HRB600E 熱軋高強抗震鋼筋產品研發探究
2022-06-04 10:53:54褚文龍陳文勇祁文娟李智明
山西冶金 2022年2期
關鍵詞:力學性能
褚文龍,陳文勇,徐 斌,祁文娟,李智明
(1.河鋼集團承鋼公司棒材事業部,河北 承德 067102;2.河鋼集團承鋼公司檢驗檢測中心,河北 承德 067102)
建筑用鋼筋是我國產銷量最大的鋼材品種,鋼筋的質量水平已經接近國際先進水平,但其使用強度與發達國家相比還有一定的差距。我國熱軋帶肋鋼筋[1]按強度等級分為400 MPa、500 MPa 及600 MPa三種強度級別。經過多年的推廣應用,在核電、地標建筑等重點工程項目中已普遍應用HRB500(E),目前,國內建筑主要使用帶“E”抗震鋼筋,例如HRB400E、HRB500E,目前600 MPa 級鋼筋國標[1]只有HRB600 為非抗震鋼筋,而部分客戶對600 MPa級抗震鋼筋提出需求,并且其具有良好的市場前景,因此,十分有必要對600 MPa 級抗震鋼筋進行研發。
1 成分及力學指標要求
HRB600E 熱軋高強抗震鋼筋熔煉成分指標如表1 所示,力學指標如表2 所示。
表1 HRB600E 鋼筋化學成分指標 %
表2 HRB600E 鋼筋力學性能指標
2 成分設計
HRB600E 熱軋高強抗震鋼筋研發的難度在于在確保強度的情況下,必須滿足強屈比的要求,強度主要取決于熔煉成分的種類和數量,具體來說主要取決于加入多少種類的合金。為保證良好的焊接性,必須限定Ceq(碳當量),這就使得起到強化作用的C、Mn 元素添加量得到了限制,在鋼鐵材料的微合金強化方面,一般采用Nb、V、Ti 三類合金,Nb、Ti 元素的碳氮化合物回融溫度很高,析出數量較少,不能用于600 MPa 級別的熱軋鋼筋的主要強化元素,V 元素的碳氮化合物回融溫度較低,在冷卻過程中能夠形成大量納米級析出物,可提高鋼筋強度,尤其是VN 提高強度效果最為明顯,并且能夠細化晶粒,增加產品強度及塑性[2-3],但是其缺點是會降低強屈比。因此,我們在成分設計上以VN 強化為主,同時添加少量Cr、Mo、Nb 元素進行復合強化,在滿足強度指標的同時,使強屈比達到1.25。
2.1 含釩鋼筋中w(N)對鋼筋強度的影響研究
對鋼筋中w(N)進行檢驗分析,并對鋼筋中化學成分和w(N)對鋼筋屈服強度的影響進行回歸分析,得到釩氮微合金化鋼筋中各化學元素成分與鋼筋屈服強度關系式為:

由以上關系式可知,在保證其他元素含量不變情況下,鋼中每增加0.001%的w(N)可使鋼屈服強度增加7~8 MPa。
對不同w(V)和w(N)下鋼的強化效果進行試驗分析,得出不同w(V)和w(N)對鋼強度增量的影響如下頁圖1 所示。由圖1 可知,隨著鋼中w(V)的增加,鋼的強度增量提高,但當鋼中w(V)達到一定量(如圖中曲線拐點處)時,鋼強度增加量減少。例如,當鋼中w(V)在0.02%以下時,w(V)增加0.01%,鋼強度增量為25 MPa;但當w(V)>0.02%時,w(V)增加0.01%,鋼強度增量降低為10 MPa。此時,當w(V)對鋼強度增量減少時,適當增加鋼中w(V),可進一步提高鋼強度增量,即此時增加鋼中w(N)可增加鋼強度。因此,若想提高鋼筋的強度,在添加一定V 元素的同時,必須增加w(N)。
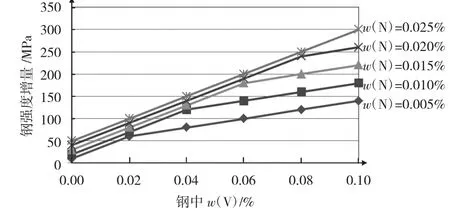
圖1 不同w(V)/w(N)對鋼筋強度增量的影響
2.2 其他合金元素對鋼筋強度的影響
C 元素能起到固溶強化作用,有利于提高鋼材強度的同時,還能夠提高強屈比,而且C 是經濟性元素,能降低成本,因此C 元素含量不能過低。Si 同樣能起到固溶強化作用,提高鋼材強度,同時還能起到較強的脫氧作用,凈化鋼水,且Si 含量不會影響碳當量,應在要求指標的上限予以控制。Mn 同樣能起到固溶強化作用,可顯著提高鋼材強度及強屈比,在整體碳當量允許范圍內的中上限進行控制。Cr、Mo、Nb元素均能使產品珠光體含量增加,提高強屈比[3-4],但因鋼筋中w(Mn)較高,而這些元素含量過高會形成貝氏體,嚴重降低產品塑性,因此少量即可。
2.3 成分熔煉表
通過對釩特性的研究及其他合金元素對強度的影響研究,確定了HRB600E 含釩螺紋鋼筋的化學成分種類,并量化熔煉成分,具體如表3 所示。

表3 HRB600E 鋼筋熔煉成分
3 實施效果
3.1 析出物分析
采用掃描電鏡對樣品組織及析出物進行分析觀察,發現珠光體片層較為致密,析出物尺寸較小。碳氮化物的析出有兩種狀態,一種是隨A 向F 轉變,沿相變界面產生的相間析出,一種是鐵素體內隨機析出,這種析出占有極大比例,珠光體內沒有析出,細小的析出相為高強鋼筋主要的強化手段。珠光體形貌如圖2 所示,晶界和鐵素體內析出物分布情況如圖3 所示。
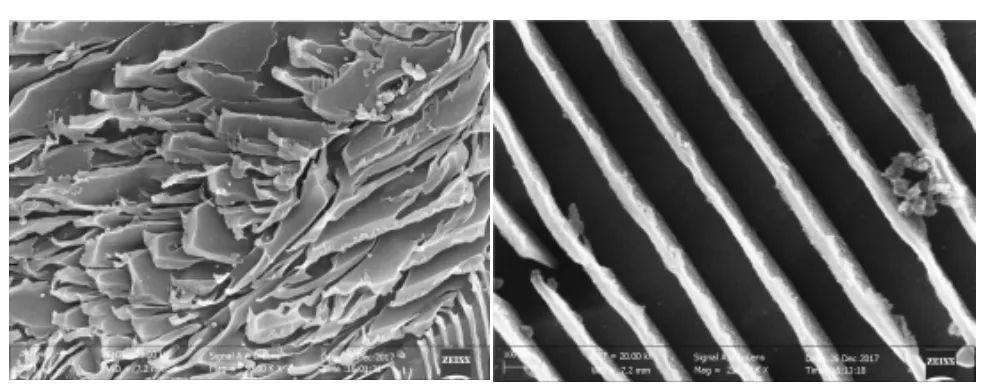
圖2 珠光體形貌
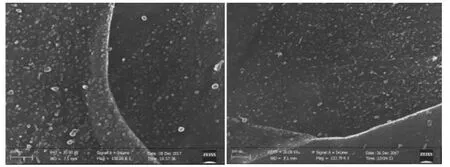
圖3 晶界和鐵素體內析出物分布情況
3.2 產品組織
各規格HRB600E 高強抗震鋼筋內部組織均勻,均為鐵素體加珠光體(無回火馬氏體等有害組織),珠光體約占45%~50%,珠光體提高10%~15%,有效提高強屈比,并且晶粒度達到10~11.5 級,提高了產品塑性指標。20 螺及32 螺的HRB600E 高強抗震鋼筋金相組織如圖4 所示。
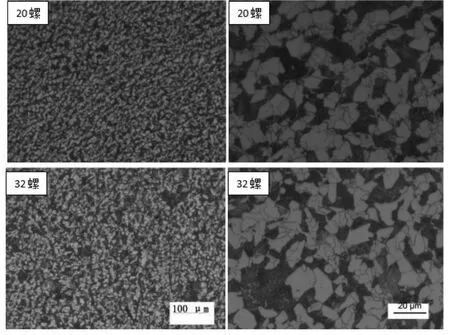
圖4 HRB600E 高強抗震鋼筋金相組織
3.3 力學性能
各規格HRB600E 高強抗震鋼筋力學性能全部合格,具體指標如表4 所示。
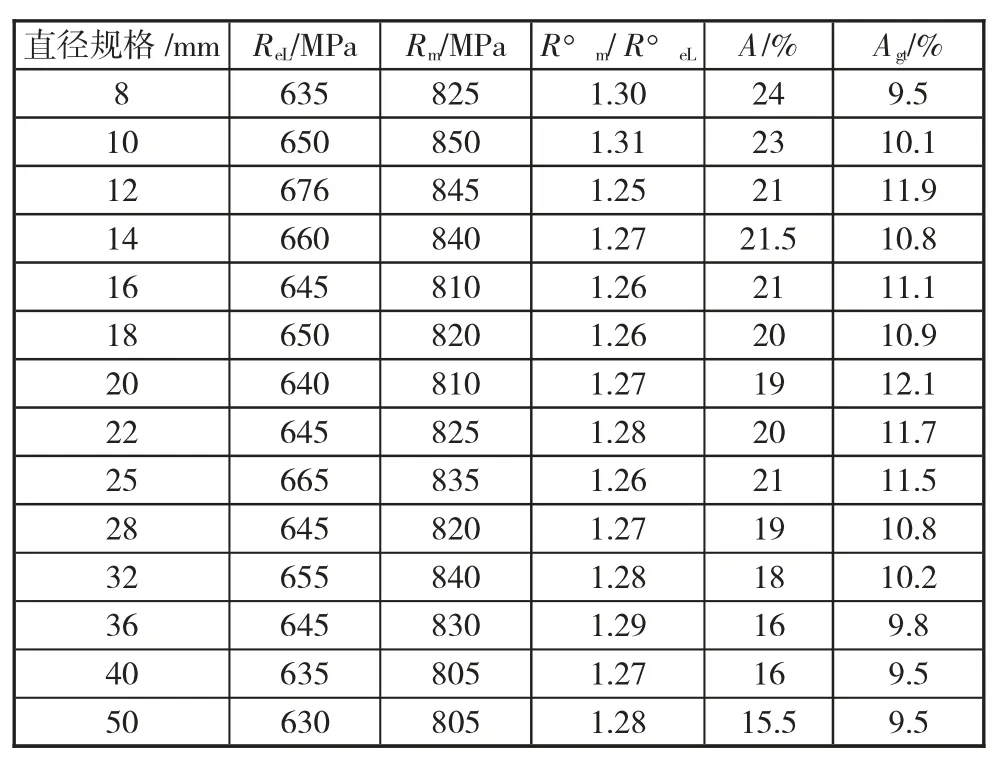
表4 產品力學性能
3.4 疲勞性能
選擇2 支規格為Φ25 mm 樣品進行疲勞試驗,應力比為0.2,循環200 萬次未斷,說明產品具有良好的抗疲勞性能,實驗結果如表5 所示。
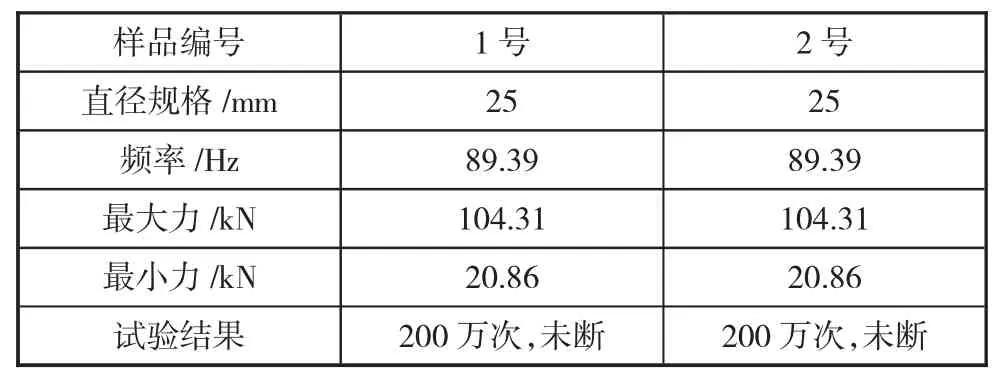
表5 疲勞檢驗
3.5 焊接性能
選取Φ12~Φ25mm規格進行焊接試驗,焊接性能全部合格。焊接工藝所涉及的參數:焊機型號為ZX7-400;焊條牌號及規格為THJ857、Φ4.0mm;焊接電流為140~180 A;電流極性為直流。焊接實驗結果如表6 所示。
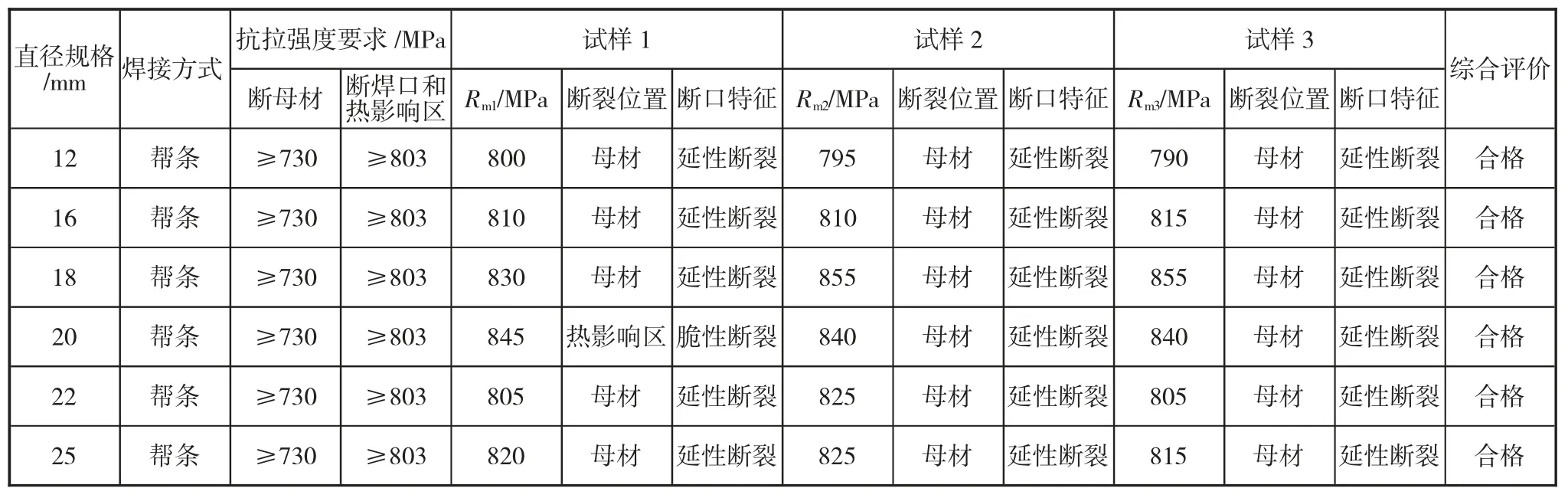
表6 焊接試驗結果
4 結論
1)通過回歸分析,明確了w(N)對鋼筋強度的貢獻值,具體為含釩鋼筋中增加了約10×10-6的w(N),使鋼筋的強度增加約7~8 MPa,使鋼筋強度滿足要求。
2)采用“釩鈮鉻鉬復合強化”工藝,可提高珠光體含量10%~15%,解決了鋼筋強屈比不合難點。
3)通過產品檢驗,產品力學性能、疲勞性能及焊接性能完全滿足要求。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
