道、復壓切腳機構、工作承載臺共8個部分組成,其中關鍵機構為折彎機構和復壓切腳機構。折彎機構利用一個氣缸驅動滑塊式沖頭自上而下將LED燈針腳進行折彎,復壓切腳機構對折彎針腳進行精確整形,切頭對多余針腳進行切除。該設備結構簡單,操作性好,既可以進行手動操作控制,也可以用于自動化流水線中間工位。
