AB-VH32-60 低溫鋼FCAW 焊接工藝研究
2022-06-16 07:16:40金興林唐菊萍
南方農機 2022年12期
金興林 , 唐菊萍
(1.江陰天江藥業有限公司,江蘇 江陰 214400;2.江蘇省江陰中等專業學校,江蘇 江陰 214400)
低溫鋼一般指低溫工作環境(-253 ℃~-20 ℃)焊接結構用鋼。應用較廣的低溫鋼容器、管道和結構件,如液化石油氣儲罐、石油化工低溫設備及其他冷凍設備等。低溫鋼的低溫韌性一般是通過合金元素的晶粒細化、固溶強化、正火或正火加回火處理以細化晶粒和均勻組織保證的。AB-VH32-60 鋼可用作-60 ℃低溫用鋼,控制碳含量并嚴格限制S、P 含量,可獲得較好的低溫韌性。根據該鋼特點,本試驗專門設計了焊接坡口,進行AB-VH32-60 低溫鋼FCAW焊接工藝試驗。
1 低溫鋼的焊接性能
由于不含Ni的低溫用鋼其含碳量低、其他合金含量也不高,脆硬和冷裂紋的傾向小,因而具有良好的焊接性,一般可以不用預熱,但應當避免在低溫下焊接。含鎳低溫鋼由于添加了Ni,增大了鋼的淬硬性,但不顯著,冷裂紋傾向也不大;當板厚較大時,應采用適當的預熱。Ni可能增大熱裂紋傾向,要嚴格控制鋼及焊接材料中的C、S 和P 的含量,采用合理的焊接工藝,以增大焊縫成形系數,可以避免產生熱裂紋。因此,保證焊縫和粗晶區的低溫韌性是焊接時的關鍵。
低溫鋼焊接的關鍵是要保證接頭具有良好的低溫沖擊韌性。由于母材含碳量較低且具有良好的韌性和塑性,其接頭的薄弱環節一般是在熔合線和焊道部位,因此低溫鋼焊接時應注意晶粒細化問題,晶粒越細,韌性越好。奧氏體和鐵素體的低溫鋼,其晶粒尺寸對低溫鋼韌性有較大的影響,通過對低溫鋼進行焊接并獲得細晶粒的組織,一般要用小的預熱量進行焊接,還要控制好道間溫度不宜過高,以防止金屬過熱而導致韌性下降情況的發生。
AB-VH32-60 低溫鋼的焊接性分析如下:
盡管AB-VH32-60 低溫鋼具有較好的焊接性,但是焊接操作不當也會有導致一些問題的發生[1-3]。該材料存在焊接時對焊縫裂紋不敏感,易產生氣孔和夾渣,尤其是焊接接頭的焊縫中心低溫沖擊韌性偏低。AB-VH32-60 鋼的化學成分和力學性能分別如表1、表2 所示。

表1 AB-VH32-60鋼的化學成分 (%)

表2 AB-VH32-60鋼的力學性能
2 焊接工藝
2.1 材料和焊接方法
試驗采用的母材為AB-VH32-60 鋼。試板的規格:500 mm×150 mm×16 mm 的板材6 塊,焊接材料、焊材化學成分、焊材力學性能如表3、表4 和表5所示。本試驗采用山東奧泰公司的NBC-500 逆變式CO2氣體保護焊機進行接頭試樣焊接。

表3 焊接材料

表4 Supercored 81-K2 焊材的化學成分 (%)

表5 Supercored 81-K2 焊材的力學性能
2.2 焊接接頭形式
設計的焊接接頭有橫對接、立對接和平對接+仰對接三種形式,坡口角度尺寸焊縫成形如圖1、圖2、圖3 所示。
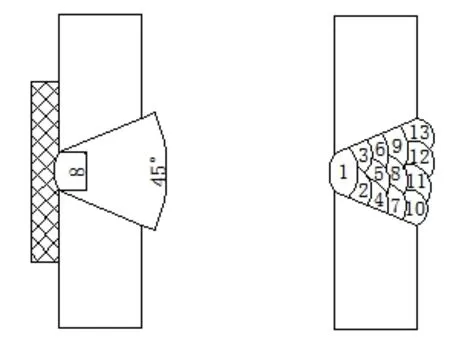
圖1 橫對接
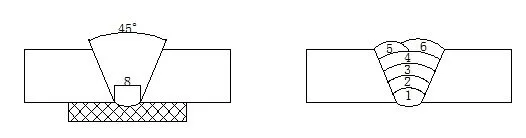
圖2 立對接
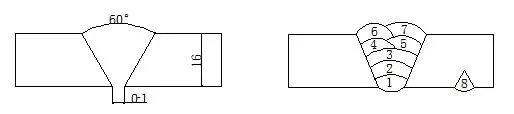
圖3 平對接+仰對接
2.3 焊接工藝要領
焊接前不需要預熱,當溫度低于0 ℃時,需要加熱溫度至20 ℃以上。采用多層多道焊,控制焊縫寬度在16 mm 以下,厚度在3 mm~4 mm[4-6]。對于影響焊接質量的缺陷,應用砂輪打磨清除。
焊接時焊條盡量不要擺動。應采取窄焊道、多層多道焊形式,焊接電流不宜過大,宜用快速多道焊以減輕焊道過熱的情況,并通過多層焊的回火焊道作用細化晶粒。多道焊時,要控制道間溫度,采取小熱輸入焊接,二氧化碳電弧焊的熱輸入應控制在0.8 kJ/mm~2 kJ/mm范圍內。
為控制焊接變形,采用反變形及分段退焊的焊接順序[7-10]。盡量采用兩人對稱焊接,焊接過程中發現有變形,應調整焊接順序,角變形一側凹陷就停止焊接,待凸一側焊接沒有發現形變再進行焊接。
AB-VH32-60 低溫鋼焊接的參數如表6、表7 和表8所示。

表6 橫對接焊接參數

表7 立對接焊接參數

表8 平對接+仰對接焊接參數
焊后處理。AB-VH32-60 低溫鋼焊接時應注意避免弧坑、未焊透及焊縫成形不良等缺陷的產生。焊后應認真檢查并及時修復表面及內在缺陷。低溫下缺陷引起的應力集中將增大結構低溫脆性破壞傾向。焊后消除能力處理可以降低合金低溫鋼焊接產品的脆斷危險性。對于有弧坑裂紋的接頭,使用砂輪打磨接頭呈45°~60°的斜坡,并避免出現深而窄的坡口。
3 試驗結果分析
3.1 無損檢測
對試驗中的橫、立對接縫進行無損檢測。按照CB/T 3558—2011射線檢測標準進行100 %RT檢測,并按照CB/T 3958—2004滲透檢測標準進行100 %PT檢測,試樣無裂紋、未焊透、氣孔等缺陷,試樣均為I級合格。
3.2 試板的力學性能測試
3.2.1 拉伸試驗
根據勞氏船級社(LR)的標準,在試件的接頭部位截取部分作為試樣進行拉伸試驗。并在3 塊試板上分別進行拉伸試驗,焊接試板的抗拉強度如表9所示。
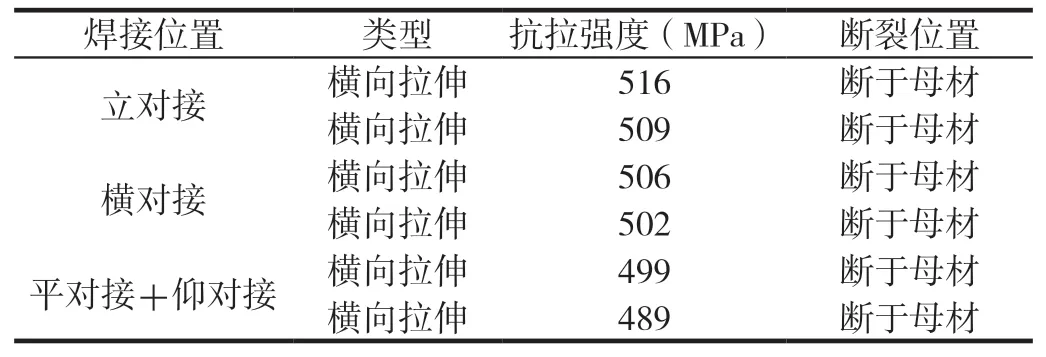
表9 試板橫向拉伸結果
3.2.2 彎曲試驗
按照勞氏船級社標準規定對試板進行力學方面的性能試驗,其彎曲性能檢測結果表明,試板接頭的強度比母材的強度略高。橫向側彎12 組,彎軸直徑100 mm,彎角180°,試板厚度16 mm,彎曲試驗到規定的角度后,焊接接頭沒有出現開口缺陷,試板的橫向彎曲、拉伸性能試驗結果均符合勞氏船級社的標準。
4 結束語
通過以上的焊接試驗可得,試驗數值均符合試驗前的預期結果。AB-VH32-60 構件焊縫表面無可見的裂縫、氣孔和咬邊等缺陷情況,通過對現場板料進行MT和UT探傷,結構檢驗合格率為100 %,工藝評定取得了挪威船級社(DNV)的認可。對于AB-VH32-60 這種特殊類型LPG 船用低溫鋼材,其焊接性能一般。可見該材料焊接的關鍵是要保證焊縫和粗晶區的-60 ℃低溫韌性。應選取高質量焊材并精確控制焊道間的層溫和熱輸入,以解決低溫鋼易產生裂紋和焊縫低溫沖擊韌性下降的技術難題。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02