矩形連鑄坯末端電磁攪拌參數(shù)工藝優(yōu)化
2022-06-04 10:53:58王際桂
山西冶金 2022年2期
王際桂
(唐山鋼鐵集團有限責任公司,河北 唐山 063000)
在連鑄生產中,廣泛采用電磁攪拌來改善連鑄坯的中心疏松和中心偏析等缺陷,擴大等軸晶區(qū),從而提高連鑄坯質量。為獲得最佳的鑄坯表面和內部質量,唐山鋼鐵集團有限責任公司(以下簡稱唐鋼)4號矩形坯連鑄機配置了結晶器電磁攪拌和凝固末端電磁攪拌系統(tǒng)。但在生產中發(fā)現(xiàn)250 mm×360 mm斷面連鑄坯低倍樣有明顯的白亮帶負偏析框,中心偏析嚴重。為了驗證末端電磁攪拌的攪拌參數(shù)是否合適,能否有效發(fā)揮其冶金效果進行了一系列的試驗。通過試驗找出了最合理的攪拌參數(shù)。
1 連鑄機配置及工藝條件
矩型坯連鑄機為半徑為12 m 的四機四流全弧形連鑄機,鑄坯主要生產斷面:250 mm×360 mm、320 mm×460 mm 矩形坯,鑄流間距2 200 mm,設計拉速0.3~3.0 m/min,管式結晶器800 mm,連鑄機配備結晶器液面自動控制和結晶器、末端電磁攪拌裝置,末端電磁攪拌試驗中結晶器電磁攪拌參數(shù)為電流300 A,頻率3 Hz 固定不變。澆注250 mm×360 mm斷面時拉速設定值1.1 m/min。
2 末端電磁攪拌試驗
2.1 試驗方法及評價原則
首先根據(jù)連鑄坯低倍樣白亮帶距坯殼位置判斷末攪安裝位置是否合理。其次澆注同一爐號,同一拉速、結晶器電磁攪拌和冷卻水拌參數(shù)等相同情況下,不同鑄流間不經末端電磁攪拌或使用不同的末端電磁攪拌參數(shù)和攪拌方式,取對應連鑄坯低倍樣,觀測低倍中心碳偏析和白亮帶情況,并用4 mm 鉆頭鉆樣做碳硫分析。試驗中根據(jù)低倍質量、白亮帶明顯程度和碳偏析情況作為評價電磁攪拌效果好壞的指標;采用碳硫分析方法考察中心碳偏析程度時,以熔煉成分碳含量為基準計算中心碳偏析指數(shù)。
2.2 末端電磁攪拌安裝位置分析
末端電磁攪拌位置太靠前,鑄坯中心仍存在較大比例的液相區(qū),此時的攪拌實際上是二冷段攪拌,在后期凝固過程中低的晶間濃化鋼液重新聚集鑄坯中心,形成中心偏析和縮孔;攪拌位置太靠后,糊狀區(qū)變稠,末端電磁攪拌難以攪動凝固末期的鋼液而達到改善中心質量的目的[1]。
唐鋼4 號連鑄機末端電磁攪拌器安裝位置距結晶器鋼水彎月面8.9 m,位置固定,只能通過改變拉速來調節(jié)凝固終點位置,使F-EMS 更好的發(fā)揮作用。
白亮帶的形成是由于電磁攪拌產生的流股沿凝固前沿流動,把兩相區(qū)樹枝晶間富集溶質的母液沖刷除去而造成的。白亮帶的外邊界對應于鑄坯進入攪拌區(qū)時凝固前沿。白亮帶距坯殼距離近似進入攪拌器時的坯殼厚度,計算公式為:

式中:δ 為坯殼厚度(白亮帶距坯殼距離),mm;k 為綜合凝固系數(shù),mm/min1/2;t 為凝固時間,min;l 為結晶器鋼液面到測量點的距離(8 900)mm;v 為連鑄坯拉速,m/min。
試驗鋼種Q355B,比水量0.4 L/kg,拉速1.1 m/min。根據(jù)白亮帶距坯殼距離計算試驗鋼種在末端電磁攪拌安裝位置,連鑄坯凝固率約0.78~0.81,液芯厚度77~86 mm,約為連鑄坯厚度的31%~34%。
根據(jù)蔡開科所講,認為:
1)固相率fS為0.3~0.8(從過熱度△T=0 開始,fS=0);
2)凝固率fe為0.7~0.8(從結晶器彎月面凝固開始,fe=0);
3)液相穴尾部中心兩相區(qū)寬為40~55 mm;
4)液芯厚度大約是鑄坯厚度的1/3 的末攪安裝位置比較合理[1]。
由此可見,針對上述鋼種在設定拉速下,末端電磁攪拌位置還是比較合適的。
2.3 末端電磁攪拌參數(shù)優(yōu)化試驗
末端電磁攪拌是通過電磁力對鋼液凝固前沿的糊狀區(qū)實施強有力的攪拌,對鑄坯心部即將凝固的固液兩相區(qū)作用,使偏析金屬更趨均勻以減小偏析。由于凝固前沿糊狀區(qū)鋼液黏度較大,如果電磁力太小,不能攪動鋼液,則電磁攪拌的冶金效果不能充分發(fā)揮,而如果攪拌的過于劇烈就會對兩相區(qū)產生強烈沖刷,沒有凝固的枝晶間富含溶質的液體向中心流動,會造成攪拌區(qū)域的負偏析和更加嚴重的中心正偏析[2]。
2.3.1 取樣方法
末攪試驗依舊采用Q355B 鋼種,比水量0.4 L/kg,拉速1.1 m/min,其他工藝參數(shù)不變情況下,末端電磁攪拌通過不同參數(shù)正交試驗。為定量的查看連鑄坯的碳偏析情況,對連鑄坯低倍樣鉆樣做碳硫分析。試驗采用4 mm 鉆頭進行鉆樣。
取樣方法:取樣位置包括對角線方向和斷面縱、橫中心線方向,取樣點分別是以鑄坯幾何中心為圓心,以對角線或縱橫中心線為直徑的1/4 半徑、1/2半徑、3/4 半徑及靠近坯殼點,目的是查看整個鑄坯斷面偏析嚴重位置、程度以及觀察不同方向連鑄坯從坯殼到幾何中心的碳偏析規(guī)律。
2.3.2 低倍樣結果及分析
從低倍樣結果可以看出,經過末攪的低倍樣有白亮帶,除鋼水過熱度影響外,亮度隨攪拌強度減弱變得不明顯,中心偏析、中心疏松等級也有所降低。無末攪的則沒有白亮帶,原參數(shù)380 A 8 Hz 下的中心偏析、中心疏松等級比沒有經過末攪的還高。
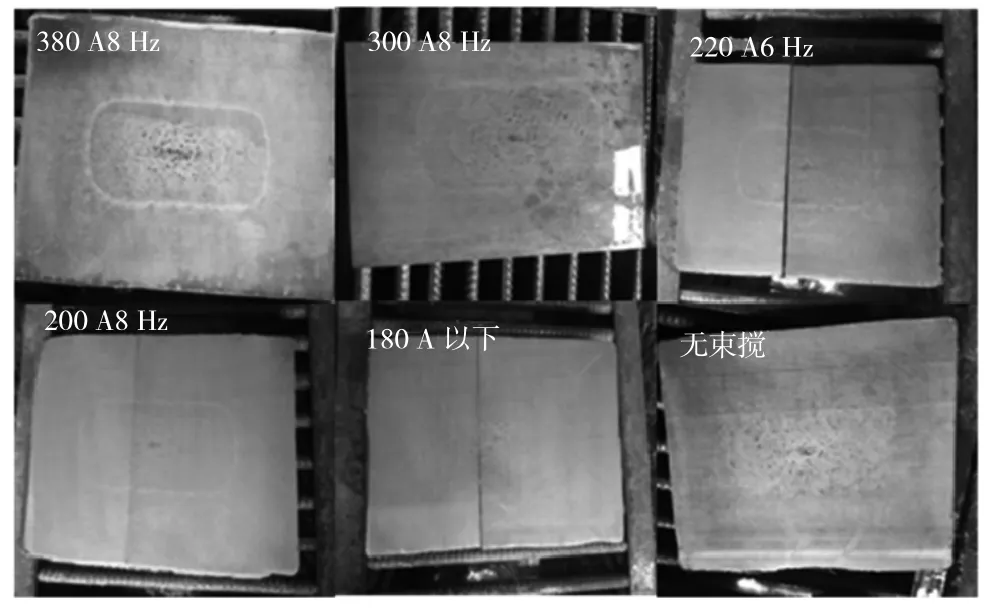
圖1 試驗參數(shù)下低倍樣質量
2.3.3 碳硫分析結果及分析
以熔煉成分的碳含量為基準做中心碳偏析度計算,隨著攪拌強度降低,中心碳偏析度呈現(xiàn)先下降后上升的趨勢,在攪拌參數(shù)為200 A 8 Hz 交替攪拌模式下中心碳偏析出現(xiàn)最低值(見圖2),380 A 8 Hz、300 A 8 Hz 中心碳偏析度甚至比沒有經過末端電磁攪拌的中心碳偏析還要嚴重,證明原攪拌參數(shù)相對攪拌強度太大,造成了更嚴重的中心正偏析。

圖2 試驗參數(shù)下中心偏析及疏松情況
通過碳硫分析各點碳含量,可以看出從鑄坯表面到中心呈現(xiàn)低-高-低-高的“N”形碳偏析(見圖3),這與理論相符。

圖3 N 形碳偏析規(guī)律
根據(jù)電磁攪拌理論,一般經過末端電磁攪拌時,在以鑄坯幾何中心為圓心的同一圓周上,3/4 半徑和1/2 半徑時極差最大,1/4 半徑極差最小,沒有末端電磁攪拌的則相反[3]。而380 A 8 Hz 和300 A 8 Hz 攪拌參數(shù)下所取低倍樣做碳硫結果從鑄坯的1/4 半徑到幾何中心碳偏析最大,這也驗證了原參數(shù)380 A 8 Hz下,末端電磁攪拌強度太大,導致中心碳偏析嚴重。
從連鑄坯中心碳偏析看,攪拌參數(shù)200 A 8 Hz交替攪拌中心偏析最小,220 A 6 Hz 交替攪拌效果與其相差不大,這時攪拌效果最好,中心疏松等級低,參數(shù)較為合理。低于攪拌強度200 A 6 Hz 時(如160 A 6 Hz 交替攪拌,中心碳偏析接近1.20),中心碳偏析變大,分析認為這主要是由于攪拌強度太弱,末端電磁攪拌冶金效果沒有發(fā)揮出來造成的。
經碳硫分析并結合低倍結果分析認為:250 mm×360 mm 斷面,拉速1.1 m/min 下,末端電磁攪拌參數(shù)200 A 8 Hz 交替攪拌時,白亮帶不明顯,疏松較輕,中心碳偏析小,攪拌參數(shù)最為合理。
3 結論
1)通過此次末端電磁攪拌試驗,證明在使用結晶器和末端電磁攪拌作用下,連鑄坯中心偏析和中心疏松嚴重的主要原因是末端電磁攪拌參數(shù)不合理,電磁攪拌強度過于劇烈時,就會造成更加嚴重的中心正偏析和中心疏松,白亮帶明顯,中心偏析嚴重。
2)通過碳硫分析,證明從坯殼到中心,碳的偏析規(guī)律呈低-高-低-高的“N”形偏析,但在攪拌強度過于劇烈,造成更嚴重的正偏析,此時連鑄坯1/4半徑到鑄坯中心處碳偏析極差也很大。
3)通過降低末端攪拌強度,找到試驗鋼種在250 mm×360 mm 斷面時較為合理的攪拌參數(shù)為200 A 8 Hz,在該末攪參數(shù)下,白亮帶負偏析帶不明顯,中心疏松等級最低,中心碳偏析低,能夠發(fā)揮末端電磁攪拌的冶金效果。
4)根據(jù)凝固公式和連鑄坯白亮帶,大致計算末攪安裝位置處試驗鋼種的凝固率和液芯厚度,這與蔡開科所講合理末攪安裝位置相差不大,末攪安裝位置較為合理。
