X射線檢測工藝中的材料等效值及應用研究
2022-06-15 07:29:56汪榮華劉文波
長沙航空職業技術學院學報 2022年2期
汪榮華,劉文波
(1.國營蕪湖機械廠,安徽 蕪湖 241000;2.南京航空航天大學自動化學院,江蘇 南京 210000)
目前,國內外在X 射線檢測中對現場檢測的一些等效值有一些研究,給出了多種材料的射線透照等效參數、透照方法及評級。飛機修理現場檢測中用的像質計以鋼材質為主,其他材質工件需要像質計進行膠片靈敏度是否達標判定,因此需要對不同的材質進行工件材質的等效厚度換算。這些材料如果能夠通過理論的推理得到相對于鋼材料的等效系數,即可通過得到的等效系數將未知的其他材料厚度轉換成已知的鋼材料厚度。這可以在像質計不全的情況下,使檢測進度及檢測質量得到可靠的保證。
像質計不全的問題在射線檢測中是經常碰到的,并且會影響到射線檢測參數的選擇,同時也會影響對工件的靈敏度檢測[1-2],因此射線檢測的相關等效值的研究對于飛機修理實際檢測有很大意義。本研究設計操作簡單、節約成本的實驗方案,對不同材料的等效值開展研究。得到相關實驗結果后,工作中只需要通過理論推導出其他材料相對于鋼材料的等效厚度,就可以從鋼材料的射線檢測拓展到其他不同材料的射線檢測。
1 材料等效值理論分析
一般情況下,鋼材料應用比較廣泛,也是射線檢測研究的一般對象,因此通常都是針對鋼材料制作射線的曝光曲線。若需要檢測其他材料,可以利用射線透照的等效厚度來修正曝光參數。
如果在一定的條件下,同一射線穿透兩種不同材料后的射線強度相同(如圖1),從而使底片的黑度相同,得到的透照效果一樣,對檢測的靈敏度不構成影響,我們稱這種現象為等效。這兩種材料的厚度之比稱為兩種材料的等效系數。
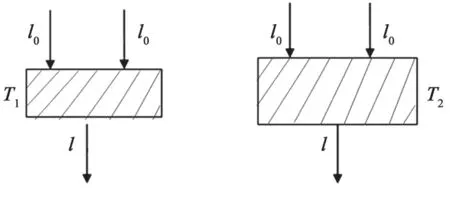
圖1 材料等效系數透照示意圖
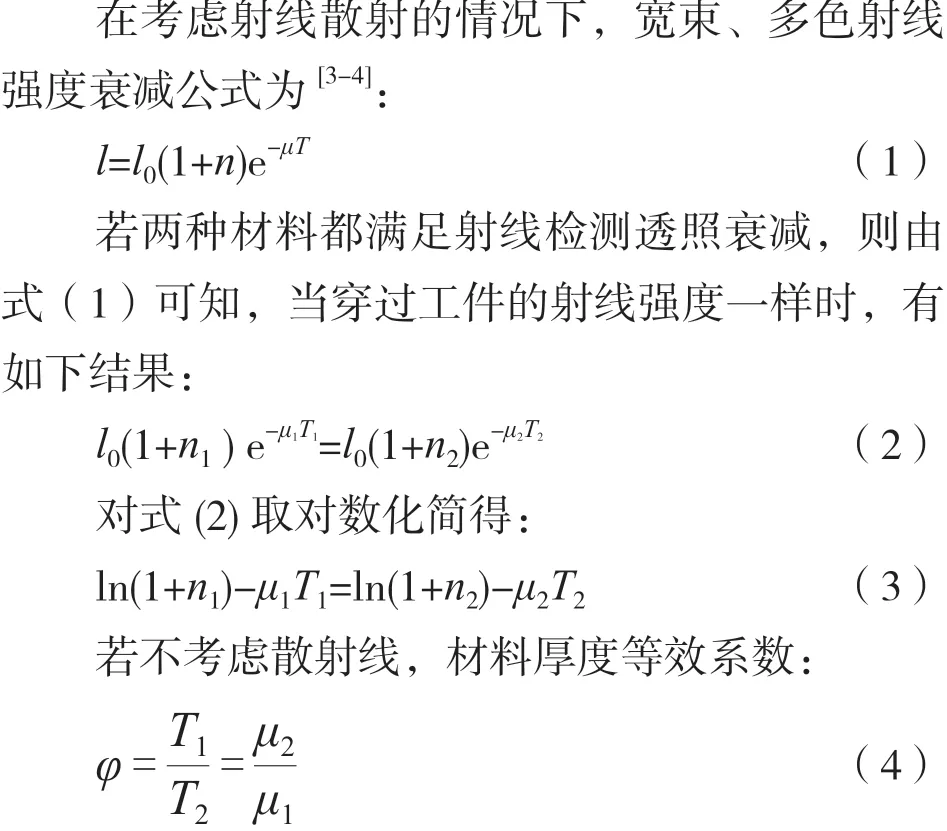
連續譜X 射線透過材料是通過材料對射線的吸收和散射兩種方式進行衰減的[5],所以線衰減系數應該等于線吸收系數和線散射系數之和[6]。在實際的情況中,因為散射線被大量屏蔽,故線散射系數比線吸收系數小得多。因此我們常常忽略線散射系數,線衰減系數μ 可以近似用線吸收系數表示[7]:

以上各式中:K 為一個常數;ρ 為材料的密度;Z 為材料的原子序數;λ 為X 射線的波長;l 為透射射線強度;l0為初始射線強度;T 為穿透物質的厚度;n 為散射比。由式(5)得到常見的材料的線衰減系數,如表1 所示。
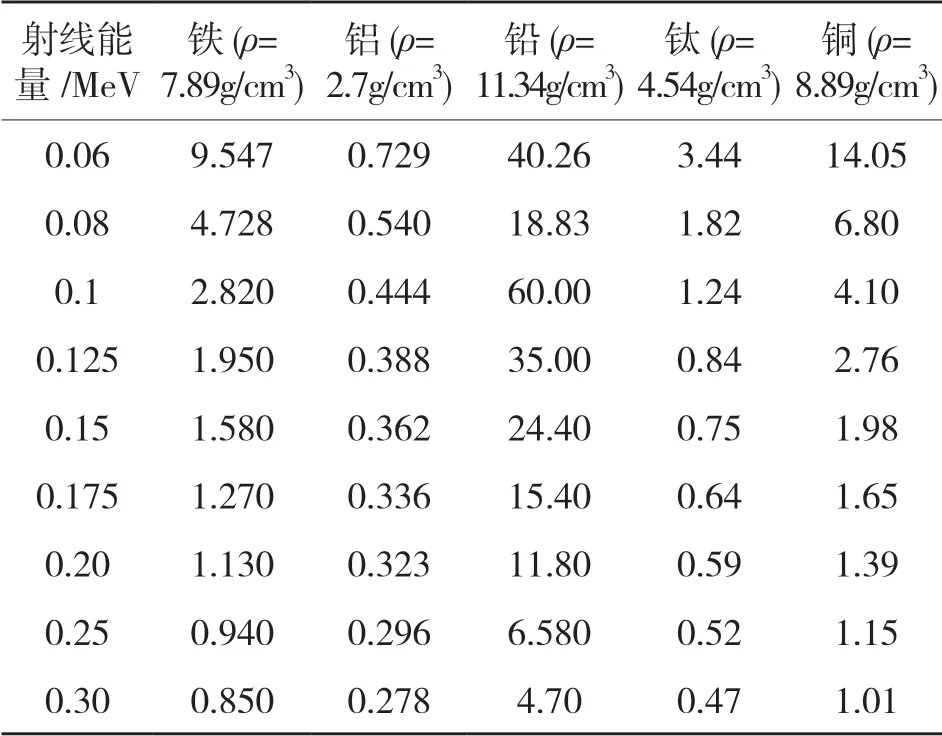
表1 幾種材料的線衰減系數與射線能量的關系
利用上式(4)得到下表2[2]:
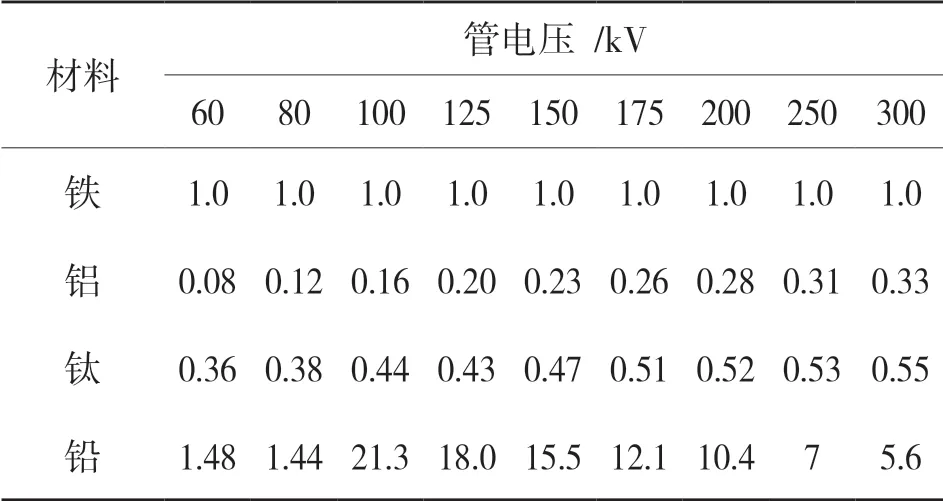
表2 幾種材料的射線照相厚度等效系數
2 實驗驗證
理論分析中得到了關于射線照相的材料等效厚度系數的理論值。以下的實驗是對以上的理論值進行實驗驗證。由于實驗室的材料和條件的限制,本實驗使用鋼材和鈦合金兩種材料進行探究。實驗主要使用射線照相檢測技術,用到的實驗設備有型號XY-3010 射線機、柯達AA400 膠片、鉛箔增感屏、各種數字的鉛字、觀片燈、像質計、黑度計等。本次的實驗器材有兩種材料的階梯試塊。階梯試塊1(鋼:1~10mm,等值間隔1mm 變化)和階梯試塊2(鈦合金:1~14mm,等值間隔1mm 變化)。示意圖如圖2所示,實際工件圖如圖3 所示。
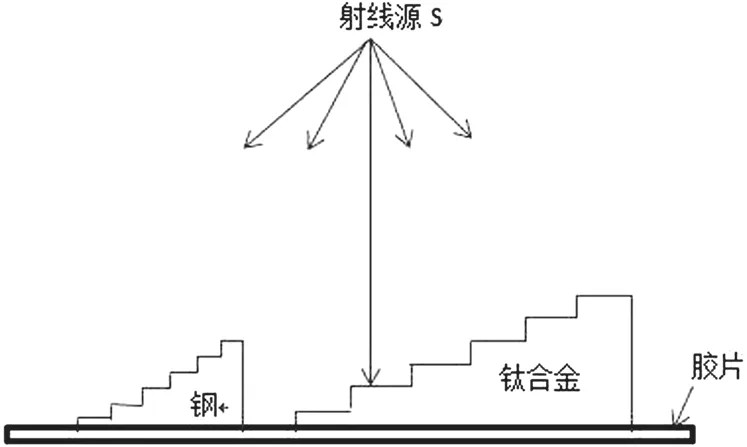
圖2 材料等效系數透照示意圖

圖3 材料等效系數透照實際工件圖
實驗的主要步驟:①在射線透照前設置好需要透照的工件的透照參數。參數為焦距1000mm,曝光量30mA·min(管電流10mA、曝光時間3min),管電壓70kV、90kV、110kV、130kV(本次實驗是測量在不同的管電壓下透照得到的不同底片的黑度值)。②啟動射線機電源,進行預熱并打開冷卻循環水對射線機進行散熱。把需要的標記和像質計擺放在工件合適的位置,并全部放置到射線機的曝光場內。③啟動射線機的高壓,調節射線機的管電壓和管電流,使之滿足我們需要的參數值。④透照完成后,將曝光后的底片暗室處理后晾干,使用觀片燈觀察影像質量是否符合要求。⑤用黑度計測量不同厚度材料的底片的黑度值并填入表3 和表4。
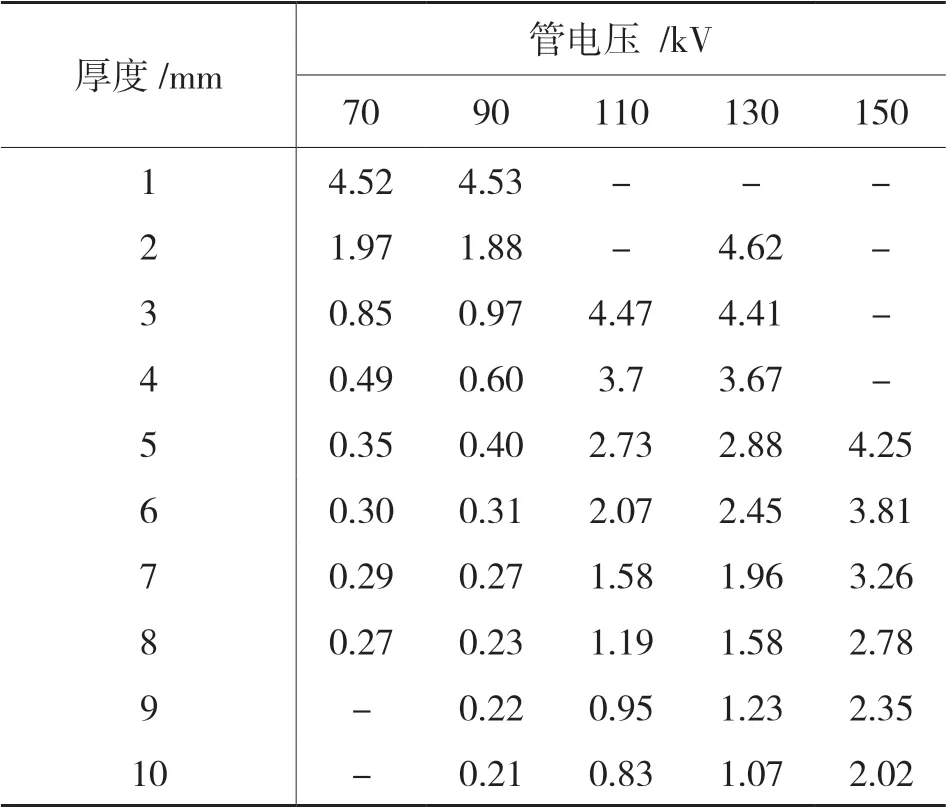
表3 鋼階梯試塊在不同管電壓下的黑度值
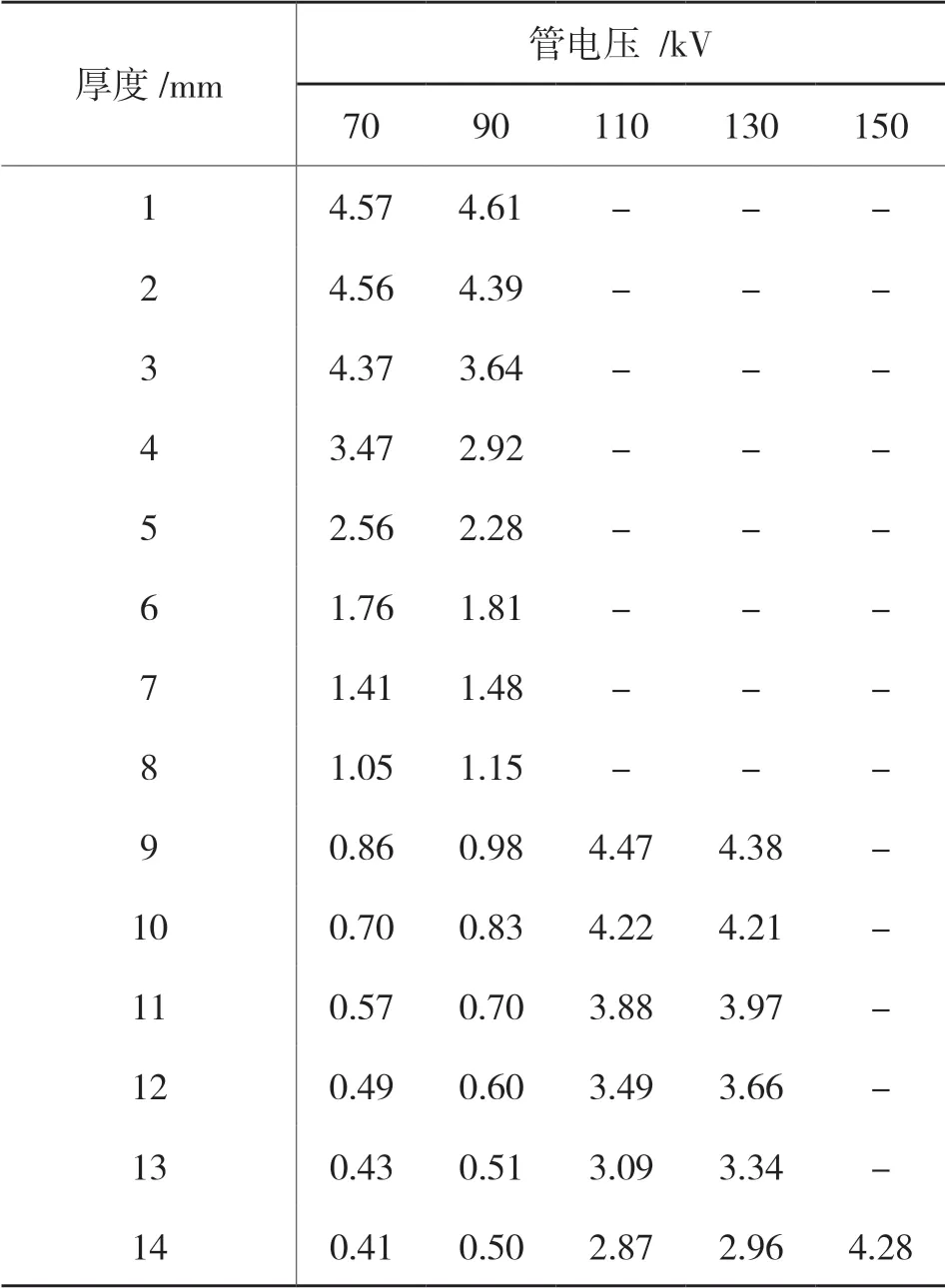
表4 鈦合金階梯試塊在不同管電壓下的黑度值
每次在不同管電壓透照下,可以得到一組關于鋼和鈦合金厚度、底片黑度的數據,每組數據都可以得到一個材料等效系數。將每組數據通過MATLAB 的多項式進行近似擬合。
圖4 是透照參數為管電壓70kV、曝光量30mA·min 的底片的黑度通過多項式擬合的結果。鋼材料的擬合選擇的是五次多項式,鈦合金的擬合選擇的是三次多項式。擬合曲線的橫坐標為材料的厚度,縱坐標為透照后的底片的黑度。
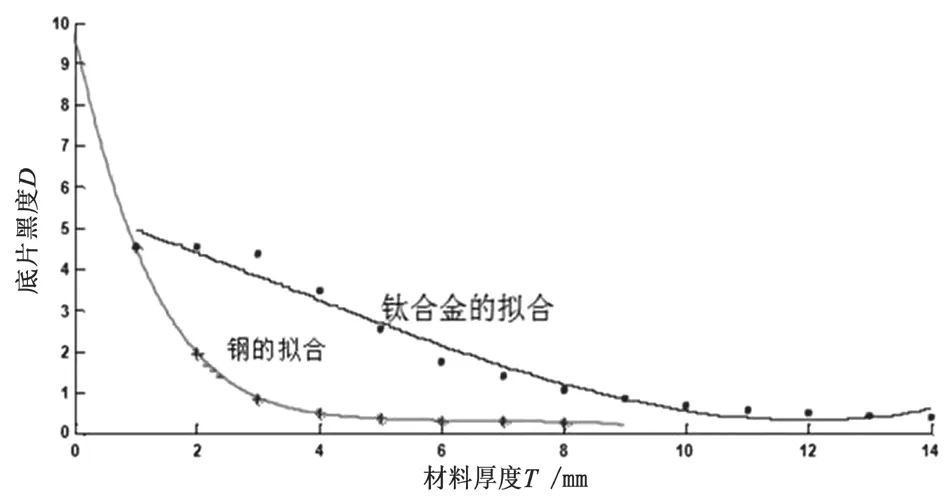
圖4 鋼和鈦合金在70kV 電壓下的擬合曲線
在上圖的擬合曲線中取黑度值為2.0、2.5、3.0、3.5、4.0 對應的不同材料的厚度值,并計算出相應黑度值下的鋼與鈦合金的等效系數。
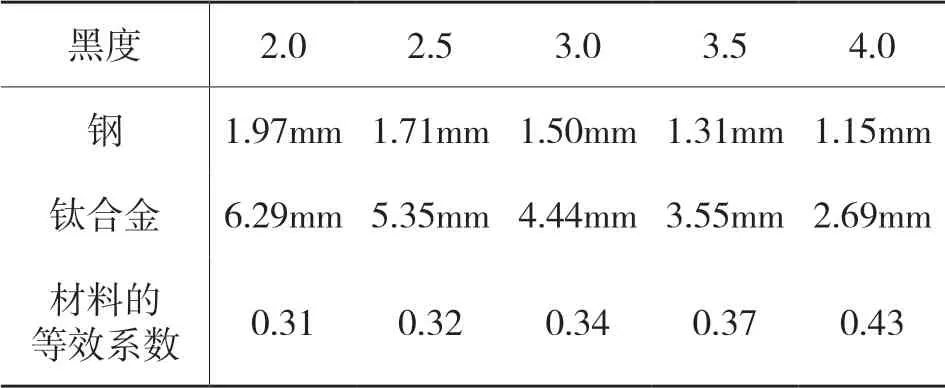
表5 鋼和鈦合金在70 kV 電壓下的厚度值和等效系數
管電壓為70kV 時,不同黑度值的條件下,材料的等效系數平均值是0.354。
以下是不同管電壓下的數據處理,均使用MATLAB 的多項式處理得到如下的擬合曲線。
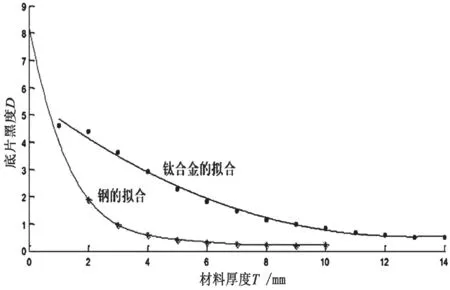
圖5 鋼和鈦合金在90kV 電壓下的擬合曲線
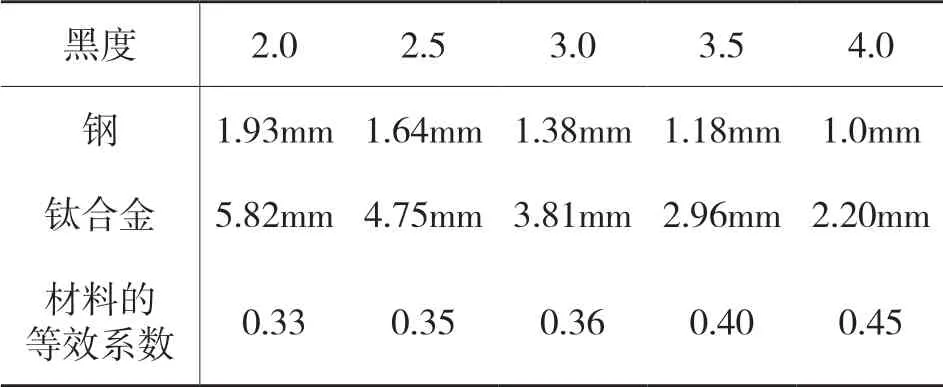
表6 鋼和鈦合金在90kV 電壓下的厚度值和等效系數
管電壓為90kV 時,不同黑度值的條件下,材料的等效系數平均值是 0.378。
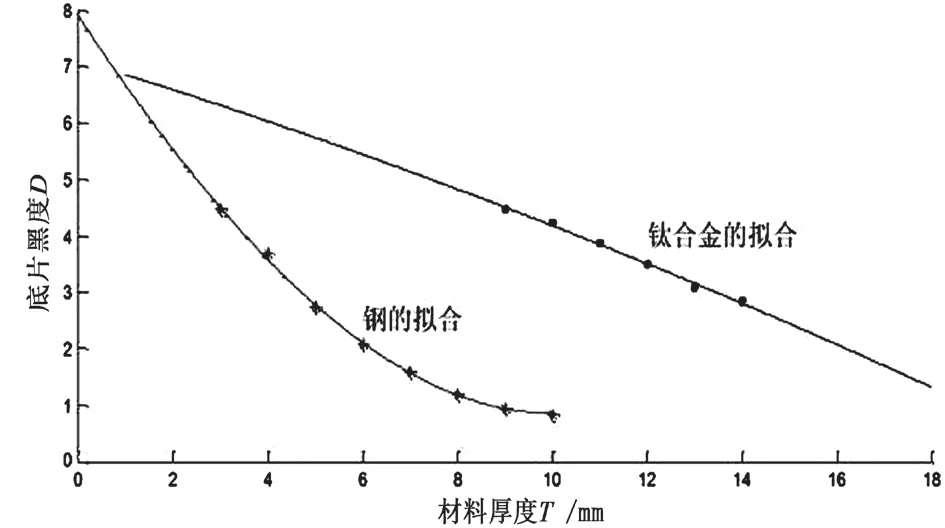
圖6 鋼和鈦合金在110kV 電壓下的擬合曲線
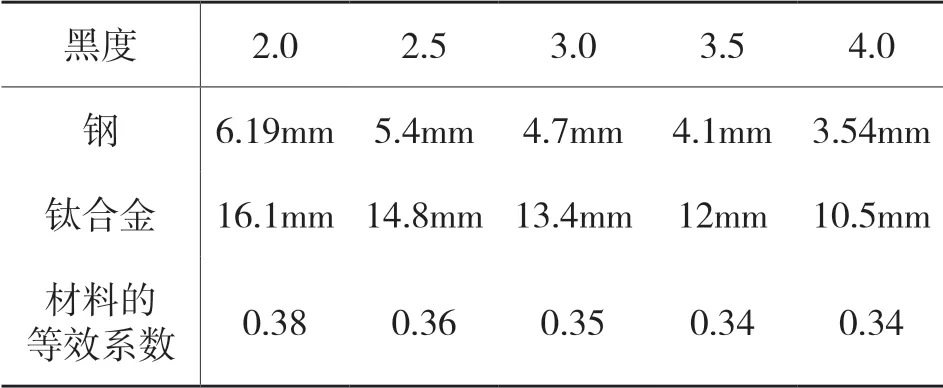
表7 鋼和鈦合金在110 kV 電壓下的厚度值和等效系數
管電壓為110kV 時,不同黑度值的條件下,材料的等效系數平均值是0.354。
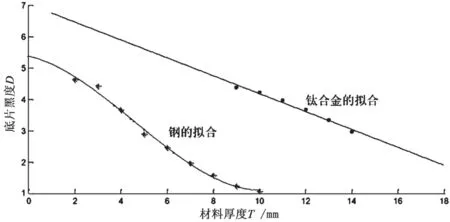
圖7 鋼和鈦合金在130kV 電壓下的擬合曲線

表8 鋼和鈦合金在130 kV 電壓下的厚度值和等效系數
管電壓為130kV 時,不同黑度值的條件下,材料的等效系數平均值是0.356。
對比理論值與實驗值(如表9),發現管電壓為70kV 和90kV 時材料的等效系數能很好地對應,基本符合等效的要求。但在110kV 之后的等效系數中,實驗值與理論值之間有一定偏差。
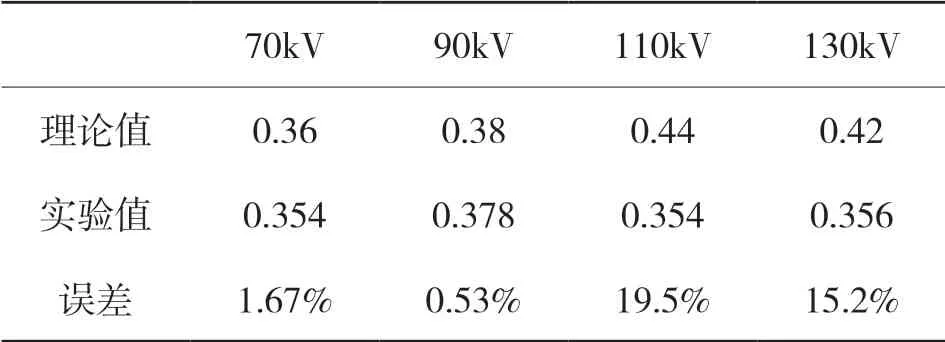
表9 不同管電壓下等效系數理論值與實驗值的對比表
理論分析中我們不考慮散射線的影響,但在實際的實驗檢測中是存在散射的。散射線在射線透照時會增加底片的曝光量,從而對實驗測量的黑度值產生偏差和影響。在理論計算中的線衰減系數是針對單色射線的,但在實際的應用中,射線是連續譜的X 射線。在實際操作中,暗室處理可能有區別,顯影、定影的時間不同,這都可能導致等效系數有一定偏差。
3 結論
材料等效系數的理論值和實驗值能很好地對應,材料等效系數實驗結果基本符合理論計算結果,故在飛機修理過程中可以使用不同材料的X 射線的線衰減系數計算出材料的等效系數。但仍然有一些誤差存在,因為在理論的推導中忽略了散射線對底片的影響,且理論值推導中X 射線的線衰減系數是針對單色射線的,而實際的射線都是連續譜的。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55