擠出工藝對玻纖增強ABS材料性能的影響
2022-06-14 14:53:34邵禹通沈曉潔盧軍
現代塑料加工應用 2022年1期
邵禹通 沈曉潔 盧軍
(南京聚隆科技股份有限公司,江蘇 南京,210032)
丙烯腈-丁二烯-苯乙烯共聚物(ABS)具有良好的加工性能和力學性能,長期以來在電子電器、汽車等領域得到了廣泛應用[1-3]。為了滿足終端客戶對制件高強度的需求,玻璃纖維(GF)增強ABS材料也越來越受到歡迎。對于GF增強材料而言,GF的加入可以很大程度上提高材料的剛性,但其韌性也會受到較大影響[4]。
聚合物基復合材料性能的好壞,一方面與共混擠出機的螺桿組合有很大的關聯[5-7],另一方面與擠出工藝的關聯也很大。以下在雙螺桿擠出機螺桿組合不變的情況下,研究了不同擠出工藝對GF增強ABS材料力學性能的影響,同時研究了多次擠出對GF增強ABS材料GF長度和力學性能的影響。
1 試驗部分
1.1 主要原料
ABS,8391,熔 體 流 動 速 率26.5 g/10 min(220℃,10 kg),中國石化上海高橋石油化工有限公司;高膠粉,HR181,韓國錦湖石油化學株式會社;GF,ECS13-03-510,纖維直徑13μm,短切長度3 mm,巨石集團有限公司;乙烯-丙烯酸甲酯共聚物(EMA),1330AC,丙烯酸甲酯質量分數30%,鈦白粉(TiO2),R105,金紅石型,TiO2質量分數不小于93%,均為美國杜邦公司。
1.2 主要儀器與設備
雙螺桿擠出機,CTE-35,長徑比42∶1,科倍隆科亞(南京)機械有限公司;注塑機,EM150,香港震雄工業有限公司;懸臂梁沖擊試驗機,ZBC1400-1,深圳市新三思材料檢測有限公司;萬能電子試驗機,ETM501B,深圳萬測試驗設備有限公司;二次元影像儀,JTVMS-1510,昆山瑞視儀器設備有限公司;馬弗爐,SX2-4-10A,上海一恒科學儀器有限公司。
1.3 樣品制備
將高膠粉和GF分別按照質量分數10%和20%與ABS混合,按照表1中不同擠出工藝(編號為工藝1~工藝6)進行共混擠出,并在注塑機上注塑標準樣條以測試力學性能。
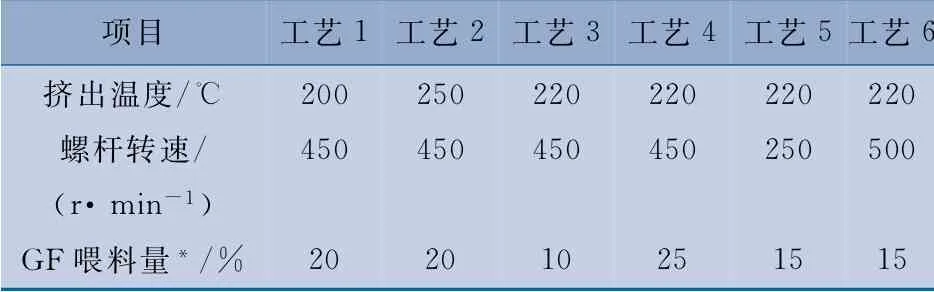
表1 擠出工藝
將高膠粉、鈦白粉、EMA、GF與ABS一起混合后進行多次擠出,材料配方及喂料方式如表2所示。
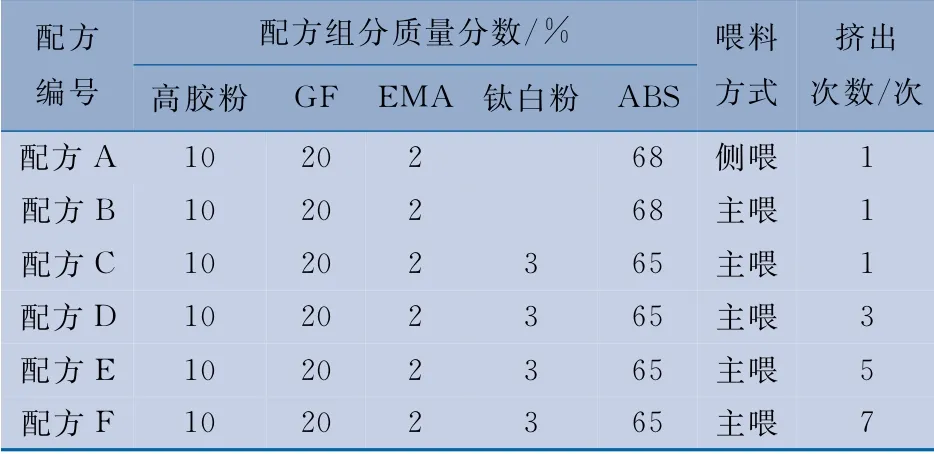
表2 多次擠出的材料配方及喂料方式
1.4 性能測試及表征
GF長度測試:將共混擠出樣品粒子在馬弗爐中750℃下焚燒,使用二次元影像儀對焚燒殘留物進行二次元分析,放大倍數為270。
拉伸強度按照GB/T 1040.2—2006測試,拉伸速率50 mm/min;彎曲強度按照GB/T 9341—2000測試,速率2 mm/min;缺口沖擊強度按照GB/T 1843—2008測試,缺口深度2 mm。
2 結果與討論
2.1 擠出工藝對ABS材料GF長度影響
圖1是不同擠出工藝下GF的二次元影像。
表3是不同擠出工藝下ABS材料中GF長度。結合表1、圖1和表3可以看出:相同GF喂料量和螺桿轉速下,擠出溫度越高,ABS材料中的GF越長;相同螺桿轉速和擠出溫度下,GF喂料量越少,ABS材料中的GF越長;相同擠出溫度和GF喂料量下,螺桿轉速越快,ABS材料中的GF越長。
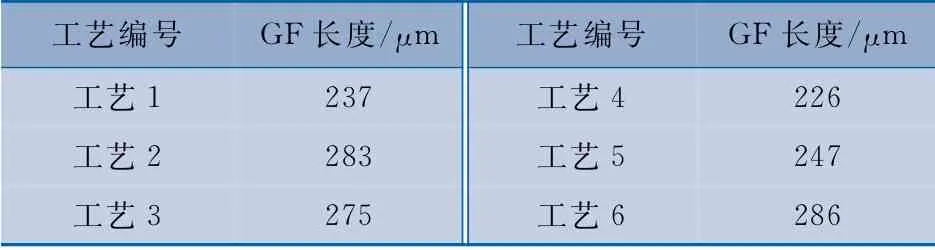
表3 不同擠出工藝下ABS材料中GF長度
2.2 擠出工藝對ABS材料力學性能影響
表4為不同擠出工藝下GF增強ABS材料的力學性能。從表4可以看出,共混擠出ABS材料中的GF越長,材料的缺口沖擊強度、拉伸強度、彎曲強度和彎曲模量總體均越高。
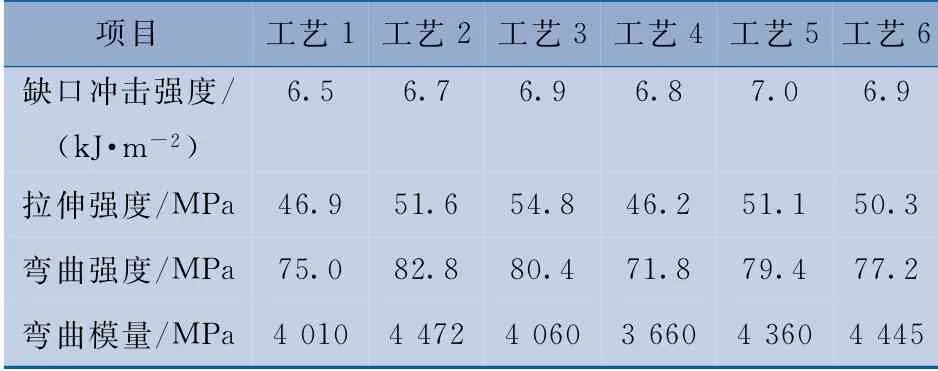
表4 不同擠出工藝對GF增強ABS材料力學性能的影響
2.3 多次擠出對ABS材料中GF長度影響
圖2和表5分別是多次擠出后ABS材料中GF的二次元影像和長度。結合圖2、表2和表5可以看出:與主喂喂料方式相比,側喂喂料方式制備的GF增強ABS材料中GF較長;鈦白粉對GF的磨碎效果明顯,GF長度降低較大;隨著擠出次數增加,ABS材料中的GF越來越短,7次擠出后,GF長度從配方C的232μm降低至配方F的132μm。
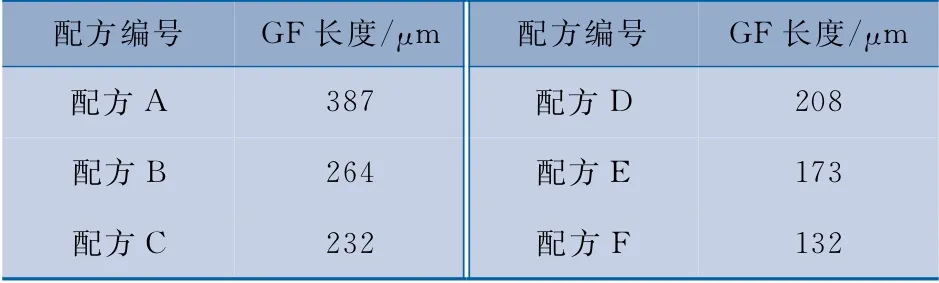
表5 多次擠出后ABS材料中的GF長度
2.4 多次擠出對ABS材料力學性能的影響
表6是多次擠出后ABS材料的力學性能。從表6可以看出:與主喂喂料方式相比,側喂喂料方式制備的ABS材料力學性能較好;鈦白粉的加入對GF有磨碎作用,材料的力學性能下降;隨著擠出次數增多,GF變短,材料的力學性能下降。
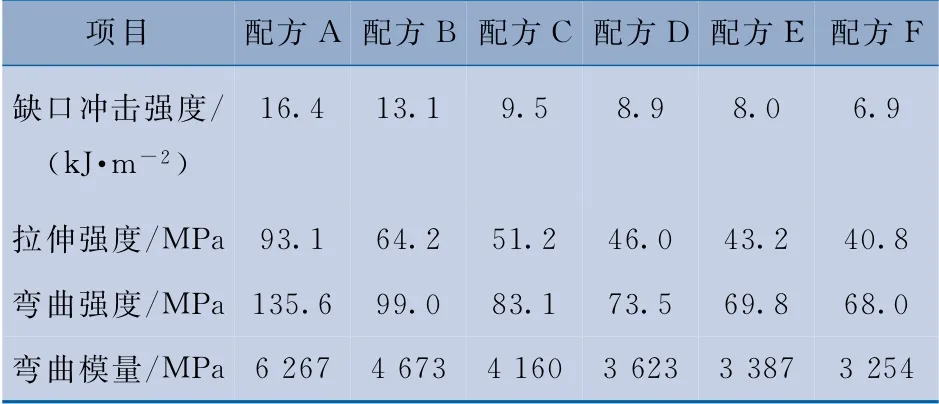
表6 多次擠出后GF增強ABS材料的力學性能
3 結論
a) 與主喂喂料方式相比,側喂喂料方式制備的GF增強ABS材料中GF較長;相同GF喂料量和螺桿轉速下,擠出溫度越高,ABS材料中的GF越長;相同螺桿轉速和擠出溫度下,GF喂料量越少,ABS材料中的GF越長;相同擠出溫度和GF喂料量下,螺桿轉速越快,ABS 材料中的GF越長。
b) GF越長,GF增強ABS材料的缺口沖擊強度、拉伸強度、彎曲強度和彎曲模量均越高。
c) 鈦白粉的加入對GF有磨碎作用,導致GF增強ABS材料的力學性能下降;隨著擠出次數增多,GF變短,GF增強ABS材料的力學性能下降。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03