625 復(fù)合鋼管線焊接技術(shù)
2022-06-15 03:20:04陳不友袁啟東張凱峰
機(jī)電設(shè)備
2022年2期
陳不友,袁啟東,張凱峰
(深圳海油工程水下技術(shù)有限公司,廣東深圳 518067)
0 引言
某海洋石油平臺(tái)海底管線安裝工程項(xiàng)目采用的API 5L X65+I(xiàn)NCONEL 625復(fù)合鋼管線,規(guī)格為:(φ168.3×9.5+3) mm,管內(nèi)鎳基合金堆焊厚度為3 mm。復(fù)合鋼管線焊接技術(shù)直接影響到項(xiàng)目工期進(jìn)度,為了能夠滿足項(xiàng)目焊接施工要求,在陸地預(yù)制前,對(duì)復(fù)合鋼管試件進(jìn)行焊接工藝評(píng)定,按等強(qiáng)度(或強(qiáng)度偏高于母材)及鎳基合金成分相近或相同的原則選擇焊接材料。焊評(píng)試件焊縫執(zhí)行外觀檢查、NDT檢測(cè)、機(jī)械性能與腐蝕試驗(yàn),檢測(cè)與試驗(yàn)結(jié)果都合格,證明了所選用的焊接工藝可用于復(fù)合鋼管線焊接。
1 API 5L X65+I(xiàn)NCONEL 625 復(fù)合鋼管性能分析
1.1 化學(xué)成分
API 5L X65+INCONEL 625復(fù)合鋼管化學(xué)成分見(jiàn)表1和表2。表1為復(fù)合鋼管X65材質(zhì)的化學(xué)成分,表2為復(fù)合鋼管INCONEL 625材質(zhì)的化學(xué)成分。

表1 API 5L X65+INCONEL 625 復(fù)合鋼管X65 材質(zhì)化學(xué)成分(單位:%)

表2 API 5L X65+INCONEL 625 復(fù)合鋼管INCONEL 625 材質(zhì)化學(xué)成分(單位:%)
1.2 機(jī)械性能
API 5L X65+INCONEL 625復(fù)合鋼管機(jī)械性能見(jiàn)表3[1]。機(jī)械性能主要有屈服強(qiáng)度、抗拉強(qiáng)度、延伸率及硬度值,都符合規(guī)范要求。
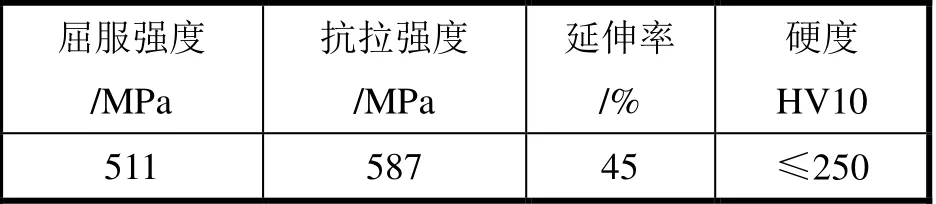
表3 API 5L X65+INCONEL 625 復(fù)合鋼管機(jī)械性能
1.3 焊接性能
API 5L X65+INCONEL 625復(fù)合鋼管線中Ni、Mo、Cr與Nb合金成分含量較高。復(fù)合材導(dǎo)熱率大,焊接時(shí)散熱快,焊接區(qū)域難于達(dá)到熔化溫度,并且在熔化溫度處的表面張力小,焊縫熔池流動(dòng)性大,表面成形能力差。焊接時(shí)母材難熔合,易產(chǎn)生未熔合缺陷,工藝焊接性能差。因此,應(yīng)采用大熱輸入、高能束的焊接方法,并采取焊前預(yù)熱工藝措施。
2 焊接材料的選用
根據(jù)API 5L X65+INCONEL 625復(fù)合鋼管材料的物理性能、力學(xué)性能、化學(xué)成分及焊接方法,按等強(qiáng)度(或強(qiáng)度偏高于母材)及成分相近或相同的原則選擇低氫焊接材料,低氫焊材產(chǎn)生的擴(kuò)散氫含量最高值為5 ml/100 g焊縫金屬。……
登錄APP查看全文
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
