冷軋圓盤剪剪切原理及常見缺陷分析
2022-06-01 14:43:36葉亮
科學(xué)與財(cái)富 2022年3期
葉亮


摘? 要:圓盤剪作為冷軋生產(chǎn)板帶產(chǎn)品的核心設(shè)備,用來剪切帶鋼邊部,并保證整個(gè)帶鋼的寬度一致,提高帶鋼的寬度精度,廣泛應(yīng)用于酸洗-軋機(jī)聯(lián)合機(jī)組,是帶鋼生產(chǎn)過程中的重要設(shè)備。本文對(duì)圓盤剪工作原理進(jìn)行介紹,并對(duì)常見缺陷進(jìn)行分析控制。
關(guān)鍵詞 :圓盤剪;剪切力;間隙;重疊量
1概述
圓盤剪從傳動(dòng)形式上可分為動(dòng)力剪和拉剪。從剪切方式可分為對(duì)心式和偏心式。我廠圓盤剪為偏心式、無驅(qū)動(dòng)類型,通過專用的電動(dòng)偏心軸調(diào)整剪刃間隙及重疊量。剪刃系統(tǒng)會(huì)自動(dòng)補(bǔ)償圓盤剪剪刃厚度差,剪刃修磨后,不需要進(jìn)行額外校準(zhǔn)。不需要傳動(dòng)或速度控制可以對(duì)帶鋼進(jìn)行高精度,全自動(dòng)剪切。主要的作用是剪切熱軋?jiān)蠋т撨叢浚蛊溥_(dá)到預(yù)設(shè)定寬度,并通過圓盤剪后部的去毛刺輥對(duì)帶鋼進(jìn)行邊部去毛刺處理,同時(shí)去除帶鋼邊部缺陷,提高帶鋼在軋機(jī)時(shí)的對(duì)中精度,因此對(duì)其進(jìn)行剪切原理的研究和常見缺陷的分析具有十分重要的意義。
2圓盤剪的結(jié)構(gòu)
酸洗出口的切邊設(shè)備采用緊湊塔式設(shè)計(jì),即圓盤剪和碎邊剪作為一個(gè)整體,放置于回轉(zhuǎn)臺(tái)上.在每個(gè)旋轉(zhuǎn)臺(tái)上安裝有2套圓盤剪和1套碎邊剪 (圖1),我廠在碎邊剪后又安裝了一臺(tái)卷球機(jī),正常生產(chǎn)時(shí)采用卷球機(jī)進(jìn)行廢料收集,當(dāng)出現(xiàn)設(shè)備故障時(shí),可隨時(shí)切換碎邊剪進(jìn)行生產(chǎn),保證生產(chǎn)線連續(xù)運(yùn)轉(zhuǎn),此時(shí)可以將報(bào)故障的設(shè)備進(jìn)行維修。圓盤剪后配置有去毛刺裝置,它通過下部和上部的滾輪作用在帶鋼邊部,達(dá)到去毛刺的效果。
圓盤剪的剪切質(zhì)量根據(jù)所剪帶鋼厚度、硬度來調(diào)節(jié)最適宜的剪刃數(shù)值。圓盤剪可在線更換備用側(cè)剪刃。圓盤剪切邊后,帶鋼可獲得一個(gè)精確的寬度值。圓盤剪機(jī)架寬度調(diào)整是通過一個(gè)變頻的齒輪馬達(dá)來進(jìn)行的。
圓盤剪主要由固定底座、寬度調(diào)整裝置、機(jī)架旋轉(zhuǎn)臺(tái)、切邊剪、廢邊碎斷裝置、剪縫調(diào)整裝置等組成。除固定底座和寬度調(diào)整裝置外,其余均可分為操作側(cè)和傳動(dòng)側(cè)兩個(gè)機(jī)架,兩部分的構(gòu)造和功能完全相同,左右對(duì)稱。在固定底座上安裝有導(dǎo)軌,滑動(dòng)底座安裝在導(dǎo)軌上面,可左右滑動(dòng)對(duì)剪切寬度進(jìn)行調(diào)整。機(jī)架旋轉(zhuǎn)臺(tái)安裝在滑動(dòng)底座上,所有的剪刃及其剪縫調(diào)整裝置均安裝在機(jī)架旋轉(zhuǎn)臺(tái)上。
3圓盤剪的工藝參數(shù)
刀盤直徑:Ф400mm×43~25mm
使用極限:Φ400 mm×厚度27mm
剪切帶鋼厚度:1.5-6.0mm
開口度調(diào)節(jié)范圍:650~1800mm
最小切邊寬度(單邊):5mm,不小于1.5倍帶鋼厚度
最大切邊寬度(單邊):最大切邊量為40mm
切邊精度: 帶鋼寬度0~+1mm
開口度控制:開口度=軋后寬度+軋制拉窄量(0-3mm),軋制拉窄量視實(shí)測(cè)數(shù)據(jù)為準(zhǔn),一般情況下,軋制變形量越大,帶鋼拉窄量越大。
軋后寬度=公稱寬度+成品公差
最大工作寬度:1550mm
最小工作寬度:950mm
4圓盤剪的剪切原理及影響質(zhì)量因素
圓盤剪的刀片呈圓盤狀,它的主要特點(diǎn)是通過一對(duì)圓盤剪刃剪切在運(yùn)行中的帶鋼。為了提高連退線產(chǎn)品剪切質(zhì)量,就要重點(diǎn)關(guān)注影響圓盤剪剪切力和剪切質(zhì)量的要點(diǎn),即圓盤剪上下剪刃的重合量、間隙、控制穩(wěn)定性、精確性等。
圓盤剪是由上下錯(cuò)位、垂直的兩片圓形刀片組合而成的。在工作時(shí),根據(jù)產(chǎn)線中帶鋼的厚度及寬度,調(diào)節(jié)兩個(gè)圓盤剪刃之間的重疊量和間隙。調(diào)整到合適的數(shù)值后,刀片會(huì)給通過剪刃間的帶鋼施以一定的剪切力,使帶鋼與刀片接觸區(qū)域發(fā)生變形。隨著咬入深度的增加,帶鋼的變形量也會(huì)隨之增加。當(dāng)變形量達(dá)到一定程度時(shí)(一般為帶鋼厚度的1/4~3/4)受壓部分就從原板上斷裂。從而就能剪切帶鋼的邊部。
4.1圓盤剪間隙對(duì)斷面質(zhì)量的影響
圓盤剪間隙指的是上下圓盤剪刀片的水平距離。間隙是圓盤剪剪切工藝的重要參數(shù)。間隙對(duì)帶鋼邊部主要起到一個(gè)撕扯的作用,如果控制不好,帶鋼邊部就會(huì)產(chǎn)生毛刺、二次剪切等缺陷。
通過整個(gè)剪切過程的分析,剪刃側(cè)間隙為撕裂層的產(chǎn)生提供了先決條件。若側(cè)間隙過小,上下剪刃對(duì)帶鋼形成的彎矩將小,切斷層在整個(gè)剪切斷面中所占的比例增大,有時(shí)還會(huì)出現(xiàn)二次剪切[3],這樣帶鋼剪切邊部的加工硬化嚴(yán)重,軋后容易出現(xiàn)邊裂。若側(cè)間隙過大,上下剪刃對(duì)帶鋼形成的彎矩過大,從而會(huì)形成大的塌角,較軟的材質(zhì)剪后毛刺增多,撕裂層不平整,還有剪不斷帶鋼的情況出現(xiàn)。所以在剪切不同材質(zhì)、不同厚度的帶鋼時(shí),需要多次試驗(yàn),以獲得合適的剪刃側(cè)間隙。
根據(jù)現(xiàn)場(chǎng)經(jīng)驗(yàn),間隙設(shè)定值為帶鋼厚度的 7%? ~ 11% 之間,剪切效果較好。同時(shí)也要考慮材質(zhì)的影響,剪切材質(zhì)較軟的帶鋼時(shí)(如IF1、SPHE),圓盤剪的側(cè)間隙要偏小,剪切材質(zhì)較硬的帶鋼時(shí),側(cè)間隙要偏大。究其原因是塑性材料比脆性材料的塑性變形區(qū)大,剪切力不易向剪切方向傳遞,所以減小側(cè)間隙能有效縮小塑性變形區(qū),更好的傳遞剪切力,同時(shí)毛刺被拉出的現(xiàn)象會(huì)得以改善,因此,剪切同樣厚的板帶,軟料的側(cè)間隙要比硬料的側(cè)間隙小[4]。
4.2圓盤剪重疊量 對(duì)斷面質(zhì)量的影響
圓盤剪重疊量 指的是圓盤剪上下剪刃刀片的垂直間距, 其中規(guī)定剪刃重疊時(shí)為正,反之為負(fù),重疊量也同樣是圓盤剪剪切工藝控制的重要參數(shù)。重疊量對(duì)帶鋼邊部主要起到一個(gè)剪切的作用,如果控制不當(dāng),就會(huì)造成帶鋼邊部切不斷或刀片磨損加劇等缺陷的產(chǎn)生。
在剪切材料和剪刃側(cè)間隙已設(shè)定的情況下,帶鋼剪切斷面上切斷層和撕裂層的比例基本是一定的,為了獲得平整的切斷層和撕裂層,就需要調(diào)整上下剪刃的重疊量來實(shí)現(xiàn)。
對(duì)于偏心式的圓盤剪,在剪切過程中,隨著帶鋼不斷前進(jìn),上圓盤刀切入帶鋼,形成切斷層,切斷層的形成及產(chǎn)生微小裂紋的過程對(duì)剪切質(zhì)量而言尤為重要,此處也是剪切帶鋼需要剪切力最大的地方。
若在這個(gè)過程中,下刀盤對(duì)帶鋼沒有支撐,上述過程將很難發(fā)生。因此,當(dāng)上刀盤切入帶鋼到形成切斷層的過程中,下刀盤一定要對(duì)帶鋼很好的支撐,帶鋼要被上下刀盤壓緊。為了獲得上述的效果,對(duì)于偏心式的圓盤剪,可以通過調(diào)整圓盤剪的重疊量來實(shí)現(xiàn)。為了保證良好的剪切效果,應(yīng)盡量保證重疊量的最小值,帶鋼越厚,重疊量越小,甚至可能出現(xiàn)負(fù)值。
5切邊質(zhì)量缺陷分析
5.1 切邊質(zhì)量判定標(biāo)準(zhǔn)
切邊質(zhì)量的判定標(biāo)準(zhǔn)為:
5.1.1切邊后的質(zhì)量要求
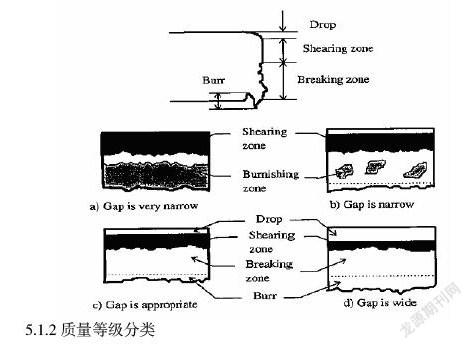
通常帶鋼剪切后面的剪切區(qū)與斷裂區(qū)之比為1:2,材質(zhì)越軟,剪斷面的比例越高,從剪切區(qū)到剪切層應(yīng)無大的倒角,斷裂區(qū)應(yīng)均勻,剪邊毛刺只允許有少量存在。
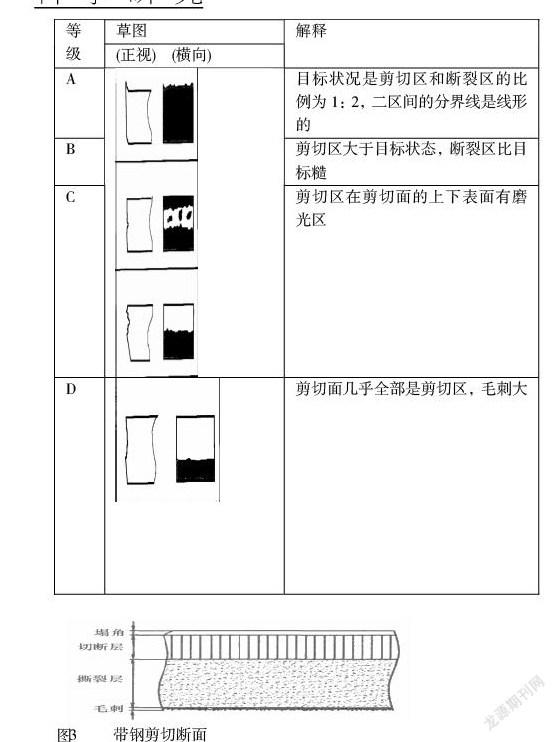
5.1.2質(zhì)量等級(jí)分類
(1)切斷面約占帶鋼厚度的1/4-1/3;
(2)剪切區(qū)與撕裂區(qū)分界線連續(xù)、平直;
(3)整個(gè)剪切面平整光滑、無缺口、無大的毛刺 。
在實(shí)際生產(chǎn)中,高碳鋼一般為2∶8;低碳鋼一般為6∶4;在 5∶5 時(shí)帶鋼的邊部質(zhì)量大部分也為良好狀態(tài)。(圖2)
5.2 缺陷分析
5.2.1 剪切區(qū)撕裂區(qū)不明顯
此種情況需停機(jī)用手觸摸帶鋼來檢查邊部質(zhì)量,輕輕的劃動(dòng)如果邊部是光滑的不刮手,軋機(jī)軋后都能達(dá)到合格的標(biāo)準(zhǔn)。如果手摸有刮手的感覺,這時(shí)需要調(diào)節(jié)剪刃參數(shù),如果電腦設(shè)定值間隙0.32mm;重疊量0.35mm,可以把間隙調(diào)到0.28mm,重疊量調(diào)到0.40mm。如果調(diào)節(jié)后邊部光滑,剪切區(qū)、撕裂區(qū)分明且不刮手,說明邊部質(zhì)量已調(diào)好。若還是不好,查看剪刃使用公里數(shù),剪刃使用150000km以上,需要更換剪刃。
5.2.2邊部毛刺
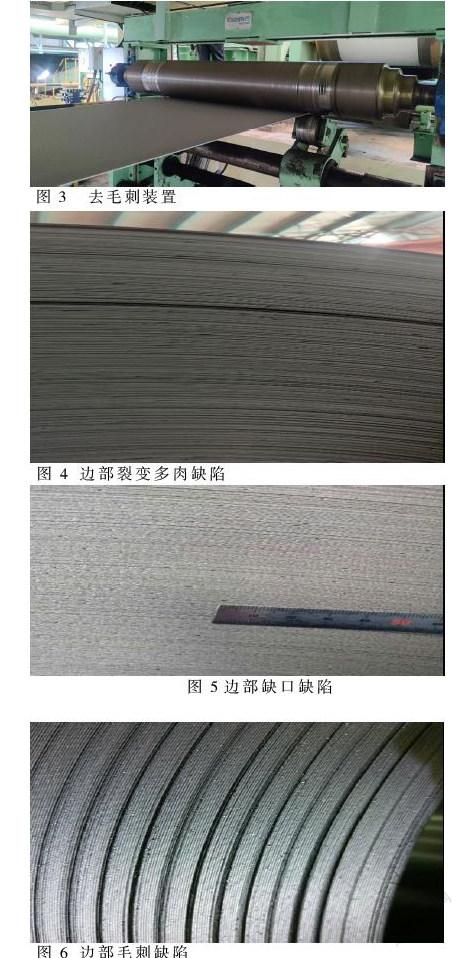
毛刺一般是由于剪刃調(diào)節(jié)間隙過大導(dǎo)致形成二次剪切所致。 如果電腦畫面HMI設(shè)定值間隙0.35mm;重疊量0.35mm,可以將剪刃間隙調(diào)節(jié)為0.27mm;重疊量0.43mm,也就是將間隙往小調(diào)。如果還是有毛刺存在的話, 查看去毛刺裝置使用情況(圖3)。
5.2.3剪刃崩刀造成的缺陷
在日常生產(chǎn)中,剪刃崩刀是最常見的問題,如果發(fā)現(xiàn)剪切后的帶鋼邊部有周期性缺陷,而且缺陷的形狀和樣式都是一樣的,說明剪刃已經(jīng)發(fā)生了損壞,這時(shí)就需要更換剪刃( 圖4、圖5、圖6)。
6 結(jié)束語(yǔ)
減少切邊缺陷及改進(jìn)切邊質(zhì)量是一項(xiàng)長(zhǎng)期的課題。隨著冷軋酸軋機(jī)組的調(diào)試生產(chǎn),我們必然會(huì)積累出更好的圓盤剪剪切工藝參數(shù)值,更深入的了解剪切原理,進(jìn)而更準(zhǔn)確的控制好切邊質(zhì)量。
參考文獻(xiàn)
(1)吳建強(qiáng),馬乙靜,王占軍,等.圓盤剪的剪切質(zhì)量分析(J).鋼管,2011,:35-39.
(2)王永強(qiáng),孫清泉,董凱,等.圓盤剪間隙調(diào)整及切邊質(zhì)量改進(jìn)(J).山東冶金,2007,(6):71-72.
(3)周建鄭.工程測(cè)量〔M〕.鄭州:黃河水利出版社,2006.8.
[3]王訓(xùn)宏. 80kg 級(jí) TRIP 鋼帶圓盤剪剪切工藝[J]. 軋鋼,2009( 3) : 71 ~ 72.
(4)陶有能. 切邊圓盤剪設(shè)計(jì)[J]. 華中科技大學(xué)學(xué)報(bào)( 城市科學(xué)版) ,2006( 增刊 2) : 77 ~ 79.
