薄壁圓錐滾子軸承外圈車加工工藝改進
2022-06-08 05:05:40姚松杰倪濱昆時可可張玉玲賀甜甜
軸承 2022年5期
關鍵詞:工藝
姚松杰,倪濱昆,2,時可可,2,張玉玲,2,賀甜甜
(1.洛陽LYC軸承有限公司,河南 洛陽 471039; 2. 航空精密軸承國家重點實驗室,河南 洛陽 471039;3.高端軸承摩擦學技術與應用國家地方聯合工程實驗室,河南 洛陽 471023)
圓錐滾子軸承由于良好的承載能力,廣泛應用于汽車、機床、工業減速器等領域[1-3],其性能直接影響主機的可靠性、動力性及經濟性等性能指標。某輕窄系列圓錐滾子軸承外圈具有壁薄、寬度小及剛性低的特點[4],在車加工中易產生夾持變形,外徑面圓度誤差、單一平面外徑變動量難以控制,故有必要分析原車加工工藝中存在的問題,并提出相應的改進措施。
1 原加工工藝及存在的問題
1.1 原加工工藝
某輕窄系列圓錐滾子軸承外圈尺寸為:外徑352.425 mm,滾道最大直徑320.4 mm,高度23.813 mm,最小壁厚13.54 mm。鍛件為2個外圈(圖1)合鍛加工,車加工時切為2個外圈。
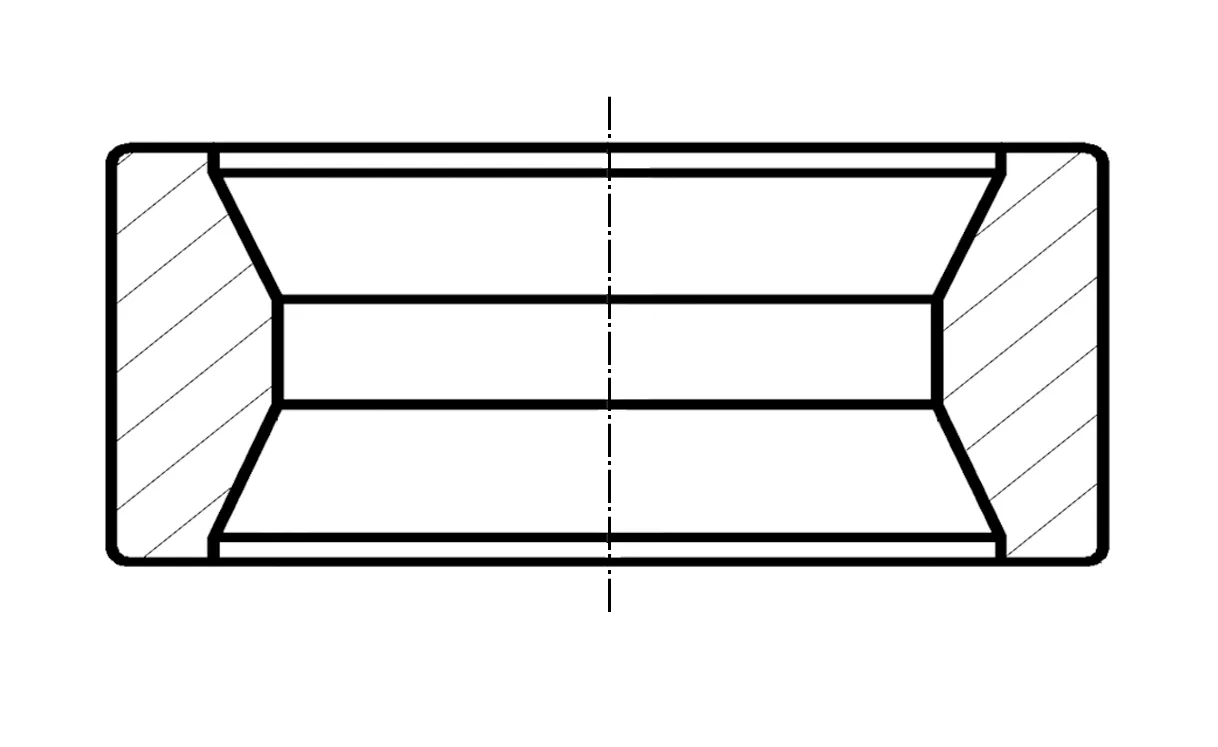
圖1 外圈鍛件
外圈車加工時一般先粗車后精車,軟磨前通過粗車去除套圈兩端面、外徑面、內表面及倒角的加工余量,軟磨后通過精車加工套圈兩端面、外徑面、內表面及倒角。粗車和精車時均通過夾具夾持一端外徑面加工另一端表面,然后再夾持加工后的外徑面對未加工面進行加工,如圖2所示,精車后再切成2件。粗車和精車卡爪夾持寬度分別為55, 150 mm,如圖3所示。
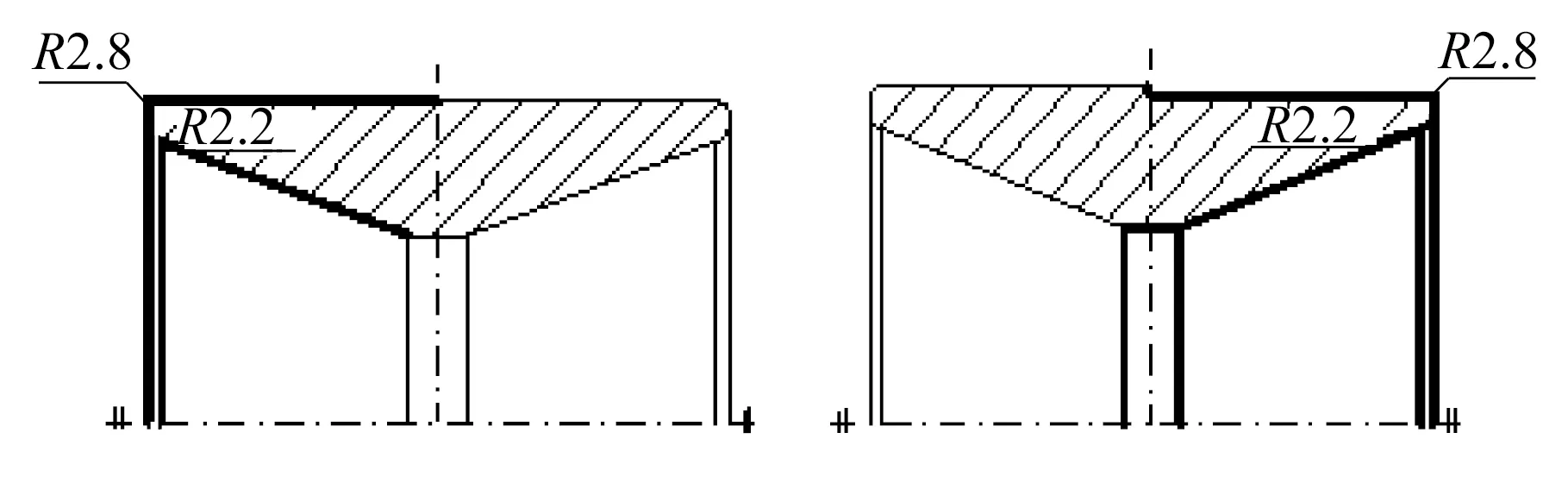
圖2 車加工夾持示意圖
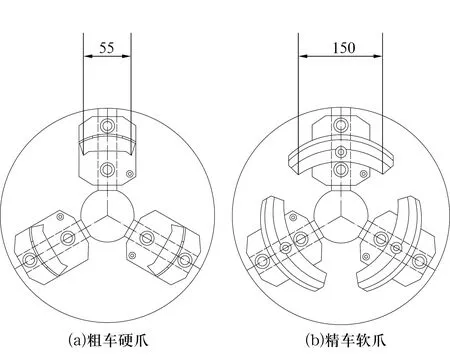
圖3 車加工夾具示意圖
1.2 存在的問題
1)薄壁軸承套圈鍛件外徑面單一平面外徑變動量較大,車加工時易發生彈性變形。若采用夾持一端面加工另一端面,鍛件單一平面外徑變動量等誤差會復映到粗車件上,無法為精車提供良好的定位基準,粗車后工件的單一平面外徑變動量等誤差又會復映到精車件上[5]。
2)粗車和精車的夾持爪過窄,夾持面寬度不夠,外圈易產生彈性變形,造成外徑面圓度誤差和單一平面外徑變動量超差,徑向變形嚴重[6]。
2 改進措施
1)優化工藝流程。第1次車一端外徑面時不加工到工藝尺寸,僅作為夾持基準,夾持已車外徑面加工另一端面到工藝尺寸,再夾持已車到工藝尺寸的端面加工另一端面到工藝尺寸,由于外徑面已車過一次,消除了鍛件外徑面的形狀超差,幾何形狀基本可以控制。改進后的工藝流程為車端面、外徑面(圖4a)→車端面、外徑面、滾道面、外內徑面及倒角(圖4b)→車端面、外徑面、滾道面及倒角(圖4c)。改進后的工藝增加了2次夾持定位基準,可有效消除形狀超差。
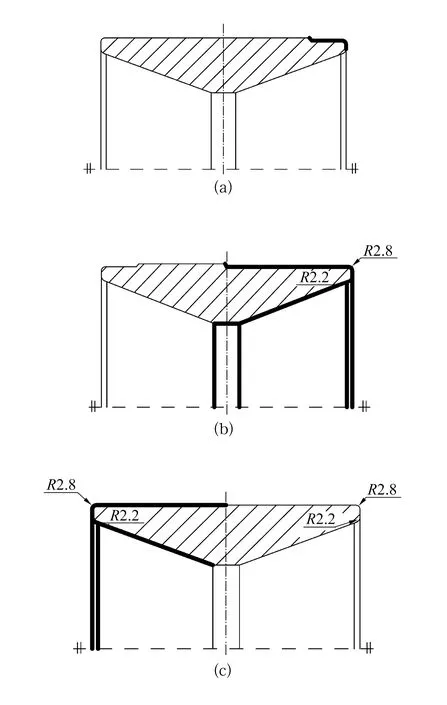
圖4 改進后的加工工藝
2)增加粗車硬爪和精車軟爪寬度。硬爪夾持寬度增加到125 mm,軟爪夾持寬度增加到250 mm。減少了車加工時的形狀超差,套圈變形較小,可有效控制外徑面圓度誤差和單一平面外徑變動量。
3)優化軟爪的調整方法。先對刀車制墊圈的夾持位置,再車制合適的套圈作為墊圈進行支承,最后在墊圈支承下車制軟爪,并采用涂色法驗證軟爪與套圈是否均勻接觸[8],且為緊配合。改進后軟爪與外圈接觸面積增大,夾持力均勻,減小了夾持變形。
3 實際加工效果
采用優化前、后工藝加工的薄壁外圈技術指標見表1,優化后外徑面圓度誤差和單一平面外徑變動量明顯減小,滿足加工需求。
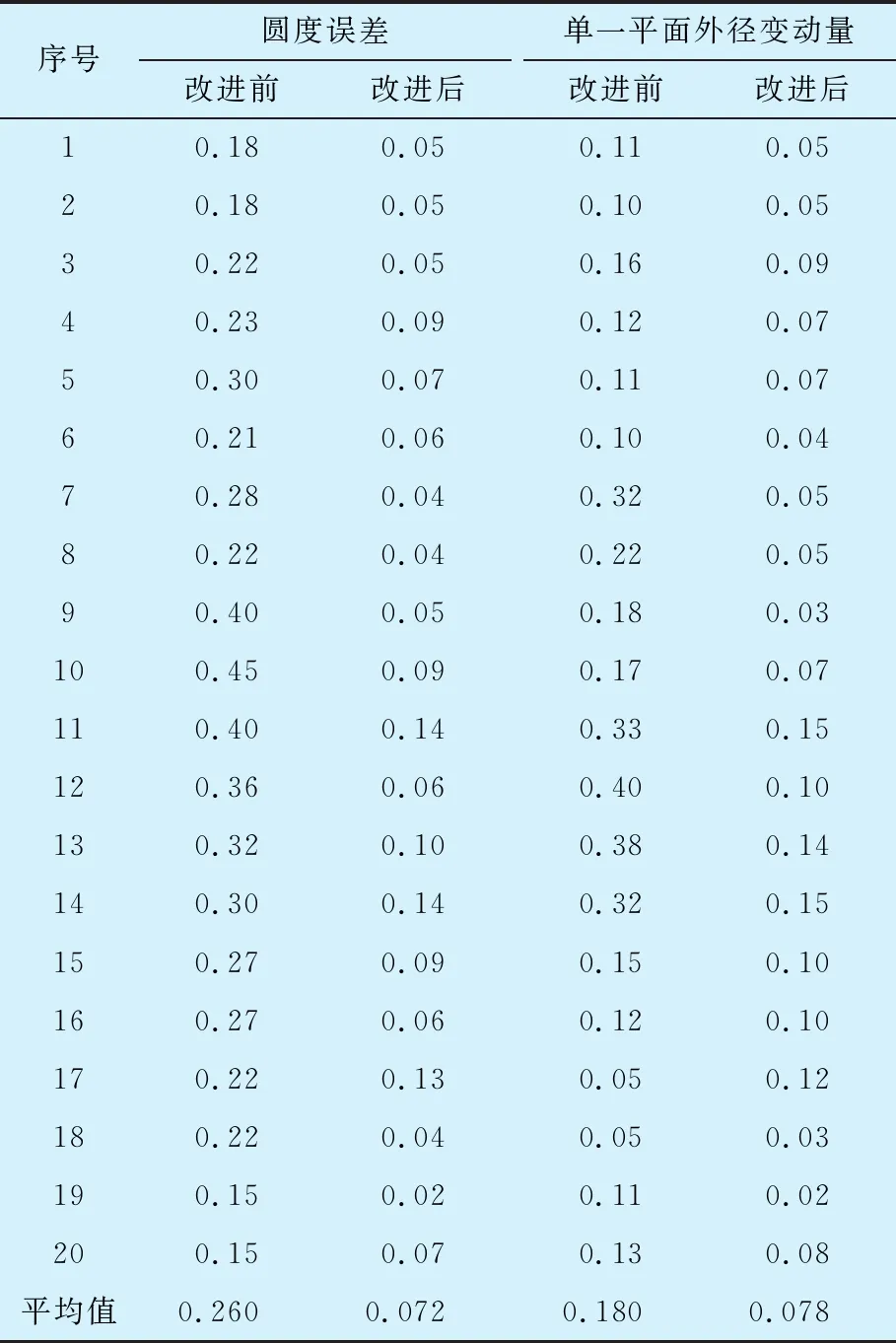
表1 優化前、后工藝加工的薄壁外圈技術指標
4 結束語
采用改進工藝加工的薄壁軸承外圈精度和質量明顯提高,降低了廢品率,提高了生產效率,提升了該類薄壁軸承外圈車加工控形技術。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
