軸承套圈坯料螺旋孔型斜軋成形數值模擬及分析
2022-06-08 05:05:42李治許繼帥梁建國趙春江王琛
軸承 2022年5期
李治,許繼帥,梁建國,趙春江,王琛
(1.太原理工大學 先進成形與智能裝備研究院,太原 030024;2.臨工集團濟南重機有限公司,濟南 250098;3.太原科技大學 機械工程學院,太原 030024)
螺旋孔型斜軋是一種特軋工藝,具有生產效率高,材料利用率高,加工質量好,設備簡單等優點,廣泛應用于回轉體零件尤其是軸承套圈坯料的加工[1-2]。
國內外對螺旋孔型斜軋工藝做了一定研究:文獻[2]基于DEFORM-3D模擬了軸承內圈坯料軋制過程,得到了坯料在變形過程中的應力和應變;文獻[3]基于DEFORM-3D模擬了鋼球軋制過程,分析了坯料在變形過程中的應力、應變和溫度,并根據分析結果設計了新的導板;文獻[4]通過試驗分析了工藝參數對翅高及伸長率的影響,得到最佳成形工藝;文獻[5]基于DEFORM-3D模擬了外螺紋錨桿軋制過程,分析了工藝參數對坯料內外徑及壁厚的影響;文獻[6]基于Simufact 模擬了6種不同長度的螺旋孔型軋輥軋制鋼球的過程,確定了鋼球的有效應變、損傷準則、溫度分布以及載荷和扭矩的變化規律,并預測了軋輥的磨損方式和磨損速率;文獻[7]提出一種螺旋孔型軋制球頭銷工藝,通過數值計算和試驗驗證了工藝的可行性;文獻[8]對比了楔橫軋和螺旋孔型斜軋軋制球頭銷時的應力、應變和損傷準則,結果表明螺旋孔型斜軋更優。
上述研究涉及的產品主要集中于鋼球、螺紋管、球頭銷、錨桿及翅片管等,關于軸承套圈坯料的螺旋孔型斜軋工藝研究較少。鑒于此,基于有限元軟件Abaqus/CAE,建立軸承套圈坯料高溫螺旋孔型斜軋成形三維有限元模型,分析軋制過程中坯料的應變和應力以及軋輥的軋制力和力矩。
1 螺旋孔型斜軋工藝
1.1 螺旋孔型斜軋原理
軸承套圈坯料螺旋孔型斜軋工作原理如圖1所示,3個帶有螺旋孔型的軋輥中心線相互交叉,與坯料中心線夾角為α,并繞各自中心線以相同轉速同向旋轉。在軋輥與坯料的摩擦力矩和軋輥凸棱對坯料的軸向分力作用下,坯料繞自身中心線旋轉并沿軋制中心線前進。坯料在螺旋孔型軋輥和芯棒的共同作用下連續變形并填滿孔型空間,最終在軋輥出料口完成坯料軋制成形。
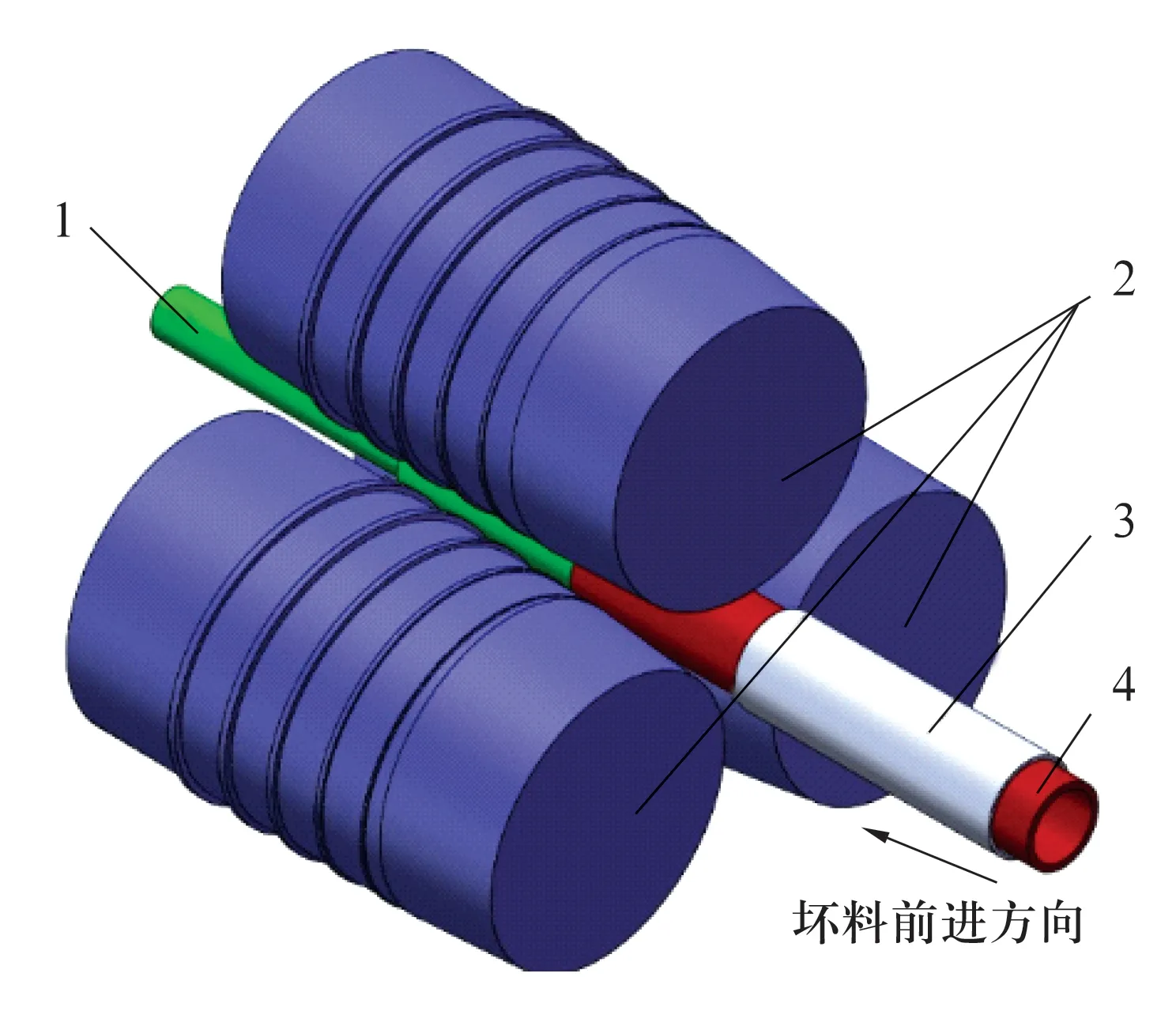
1—芯棒;2—軋輥;3—支承架;4—坯料。
1.2 軋輥設計
軸承套圈坯料螺旋孔型軋輥包含成形段、精整段和切斷段:成形段內坯料沿軋輥孔型的外徑面劇烈變形,為使成形段內坯料的壓縮量盡可能均勻分布,該段孔型的斷面應符合坯料形狀,使進入精整段的坯料盡可能接近成品,該段螺旋凸棱長度取3圈,即凸棱螺旋角為1 080°;精整段的主要作用為消除成形段完成時殘存的單一平面外徑變動量,使坯料達到預期目標,該段軋輥螺旋凸棱長度取1圈,即凸棱螺旋角為360°;切斷段是利用逐步升高的孔型凸棱將已整形的坯料切斷,該段長度取1圈,即凸棱螺旋角為360°。
綜上所述:軋制軸承套圈坯料的軋輥凸棱圈數為5,凸棱螺旋角為1 800°,軋輥凸棱高度、寬度的變化趨勢如圖2所示(720°~1 800°對應區域為成形段,360°~720°對應區域為精整段,0~360°對應區域為切斷段)。
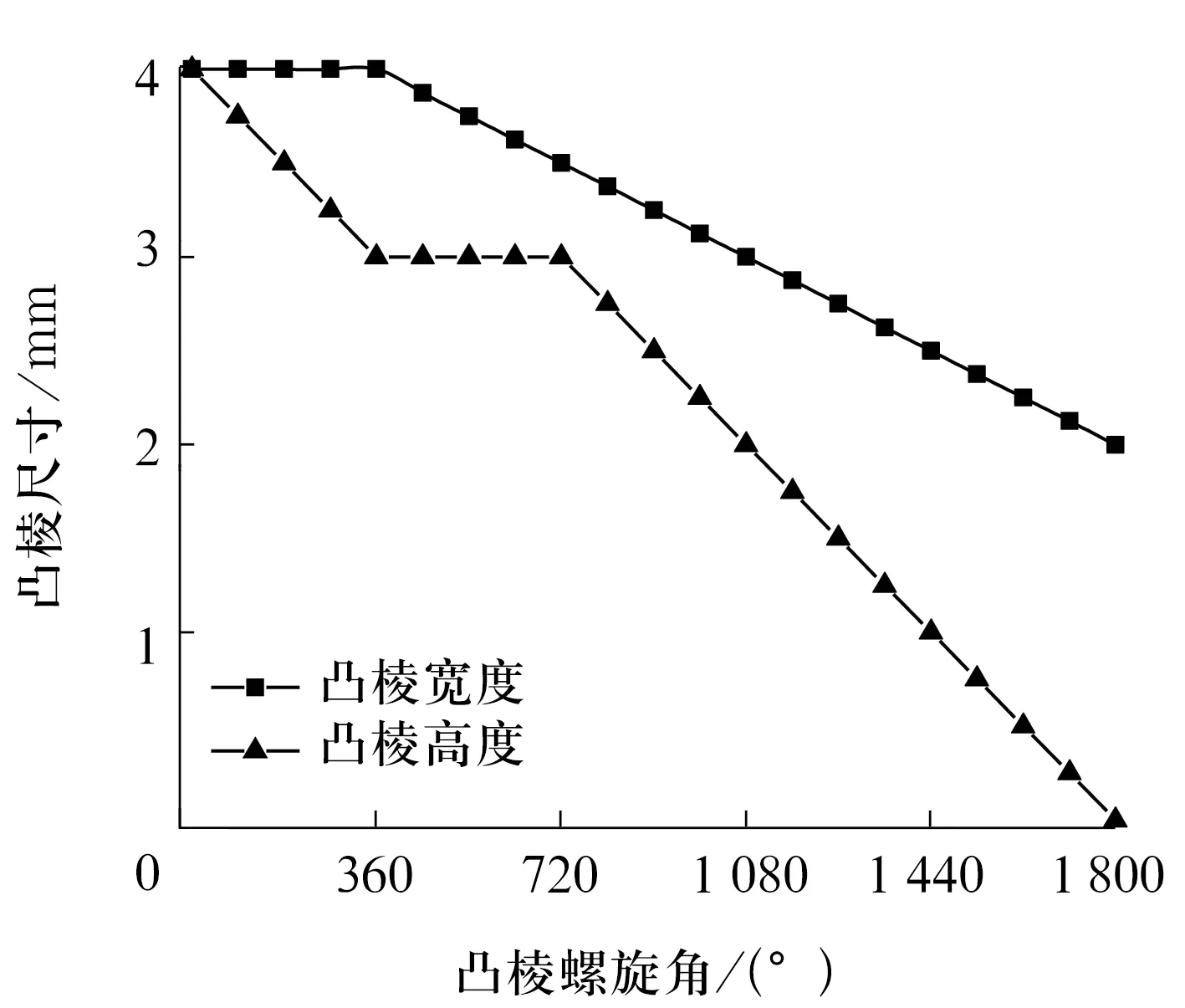
圖2 軋輥凸棱尺寸變化曲線
2 有限元模型
以φ40 mm×φ33 mm×25 mm的軸承套圈坯料斜軋為例,材料為GCr15,軋輥軋制過程主要參數見表1。
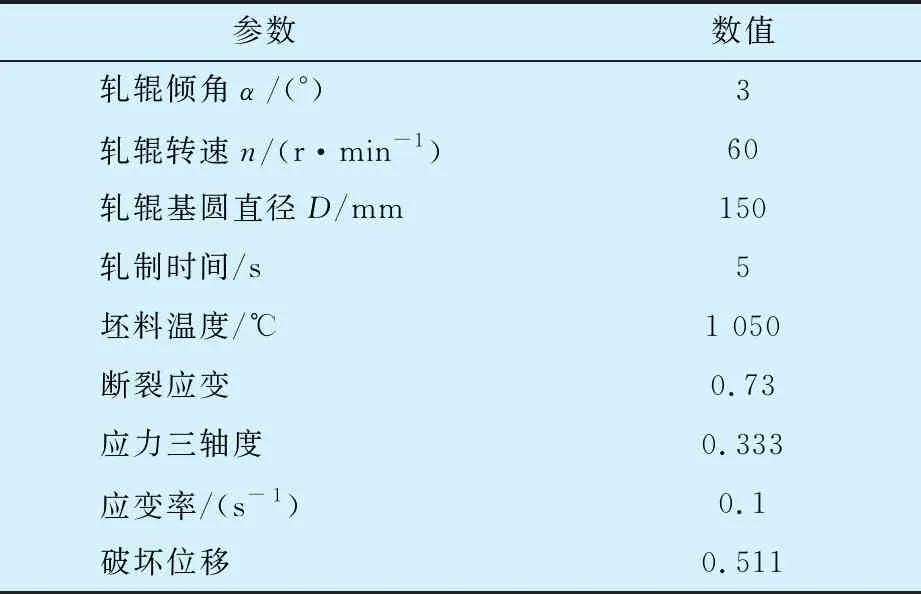
表1 軋輥軋制過程主要參數
基于有限元軟件Abaqus回轉體成形建模方法,建立軸承套圈坯料螺旋孔型斜軋三維模型,如圖3所示。其關鍵建模方法如下:

圖3 軸承套圈坯料螺旋孔型斜軋三維有限元模型
1)為防止模擬過程中軋輥與坯料穿透,對坯料網格化處理后,設定軋輥表面與網格表面的面接觸以及網格表面自接觸。
2)忽略軋輥和支承架的彈性變形,將其視為剛體;坯料采用彈塑性模型,其高溫模型和物理屬性參考文獻[9];忽略坯料與軋輥、空氣之間的熱傳導及熱交換,坯料溫度恒定。
3)為準確模擬坯料受到軋輥作用出現斷裂,采用軟件中提供的韌性斷裂損傷模型定義坯料的斷裂,利用高溫單向拉伸試驗確定所需損傷參數[10]。
4)坯料網格采用六面體八節點單元類型,選用中心軸算法均勻劃分,并在分析步添加STATUS變量輸出控制由于大變形出現的網格畸變,保證模擬結果的精度和收斂性。
5)軋制過程中坯料與軋輥的接觸應力較大,與支承架的接觸應力較小。坯料與軋輥、支承架的接觸表面采用恒定摩擦模型,考慮實際生產過程為改善咬入條件在軋輥上設置粗糙表面,坯料與軋輥的摩擦因數取最大值1[11],坯料與保持架的摩擦因數取0.1。
3 結果分析
3.1 等效塑性應變
軸承套圈坯料螺旋孔型斜軋成形過程中的等效應變如圖4所示,根據軋輥孔型幾何特征和螺旋孔型斜軋成形特點,每個坯料的斜軋成形過程分為成形和整形2個階段。坯料金屬咬入軋制孔型后的成形初期不足以填滿整個孔型空間,只有一部分在軋輥凸棱的反復擠壓作用下初步軋制;進入成形段后,兩側凸棱對應的坯料金屬擠壓變形加劇,使金屬逐漸充滿孔型空間,初步完成坯料的軋制;進入整形段后,坯料的連接頸被凸棱軋斷,對初步成形的坯料進一步軋制,消除坯料表面缺陷,得到合格的軸承套圈坯料。
由圖4a可知,坯料與軋輥開始接觸時產生塑性應變,隨凸棱高度增加,塑性變形增加,并從凸棱接觸位置逐漸沿徑向和凸棱兩側軸向傳遞。觀察3 s時坯料縱截面云圖(即坯料過其中心線且平行于xOz平面所形成的平面),大塑性變形主要分布于凸棱接觸位置,2個凸棱間孔型對應的坯料塑性應變較小,塑性變形在軸向分布不均勻。
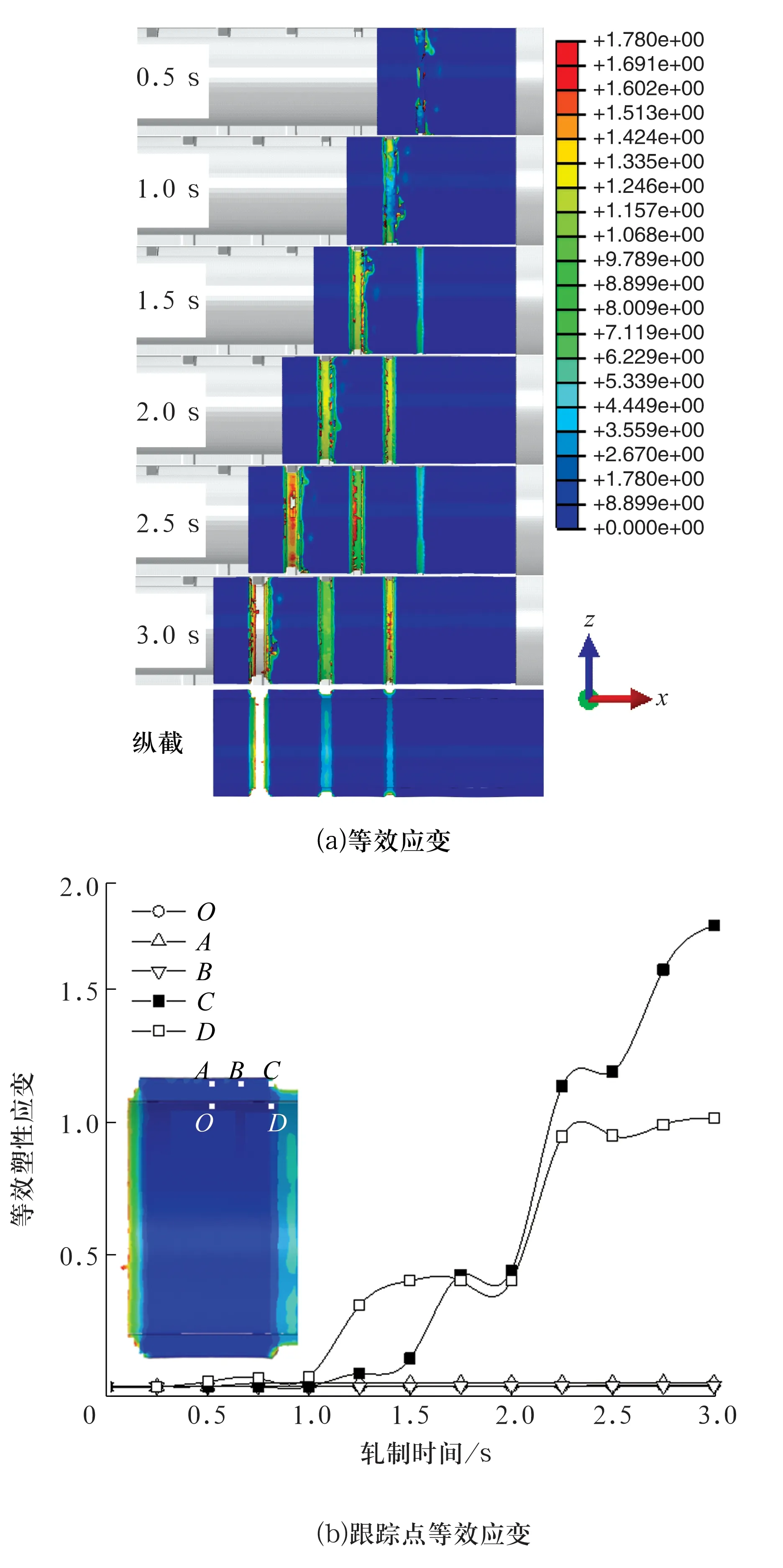
圖4 軸承套圈坯料斜軋成形過程等效應變
為更直觀說明成形規律,選取坯料縱截面上的5個點分析。由圖4b可知,坯料內表面中心點O、外表面中心點A、外表面1/4處點B在整個成形過程中等效應變較小,而內、外表面靠近連接頸處點C,D等效應變較大,主要是由于軋制過程中坯料受芯棒和軋輥孔型的限制,使遠離連接頸處金屬產生微小的塑性變形,而靠近連接頸處金屬受到軋輥凸棱的作用產生劇烈塑性變形,直至斷裂。
3.2 應力
軋制過程中軸承套圈坯料x,y,z方向的應力分布如圖5所示。
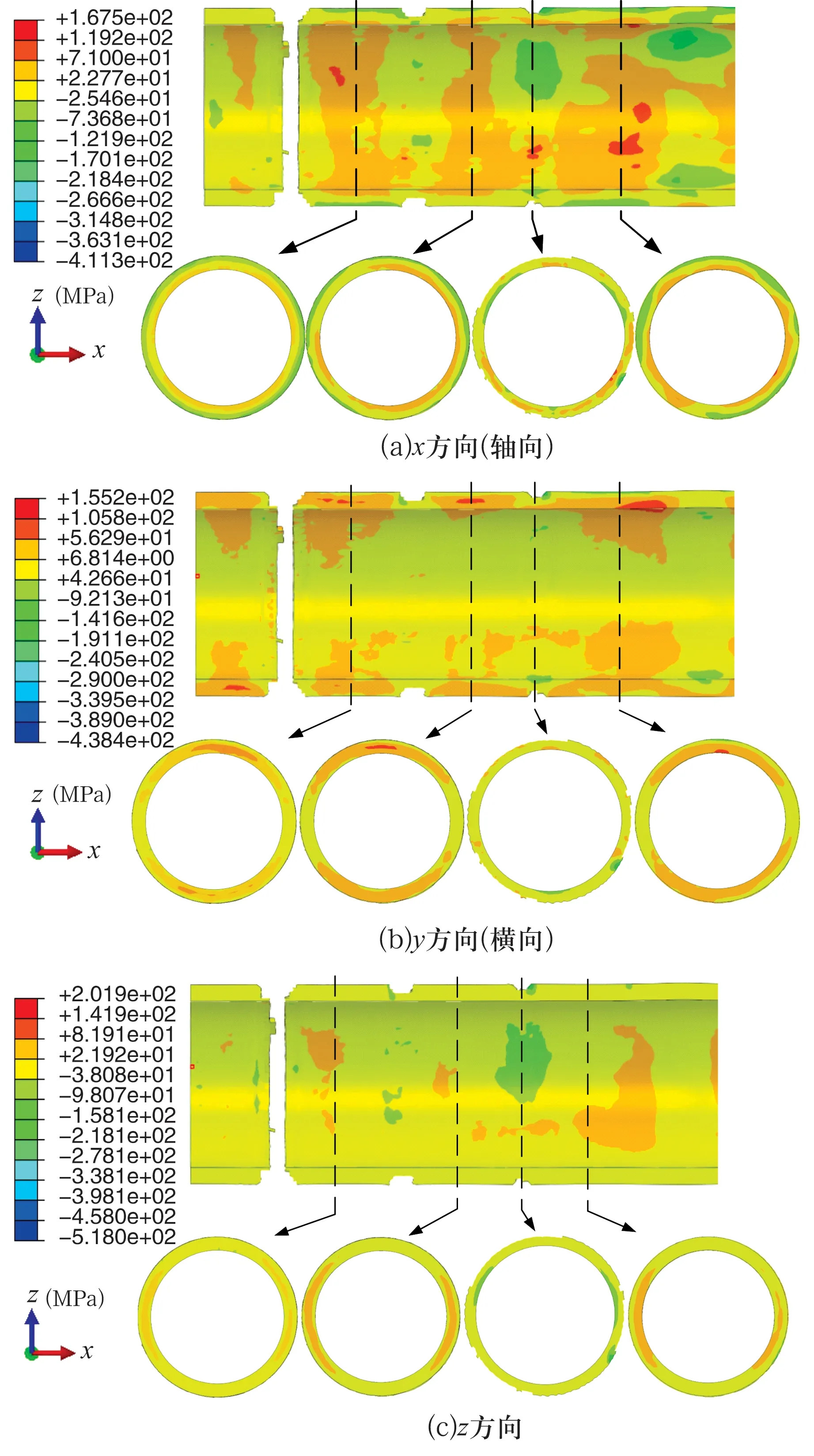
圖5 軸承套圈坯料應力分布
由圖5a可知,坯料外表面區域為軸向壓應力,軸向拉應力大多分布于坯料中間位置以及未受到凸棱壓縮的管區域,且周向(坯料被yOz平面所截形成的圓環截面在圓周方向)分布不均勻。坯料與軋輥凸棱接觸產生不均勻變形,使連接頸區域金屬受到軸向和徑向的擠壓作用,表面金屬沿材料流動阻力較小的兩側型腔流動,坯料表面金屬流動性增加,但坯料內部金屬流動性比表面金屬差,阻礙了表面金屬流動,導致坯料外表面產生軸向壓應力,內部產生軸向拉應力。最大拉應力出現在各個坯料的內表面,這是因為坯料受兩側凸棱的擠壓作用,外表面金屬流動性遠大于內表面。
由圖5b可知,坯料大部分區域處于徑向受壓狀態,徑向拉應力分布于坯料壁厚中心位置,且周向分布不均勻。徑向應力的分布狀態與坯料螺旋孔型斜軋成形的變形特點有關,軋制成形過程中,坯料受到凸棱反復擠壓,金屬發生較大變形,使坯料大部分區域處于徑向受壓狀態。坯料壁厚中心位置產生徑向拉應力是由于坯料內外側表層金屬和內部不均勻變形以及坯料中心位置金屬受到兩側凸棱的擠壓作用下產生擴徑。
由圖5c可知,橫向應力和徑向應力分布類似,坯料大部分區域處于徑向受壓狀態,橫向拉應力分布于坯料豎直方向,且周向分布不均勻。在軋制過程中坯料反復受到3個軋輥的擠壓作用,材料向阻力較小的橫向方向流動,出現一定程度的橫向變形,導致坯料內部產生橫向拉應力。另外,在成形段坯料受到的徑向擠壓作用最強以及封閉孔型阻礙金屬軸向流動,橫向擴展加劇,導致坯料內部產生橫向拉應力。
綜上可知,軸承套圈坯料斜軋成形過程中,連接頸對應大部分區域始終處于三向受壓狀態且與凸棱的接觸點處最大;坯料徑向壓應力值和作用區域明顯大于其他兩向。在軋制過程中,坯料內外表面受到拉壓不同的應力且分布不均勻,導致坯料橢圓化;坯料表層區域兩向或三向受壓應力,內部區域三向或兩向受拉應力,這種差異易導致內部微缺陷的萌生和擴展。
3.3 軋制力和力矩
軸承套圈坯料斜軋成形軋制力及力矩變化如圖6所示:1)成形過程中軋制力和力矩均以軋輥每轉所用時間為周期循環變化。2)軋制力及力矩均隨坯料咬入軋輥孔型,從而迅速增大;軋輥在旋轉到約半圈時,各封閉孔型空間內的金屬基本貼合孔型內壁,軋制力及力矩達到最大;軋輥繼續旋轉,軋制力及力矩逐漸下降,一直降低到每轉軋輥凸棱開始咬入坯料時的值。
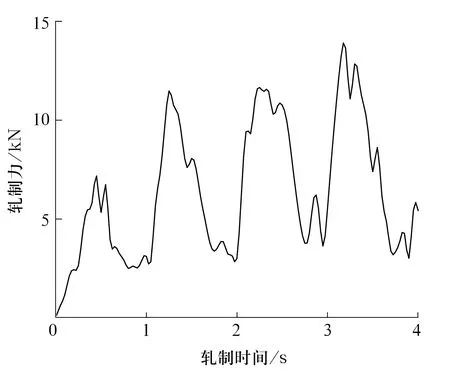
圖6 軸承套圈坯料斜軋成形軋制力及力矩變化曲線
4 結論
基于Abaqus有限元分析軟件建立了軸承套圈坯料螺旋孔型斜軋成形三維模型,介紹了關鍵建模技術,分析了軋制過程中坯料的應變和應力以及軋制力和力矩,得到以下結論:
1)在軋制過程中坯料內、外表面受到拉壓不同的應力且分布不均勻,導致坯料橢圓化;
2)坯料表層區域兩向或三向受壓應力,內部區域三向或兩向受拉應力,易導致內部微缺陷的萌生和擴展。
